一种热稳定性能优异的脱模剂及其制备方法
1.本发明涉及脱模剂技术领域,具体涉及一种热稳定性能优异的脱模剂及其制备方法。
背景技术:
2.铝合金压铸工艺成型在汽车配件上广泛使用,铝合金具有重量轻、机械性能好和出色的加工性能,以及可回收利用等一系列优点。铝合金具有良好的压铸成型性能,压铸产品尺寸稳定易于后加工。传统汽车以及新能源车都广泛应用了压铸铝合金作为汽车零部件,特别是新能源汽车的发展,对压铸铝合金提出了更高的要求,有必要提供更高效的生产效率以及更好的产品质量。这就对传统的压铸生产过程中使用的脱模剂能够适应更苛刻的生产条件,要求脱模剂耐温性能更好,脱模效果更好,从而使得使用该产品时生产出来的制品表面清洁度以及模具清洁度更高;同时有别于一般的铝合金压铸产品,汽配铸件往往需要更高的内部致密结构,更精密或者更大的产品尺寸,单纯的模具和流道设计以及工艺参数的改进很难完全解决产品成型的问题,这也需要脱模剂来进一步改善该状况。现有脱模剂产品在以上应用中往往存在脱模困难、模具脏污保养周期频繁、制品表面不干净、成型困难等问题。因此,亟需研究一款热稳定性高、脱膜效果好、模具清洁度高的脱模剂以弥补市场脱模剂的不足。
技术实现要素:
3.本发明意在提供一种热稳定性能优异的脱模剂及其制备方法,以解决现有脱模剂无法将兼顾热稳定性及脱模效果的技术问题。
4.为达到上述目的,本发明采用如下技术方案:一种热稳定性能优异的脱模剂,包括如下质量份数的原料:改性聚硅氧烷10~30份、脂肪酸酯5~10份、聚乙烯醇1~3份、乳化剂2~5份、缓蚀剂1~3份、表面活性剂1~3份、润滑剂1~3份和水87~170份,所述脂肪酸酯由油酸、对苯二甲酸、季戊四醇反应而成。
5.本方案的原理及优点是:
6.1、与现有技术中直接使用常规聚硅氧烷相比,本方案中采用改性聚硅氧烷,通过对聚硅氧烷进行改性,使得聚硅氧烷的官能团、分子量及其分布、分子的构型构象、化学键键能、表面张力、以及氧化和热降解性能发生变化,获得具有交联网状结构的改性聚硅氧烷;申请人实验发现,改性聚硅氧烷的交联网状结构充分提升脱模剂的热稳定性,尤其是在铝合金脱模的生产周期中具有更好地高温脱模效果,显著提升铝合金的生产效率;且本方案所得脱模剂不粘模具,实现清洁生产。
7.2、与现有技术中直接使用油酸相比,本方案通过将油酸、对苯二甲酸、季戊四醇反应而成的脂肪酸酯添加进脱模剂中,更高分子量、碳链长度的结构使得脱模剂具有更好的润滑、成膜以及离型效果,同时使得脱模剂具有更高的热稳定性和耐氧化性能,显著提升脱模剂性能。
8.3、本方案在脱模剂中添加聚乙烯醇,使得脱模剂具有极高的成膜效果,同时脱模剂还具有良好的粘温系数和在金属模具上的铺展性能,能够非常有效地在模具上形成高强度且致密的隔离层,隔离层具有足够的厚度和很低的导热性能,有效地保证了铝合金在成型过程中的温度稳定,对模具具有良好的隔热降温作用,具有良好的离型效果,显著提升产品表面清洁度以及模具清洁度,从而提升铝合金成型质量。
