一种超声冲击针及其在处理棱边中的应用的制作方法
本发明涉及超声冲击机配件,更具体地说,涉及一种用于处理棱边的超声冲击针,可应用于航空航天、海洋工程、汽车工业、石化、桥梁船舶等领域中的金属部件受疲劳载荷的棱边的超声冲击处理。
背景技术:
1、超声冲击处理作为一种高效、便捷、节能的延寿新技术,近年来正越来越广泛地应用于于航空航天、海洋工程、工程机械、汽车工业、石化、桥梁船舶、金属3d打印等领域,用于延长各种焊接结构的疲劳寿命、消除残余应力以及提高抗应力腐蚀性能等。
2、超声冲击处理工艺基本上是针对焊缝的,还有少数情况针对母材,例如齿轮根部等,未有专门针对金属工件棱边进行超声冲击处理的情况。因为金属工件棱边部分属于母材,一般母材的疲劳性能要好于焊缝金属,这导致棱边的疲劳性能一般不受重视。然而棱边作为两个金属平面的交界处,属于形状突变区域,存在很大的应力集中现象。另外一些板材部件的棱边正好是火焰切割后形成的,这种情况下棱边区域属于热影响区,其疲劳性能很差。结构设计时虽然会避免让棱边承受主应力疲劳载荷,但是很多情况下棱边多少还是会承受一些中低应力水平的疲劳载荷,这就会使棱边发生高周或超高周的疲劳。事实上一些母材结构部件比如汽车腹板、飞机起落架上的上位锁支臂等,其棱边会发生疲劳开裂的现象。以商务用车的汽车腹板部件为例,为解决棱边疲劳开裂的问题,增加了棱边打磨和抛光工艺,不但费时费力,打磨、抛光或者倒角并不能彻底解决棱边的高周或超高周疲劳问题,这是因为上述工艺方法基本无法改变棱边区域的应力环境。要解决棱边区域的问题,就需要在棱边区域引入较大的压缩残余应力,改善其应力环境,能极大的延缓微观裂纹的萌生,从而大幅提高其疲劳性能。
3、超声冲击处理工艺延寿的主要机理之一就是在处理区域产生较深的、数值很大的压缩残余应力。现有的超声冲击设备,其所用超声冲击针末端形状基本为圆头为主,如国标gbt 33163-2016《金属材料残余应力超声冲击处理法》中附录图6.6所示超声冲击针以及中国专利“一种两级变径超声冲击针及基于其的套件”(申请号为2020201399058,申请日为2020年1月21日)的“两级变径超声冲击针”。这两种超声冲击针的末端形状基本为圆头(即超声冲击针与待加工工件作用的部位),根本无法在棱边上着力,只适合处理焊趾或者平面。中国专利“扁平冲击针”(申请号为200620087845x,申请日为2006年8月16日)公开了一种扁平的超声冲击针,其末端是一个矩形平面,虽然可以在棱边上着力,但是冲击时冲击针容易滑离棱边,并且在棱边上会处理出矩形连续叠加的痕迹,棱边呈加宽锯齿状,这种外形是不允许的。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种超声冲击针及其在处理棱边中的应用,能够针对工件的棱边进行有效的超声冲击。
2、本发明的技术目的通过下述技术方案予以实现。
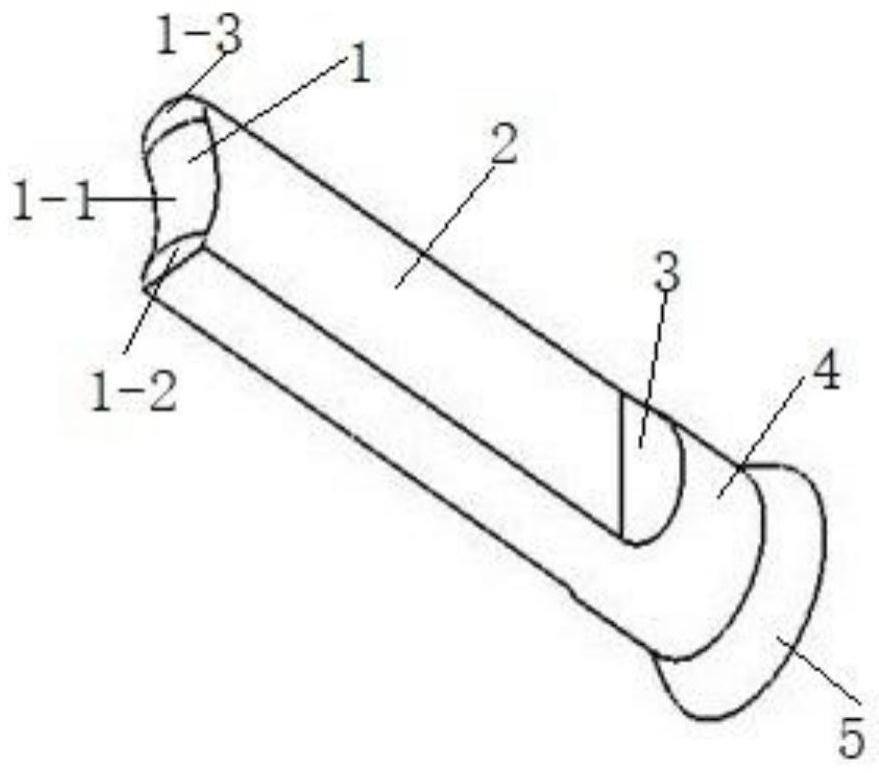
3、一种超声冲击针,包括针头、针体平台、圆柱体和圆锥底部,其中:针头设置在针体平台的顶端,针体平台的底端通过过渡部和圆柱体相连,在圆柱体和圆锥底部相连;
4、沿垂直于针体平台的方向,针头的投影为向内凹陷的圆弧线,包括位于中央的内凹圆弧段和位于两侧的第一外凸圆弧过渡段、第二外凸圆弧过渡段;沿平行于针体平台且垂直于冲击针轴线方向,针头的投影为凸起圆弧线。
5、内凹圆弧段的半径取值范围为2—100mm。
6、第一外凸圆弧过渡段的半径取值范围为0.5—10mm。
7、第二外凸圆弧过渡段的半径取值范围为0.5—10mm。
8、针体平台与圆柱体之间的过渡部为圆弧或者斜坡,采用圆弧过渡,过渡部的半径取值范围为2mm~30mm;采用斜坡过渡,过渡部和平台形成的钝角取值范围为100°~160°。
9、凸起圆弧线半径的取值范围为1—50mm。
10、本发明的超声冲击针在超声冲击处理棱边中的应用。
11、利用本发明的超声冲击针的超声冲击枪,将本发明的超声冲击针置于超声冲击枪前端,与针套、变幅杆、换能器等进行组装,形成处理棱边的超声冲击枪。
12、使用本发明的超声冲击针进行工件棱边的超声冲击处理,能够针对工件的棱边进行有效的超声冲击,在改善棱边应力的同时,冲击针不会划伤工件,使得处理后的棱边更加光滑,整体更加美观。
技术特征:
1.一种超声冲击针,其特征在于,包括针头、针体平台、圆柱体和圆锥底部,其中:针头设置在针体平台的顶端,针体平台的底端通过过渡部和圆柱体相连,在圆柱体和圆锥底部相连;沿垂直于针体平台的方向,针头的投影为向内凹陷的圆弧线,包括位于中央的内凹圆弧段和位于两侧的第一外凸圆弧过渡段、第二外凸圆弧过渡段;沿平行于针体平台且垂直于冲击针轴线方向,针头的投影为凸起圆弧线。
2.根据权利要求1所述的一种超声冲击针,其特征在于,针体平台与圆柱体之间的过渡部为圆弧或者斜坡。
3.根据权利要求2所述的一种超声冲击针,其特征在于,采用圆弧过渡,过渡部的半径取值范围为2mm~30mm;采用斜坡过渡,过渡部和针体平台形成的钝角取值范围为100°~160°。
4.根据权利要求1—3之一所述的一种超声冲击针,其特征在于,内凹圆弧段的半径取值范围为2—100mm。
5.根据权利要求1—3之一所述的一种超声冲击针,其特征在于,第一外凸圆弧过渡段的半径取值范围为0.5—10mm。
6.根据权利要求1—3之一所述的一种超声冲击针,其特征在于,第二外凸圆弧过渡段的半径取值范围为0.5—10mm。
7.根据权利要求1—3之一所述的一种超声冲击针,其特征在于,凸起圆弧线半径的取值范围为1—50mm。
8.如权利要求1—7之一所述的超声冲击针在超声冲击处理棱边中的应用。
9.利用如权利要求1—7之一所述的超声冲击针的超声冲击枪。
技术总结
本发明公开一种超声冲击针及其在处理棱边中的应用,包括针头、针体平台、圆柱体和圆锥底部,针头设置在针体平台的顶端,针体平台的底端通过过渡部和圆柱体相连,在圆柱体和圆锥底部相连;沿垂直于针体平台的方向,针头的投影为向内凹陷的圆弧线,包括位于中央的内凹圆弧段和位于两侧的外凸圆弧过渡段。使用本发明的超声冲击针进行工件棱边的超声冲击处理,能够针对工件的棱边进行有效的超声冲击,在改善棱边应力的同时,冲击针不会划伤工件,使得处理后的棱边更加光滑,整体更加美观。
技术研发人员:吴良晨,张宇,刘伟
受保护的技术使用者:天津益普科技发展有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!