9.4、本方案通过将长链的脂肪酸酯和具有交联网状结构的改性聚硅氧烷结合起来,两者协同增效,显著提升脱模剂的热稳定性,同时脂肪酸酯增加脱模剂的黏附性而提升成膜效果,在模具和产品之间形成防温隔离的效果,避免生产过程中损伤磨具,尤其是对铝合金类约650~750℃的高温产品具有显著的脱模效果,充分展现脱模剂的热稳定性。
10.优选的,所述改性聚硅氧烷包括如下重量份数的原料:含氢硅油8~12份、含氢硅树脂1~3份、乙烯基硅树脂1~3份、乙烯基甲苯13~17份、十二烯烃13~17份。
11.采用上述方案,方案中硅树脂本身具有较高耐温性;且相比于现有技术中聚硅氧烷形成线性结构,本方案中改性聚硅氧烷原料之间相互交联形成网状结构;一方面,网状结构本身进一步提高脱模剂产品的耐温性能;另一方面,网状结构能提高脱模剂产品的成膜性和附着性。相比于现有技术采用α-甲基苯乙烯制备改性聚硅氧烷,本方案采用乙烯基甲苯,乙烯基甲苯因其具有的共轭电子效应进一步提高脱模剂产品的耐温性能;十二烯烃则在外形成有机涂层,有效改善脱模剂产品的涂装性能和相容性能。
12.优选的,所述脂肪酸酯包括如下质量份数的原料:油酸15~25份、对苯二甲酸8~12份、季戊四醇8~12份。采用上述方案,各原料发生脱水缩合反应,增加脂肪酸酯的分子量,有助于提升脱模剂产品的粘附性;且脱水缩合形成的长链结构使得脱模剂具有更好的润滑、成膜以及离型效果,对苯二甲酸的加入使得脱模剂具有更高的热稳定性和耐氧化性能。
13.优选的,所述乳化剂为脂肪醇聚氧乙烯醚、脂肪酸聚氧乙烯酯中的任意一种。采用上述方案,乳化剂环保高效,使脱模剂在储运时具有优异的动力学和热力学稳定性,同时在使用过程中具有快速的干燥成膜性能。
14.优选的,所述缓蚀剂为二十二碳二元酸、聚硅烷中的任意一种。采用上述方案,因聚硅烷结构独特的偶联成分及二十二碳二元酸的疏水基团,使得脱模剂在实际生产中能够在铝合金表面形成致密的疏水隔离层,同时在防止电化学腐蚀以及氧化腐蚀具有优异的性能。
15.优选的,所述表面活性剂为油酸聚氧乙烯酯。采用上述方案,进一步改善产品的分散清洁效果,防止管道的淤堵。
16.优选的,所述润滑剂为聚乙二醇。采用上述方案,显著增加脱模剂的成膜厚度和黏附性,使得脱模剂具有良好的润滑性和脱模性,不粘模具,生产效率高;当用于铝合金生产时,聚乙二醇有效改善模具滑块抽芯顶针以及点冷型芯的润滑效果,还能提高铝合金锻件质量和表面光洁度。
17.一种热稳定性能优异的脱模剂的制备方法,包括如下步骤:
18.s1:将改性聚硅氧烷、乳化剂与水混合,搅拌后静置得到溶液ⅰ;
19.s2:将脂肪酸酯、乳化剂与水混合,加热80℃搅拌后冷却静置得到溶液ⅱ;
20.s3:将聚乙烯醇与水混合,加热80℃搅拌后冷却静置得到溶液ⅲ;
21.s4:将上述步骤得到的溶液ⅰ、溶液ⅱ、溶液ⅲ与水混合,向混合溶液中加入缓蚀剂、表面活性剂和润滑剂,搅拌后静置即得脱模剂。
22.本方案的原理及优点是:
23.1、本方案采用分步法将原料改性聚硅氧烷、脂肪酸酯和聚乙烯醇分别形成乳液,原料本身具有较高的热稳定性使得原料制备得到的乳液具有优异的动力学和热力学稳定性,便于运输和储存,当需要使用时,只需要将各种原料乳液和缓蚀剂、表面活性剂和润滑剂等混合即可快速形成脱模剂产品,从而提高生产效率。
24.2、与现有技术中脱模剂生产工艺复杂相比,本方案将原料与乳化剂、水加热搅拌混合即可获得脱模剂产品,显著降低脱模剂生产难度,也显著提升脱模剂生产效率,更加适用于大规模生产;本方案生产出的脱模剂在铝合金铸件的实际生产应用中具有显著的热稳定性能,且能快速的干燥成膜,显著提升铝合金铸件生产效率,申请人实验发现,本方案制备的脱模剂在24h的铝合金铸件生产的产量大于9400件,且铝合金产品的良品率高达95.5%,具有非常优异的脱模性能。
25.3、本方案中脱模剂的制备条件温和,且制备得到的产品具有优异的动力学稳定性和热力学稳定性,且在铝合金铸件的实际生产应用中具有显著的热稳定性和成膜效果;且在各组分的协同增效作用下,制备的脱模剂在铝合金表面形成致密的疏水隔离层,有效改善模具滑块抽芯顶针以及点冷型芯的润滑效果,还能提高铝合金铸件质量和表面光洁度,显著提升铝合金铸件的生产质量和生产效率。
26.4、本方案在80℃条件下制备原料乳液,而后将各原料乳液混合以制备脱模剂乳液,制备所得脱模剂乳液具有较高热稳定性,且能使得制得的脱模剂在50℃时保持长效热稳定性;便于脱模剂乳液的保存和运输,在保障脱模剂的脱模效果的同时进一步简化脱模剂的制备流程。
27.优选的,所述改性聚硅氧烷的制备步骤如下:将含氢硅油8~12份、含氢硅树脂1~3份、乙烯基硅树脂1~3份、乙烯基甲苯13~17份、十二烯烃13~17份混合,加热至150度后在铂金催化剂的作用下回流保温4小时,降温至常温即得改性聚硅氧烷。采用上述方案,在催化剂的催化作用下,各原料间相互交联形成网状结构,显著提升改性聚硅氧烷的热稳定性和粘附性。
28.优选的,所述脂肪酸酯的制备步骤如下:将油酸15~25份、对苯二甲酸8~12份、季戊四醇8~12份混合,加热完成催化反应,降温至常温即得脂肪酸酯。采用上述方案,在催化剂的催化作用下,各原料间发生脱水缩合反应,形成长链、高分子量的脂肪酸酯,使得脱模剂具有更好的润滑、成膜以及离型效果,同时使得脱模剂具有更高的热稳定性和耐氧化性能。
具体实施方式
29.下面结合实施例对本发明做进一步详细的说明,但本发明的实施方式不限于此。若未特别指明,下述实施例所用的技术手段为本领域技术人员所熟知的常规手段;所用的实验方法均为常规方法;所用的材料、试剂等,均可从商业途径得到。
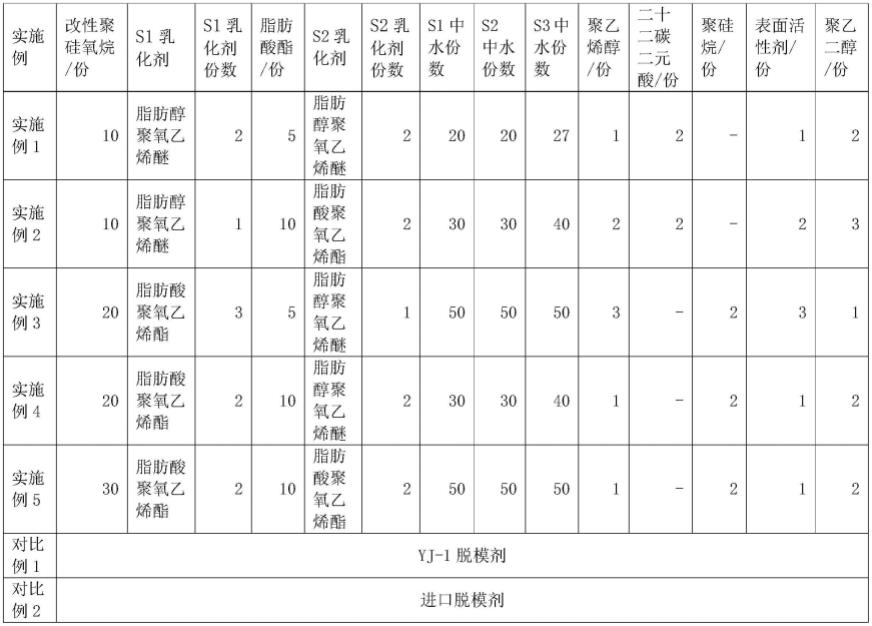
30.以具体实施例展示一种热稳定性能优异的脱模剂及其制备方法和其在铝合金铸件生产过程中的性能及效果说明。其中实施例1~5展示不同原料配比制备得到的脱模剂,
对比例1~2分别展示现有yj-1脱模剂和进口脱模剂对铝合金铸件生产的效果;实施例1~5、对比例1~2中脱模剂制备过程中的原料成分及用量上的差异如表1所示。以实施例1为例,说明本方案中热稳定性能优异的脱模剂及其制备方法。
31.实施例1
32.一种热稳定性能优异的脱模剂,包括如下质量份数的原料:改性聚硅氧烷10~30份、脂肪酸酯5~10份、聚乙烯醇1~3份、乳化剂2~5份、缓蚀剂1~3份、表面活性剂1~3份、润滑剂1~3份和水87~170份。本实施例具体包括如下质量份数的原料:改性聚硅氧烷10份、脂肪酸酯5份、聚乙烯醇1份、乳化剂4份、缓蚀剂2份、表面活性剂1份、润滑剂2份和水87份。
33.其中,改性聚硅氧烷包括如下重量份数的原料:含氢硅油8~12份、含氢硅树脂1~3份、乙烯基硅树脂1~3份、乙烯基甲苯13~17份、十二烯烃13~17份。本方案中改性聚硅氧烷原料之间相互交联形成网状结构;一方面,网状结构本身进一步提高脱模剂产品的耐温性能;另一方面,网状结构能提高脱模剂产品的成膜性和附着性;乙烯基甲苯因其具有的共轭电子效应进一步提高脱模剂产品的耐温性能;十二烯烃则在外形成有机涂层,有效改善脱模剂产品的涂装性能和相容性能。
34.脂肪酸酯包括如下质量份数的原料:油酸15~25份、对苯二甲酸8~12份、季戊四醇8~12份。本方案中各原料发生脱水缩合反应,增加脂肪酸酯的分子量,有助于提升脱模剂产品的粘附性;且脱水缩合形成的长链结构使得脱模剂具有更好的润滑、成膜以及离型效果,对苯二甲酸的加入使得脱模剂具有更高的热稳定性和耐氧化性能。
35.乳化剂为脂肪醇聚氧乙烯醚、脂肪酸聚氧乙烯酯中的任意一种,本实施例具体为脂肪醇聚氧乙烯醚;本方案乳化剂环保高效,使脱模剂在储运时具有优异的动力学和热力学稳定性,同时在使用过程中具有快速的干燥成膜性能。
36.缓蚀剂为二十二碳二元酸、聚硅烷中的任意一种,本实施例具体为二十二碳二元酸;聚硅烷结构独特的偶联成分及二十二碳二元酸的疏水基团,使得脱模剂在实际生产中能够在铝合金表面形成致密的疏水隔离层,同时在防止电化学腐蚀以及氧化腐蚀具有优异的性能。
37.表面活性剂为油酸聚氧乙烯酯;进一步改善产品的分散清洁效果,防止管道的淤堵。
38.润滑剂为聚乙二醇;聚乙二醇有效改善模具滑块抽芯顶针以及点冷型芯的润滑效果,还能提高铝合金锻件质量和表面光洁度。
39.本方案还提供一种热稳定性能优异的脱模剂的制备方法,包括如下步骤:
40.(一)制备改性聚硅氧烷:
41.将含氢硅油8~12份、含氢硅树脂1~3份、乙烯基硅树脂1~3份、乙烯基甲苯13~17份、十二烯烃13~17份(本实施例具体为含氢硅油10份、含氢硅树脂2份、乙烯基硅树脂2份、乙烯基甲苯15份、十二烯烃15份)混合,加热至150℃后在铂金催化剂的作用下回流保温4小时,降温至常温即得改性聚硅氧烷;
42.(二)制备脂肪酸酯:
43.将油酸15~25份、对苯二甲酸8~12份、季戊四醇8~12份(本实施例具体为油酸20份、对苯二甲酸10份、季戊四醇10份)混合,加热至150℃后在铂金催化剂的作用下保温4小
时,降温至常温即得脂肪酸酯;
44.(三)制备脱模剂
45.s1:将上述改性聚硅氧烷10份、乳化剂(本实施例具体为脂肪醇聚氧乙烯醚)2份和水20份混合,1000r/min搅拌1小时后静置得到改性聚硅氧烷乳液;
46.s2:将上述脂肪酸酯5份、乳化剂(本实施例具体为脂肪醇聚氧乙烯醚)2份与水20份混合,加热至80℃后1000r/min搅拌1小时,冷却静置得到脂肪酸酯乳液;
47.s3:将聚乙烯醇1份与水27份混合,加热至80℃后1000r/min搅拌1小时,冷却静置得到聚乙烯醇溶液;
48.s4:将上述步骤得到的各原料乳液(包括改性聚硅氧烷乳液、脂肪酸酯乳液和聚乙烯醇溶液)混合,向混合溶液中加入缓蚀剂(本实施例具体为二十二碳二元酸)2份、表面活性剂(本实施例具体为油酸聚氧乙烯酯)1份、润滑剂(本实施例具体为聚乙二醇)2份和水20份,搅拌混匀后静置即得脱模剂。
49.表1实施例1~5、对比例1~2中脱模剂在原料成分及用量上的差异
[0050][0051]
实验结果表明,改性聚硅氧烷和脂肪酸酯在配置原料乳液时采用脂肪醇聚氧乙烯醚或脂肪醇聚氧乙烯酯中的任意一种作为乳化剂均能形成力学性能和热稳定性能稳定的原料乳液。而在改性聚硅氧烷乳液和脂肪酸酯乳液中原料含量一致的情况下,脱模剂中聚乙烯醇、二十二碳二元酸、油酸聚氧乙烯酯和聚乙二醇的添加量对脱模剂的脱模效果影响不大,因此只选择其中一种用量组合说明不同改性聚硅氧烷、脂肪酸酯用量对脱模剂的热稳定性能、脱模效果等的影响。
[0052]
实验例:脱模剂性能检测
[0053]
为了表征脱模剂的性能,对实施例1~5、对比例1~2所得脱模剂进行了以下检测,具体检测方法如下:
[0054]
1)乳液粒径与多分散性:取样实施例1~5、对比例1~2所得脱模剂,在激光粒度仪中扫描,检测结果为扫描5次取平均值;
[0055]
2)剪切稳定性:将实施例1~5、对比例1~2所得脱模剂稀释100倍后用高速搅拌器(转速为1000r/min)搅拌30min,不破乳、不分层、不沉淀即判定为稳定;
[0056]
3)离心稳定性:将实施例1~5、对比例1~2所得脱模剂稀释10倍后在1000r/min条件下离心30min,不破乳、不分层、不沉淀即判定为稳定;
[0057]
4)热稳定性:将取样实施例1~5、对比例1~2所得脱模剂,在50℃烘箱内闭口放置24小时,不破乳、不分层、不沉淀即判定为稳定;
[0058]
5)铝合金腐蚀性:将经过抛光处理的铝合金块准确称重,随后浸入实施例1~5、对比例1~2所得脱模剂原液中,50℃保温24小时后取出用蒸馏水冲洗干净,干燥后称重,比较铝合金块前后的质量以及外观有无变化,比较脱模剂前后有无变色,若铝合金块在处理前后的重量差异在0.1%范围内、脱模剂颜色在处理前后无变化,则判定为脱模剂对铝合金无腐蚀性;
[0059]
6)脱模效果:使用实施例1~5、对比例1~2所得脱模剂,在10机台上生产铝合金产品(具体为中隔板)240小时,统计产品的产量、良品率、模具保养周期、机台备品配件(顶针、型芯等)损耗后取平均值,以此评价脱模剂的脱模效果。实施例1~5、对比例1~2所得脱模剂性能测试结果详见表2。
[0060]
表2实施例1~5、对比例1~2脱模剂在性能测试上的差异
[0061][0062]
实验结果表明,本方案脱模剂的热稳定性能优异,润滑和脱模性能佳、乳液动力学和热力学稳定性好,对铝合金产品无腐蚀性。本方案实施例1~5制备所得脱模剂在多种原料的共同增效下,形成的脱模剂中固形物粒径较小,从而使得脱模剂乳液均一稳定(如实施例1~5中脱模剂乳液均具有较好的热稳定性、剪切稳定性、离心稳定性);同时形成的脱模
剂中固形物分散性好,使得脱模剂在实际生产中成膜厚度均匀,成膜效果好,在模具和产品之间形成防温隔离的效果,避免生产过程中损伤磨具,尤其是对铝合金类约650~750℃的高温产品具有优异的脱模效果,也充分展现脱模剂的热稳定性。
[0063]
本方案实施例1~5制备的脱模剂在用于铝合金铸件生产时,24h铝合金的产量大于9400件(其中,使用实施例3中脱模剂时铝合金的产量高达10000件),显著高于使用对比例1~2时铝合金的产量(24h铝合金的产量为9200~9300件),且铝合金的良品率也显著高于对比例中铝合金良品率,尤其是对比例3中铝合金的良品率高达97%,充分证明本方案制备的脱模剂具有非常优异的脱模效果,还能提高铝合金锻件质量和表面光洁度;同时使用本方案脱模剂还能明显降低模具保养次数和型芯用量,如采用实施例1~5所得脱模剂进行铝合金制造时型芯用量均小于48个(实施例3脱模剂进行铝合金制造时型芯用量仅为40个),显著低于使用对比例1~2时的型芯用量(型芯用量均为60个);采用实施例1~5所得脱模剂进行铝合金铸件生产时,其模具保养频次均小于等于2次/24h(其中采用实施例3脱模剂进行铝合金铸件生产时模具保养频次仅为1次/24h),明显低于采用对比例1~2所得脱模剂进行铝合金铸件生产时的模具保养频次(4次/24h),显著节约模具维修成本和停机维修成本,进一步提升生产效率;其主要是因为本方案中脱模剂中固形物耐温效果好且分散性好,使得脱模剂在实际生产中成膜厚度均匀,成膜效果好,在模具和产品之间形成防温隔离的效果,避免生产过程中损伤磨具,提升对顶针和型芯的润滑效果,有效降低模具滑块抽芯顶针及型芯用量。
[0064]
综上,本方案通过将长链的脂肪酸酯、具有交联网状结构的改性聚硅氧烷和聚乙烯醇等结合起来,各组分间相互协同增效,显著提升脱模剂的热稳定性,同时脂肪酸酯增加脱模剂的黏附性而提升成膜效果,在模具和产品之间形成防温隔离的效果,避免生产过程中损伤磨具,尤其是对铝合金类约650~750℃的高温产品具有显著的脱模效果,充分展现脱模剂的热稳定性。
[0065]
以上所述的仅是本发明的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1