一种铝棒铸造系统及方法与流程
1.本发明涉及铝棒铸造技术领域,具体涉及一种铝棒铸造系统及工艺。
背景技术:
2.铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造﹑船舶及化学工业中己大量应用。在铝合金材料生产加工的过程中,首先要进行合金化工艺处理,再通过铸造装置将铝合金熔液铸造成圆锭、方锭等形状,然后采用挤压压延、锻造、冷却等加工方式,使之成为生产领域所需要的各种形状的铝合金材料。
3.传统的铸造箱的出气口设置的顶部,在浇铸的时候会产生大量的烟气,严重干扰了浇铸时的视线,而且无法实现铸造箱的快速降温,导致铝棒成型效率慢,而且铝棒不便于脱模。
技术实现要素:
4.要解决的技术问题
5.本发明的目的在于克服现有技术的不足,适应现实需要,提供一种铝棒铸造系统及工艺,以解决上述技术问题。
6.技术方案
7.为了实现本发明的目的,本发明所采用的技术方案为:
8.一种铝棒铸造系统,包括铸造上壳,所述的铸造上壳扣接在铸造箱的上端;所述的铸造箱上端的两侧开设有开口槽,且在开口槽的外侧设置有滑移式散热组件;所述的铸造箱的内部填充有铸造砂层;所述的铸造砂层内部设置有多个用于铝棒铸造成型的模腔,且在模腔与铸造砂层之间设置有油砂层;
9.所述的铸造箱设置在冷却箱内部,且在铸造箱底部的四角处设置有弹簧;所述的冷却箱底部的中间位置设置有进排水组件,该进排水组件贯穿至冷却箱的下方,并与进水盘连接;所述的进水盘的一侧设置有出水管;
10.所述的进水盘固定在多个支撑架上;所述的支撑架设置有四个,分别固定安装在冷却箱底部的四角处;
11.所述的铸造砂层上方设置有分流件。
12.作为本发明的进一步技术方案,所述的铸造上壳的顶部中间位置设置有浇铸口,且在铸造上壳内部与两个滑移式散热组件契合位置处开设有倾斜面;所述的分流件位于浇铸口的正下方。
13.作为本发明的进一步技术方案,所述的滑移式散热组件包括滑座,所述的滑座设置有两个,两个所述的滑座上滑动连接有滑移块,且每个所述的滑座的底部均通过肋板与铸造箱固定连接;所述的滑座的宽度与铸造箱两侧的开口槽相适配。
14.作为本发明的进一步技术方案,所述的滑移块设置为空心状,且在滑移块的底部开设有可滑动连接在滑座上的滑槽;所述的滑座的横截面为凸字状设置;所述的滑移块靠
近铸造箱的一侧开设有两个通气口,其另外一端设有排气管;所述的滑移块与铸造箱之间还设置有两个复位弹簧。
15.作为本发明的进一步技术方案,所述的进排水组件包括固定管,所述的固定管固定在进水盘顶部,并与进水盘内部相连通,该固定管内部滑动连接有进水管,该进水管的顶部固定在分流水箱的底部,并与分流水箱内部相连通;所述的固定管的一侧还设置有冷水管;
16.所述的分流水箱的两侧设置有冷却管,两个所述的冷却管的上端均与冷却箱的内部相连通。
17.作为本发明的进一步技术方案,所述的进水管内部具有一个纵截面呈u型状的空腔,且在进水管中轴线的位置自上至下贯穿开设有便于变径管安装的通孔,且通孔与u型状的空腔不连通;所述的变径管与进水管固定连接。
18.作为本发明的进一步技术方案,所述的变径管的顶部与排水管连接,且变径管与排水管连接处设置有锥形部;该锥形部到达分流水箱的距离大于变径管到达进水盘底部的距离。
19.作为本发明的进一步技术方案,所述的排水管上端四周开设有多个排水进入口;所述的进水管靠近冷水管侧开设有入水口;所述的排水进入口到达冷却箱底部的距离、所述的入水口到达冷水管的距离与变径管到达进水盘底部的距离一致。
20.一种铝棒铸造的方法,包括以下步骤:
21.第一步、铸造箱内部模腔的设置,以直径20cm的铝棒铸造为例,首先将多个直径为30cm的铝棒按一定的排列方式直立于铸造箱内部,并将铸造砂填满铸造箱,且铸造砂的填充高度低于铸造箱两侧开口槽的高度,并通过橡胶锤进行夯实处理,形成铸造砂层;随后将直径为30cm的铝棒从铸造砂中抽出,并随后将直径为20cm的铝棒插入空腔内,并在其外边缘填充油砂,再次通过橡皮锤进行夯实处理,从而形成油砂层,最后将直径为20cm的铝棒抽出即可形成模腔,最后将分流件插在铸造砂层上即可;
22.第二步、合模,将铸造上壳扣向铸造箱,铸造箱内部两侧的倾斜面下压滑移块,在楔块机制的压动下,滑移块压缩复位弹簧并沿着滑座向内侧移动,此时滑移块向铸造箱的开口槽处移动,并与铸造箱上的开口槽契合;
23.第三步、铝棒的铸造,将铝水从铸造上壳顶部的浇注口处倒入,铝水落在分流件上后向四周分散流动,极大的避免了铝水浇铸位置固定导致铸造砂的垮塌;铝水逐渐流入到每个模腔中,直至每个模腔内铝水灌满;
24.第四步、铸造时的排气,在铝水浇铸的时候,必定会产生大量的热气,此时的热气通过通气口进入到滑移块内的空腔中,随后通过排气管排出,实现了热气的散发;
25.第五步、降温机构的自动接通与降温处理,当铝水注入完毕后,由于铸造箱的整体重量增加,铸造箱下压弹簧,此时变径管与进水盘的底部相贴合密封,排水进入口与冷却箱底部相贴合密封,而此时的入水口与冷水管相接通,此时的冷水管内的冷水通过入水口进入到进水管中,随后进入到分流水箱中,再通过冷却管流至冷却箱内对铸造箱进行降温冷却处理;
26.第六步、冷却水的排出,铸造完毕后,将铸造上壳与铸造箱开启并分离,失去了铸造上壳的压制,两个滑移块在复位弹簧的顶动下复位,此时铸造箱的整体重量减小,弹簧将
铸造箱顶起,同时,排水管通过变径管带动进水管上移,此时的入水口的位置与冷水管位置发生偏移,切断了冷水的供给;与此同时,变径管的底部与进水盘发生分离,而排水进入口也高于冷却箱的底部,此时冷却箱内的水通过排水进入口进入到变径管中,再通过进水盘和出水管可将水排出,最后将铸造好的铝棒取出即可。
27.(3)有益效果:
28.a、本发明中,铸造箱内部模腔的设置,以直径20cm的铝棒铸造为例,首先将多个直径为30cm的铝棒按一定的排列方式直立于铸造箱内部,并将铸造砂填满铸造箱,且铸造砂的填充高度低于铸造箱两侧开口槽的高度,并通过橡胶锤进行夯实处理,形成铸造砂层;随后将直径为30cm的铝棒从铸造砂中抽出,并随后将直径为20cm的铝棒插入空腔内,并在其外边缘填充油砂,再次通过橡皮锤进行夯实处理,从而形成油砂层,最后将直径为20cm的铝棒抽出即可形成模腔,最后将分流件插在铸造砂层上即可;其中油砂层由85%的造型砂和14%的合子油混合而成,油砂层的设置不仅便于模腔的定型,而且在持续的高温下易变得酥松,也使得铸件在清砂时减少了一定的工作量,极大便于铝棒的脱模;
29.b、本发明中,合模,将铸造上壳扣向铸造箱,铸造箱内部两侧的倾斜面下压滑移块,在楔块机制的压动下,滑移块压缩复位弹簧并沿着滑座向内侧移动,此时滑移块向铸造箱的开口槽处移动,并与铸造箱上的开口槽契合;
30.c、本发明中,铝棒的铸造,将铝水从铸造上壳顶部的浇注口处倒入,铝水落在分流件上后向四周分散流动,极大的避免了铝水浇铸位置固定导致铸造砂的垮塌;铝水逐渐流入到每个模腔中,直至每个模腔内铝水灌满;
31.d、本发明中,铸造时的排气,在铝水浇铸的时候,必定会产生大量的热气,此时的热气通过通气口进入到滑移块内的空腔中,随后通过排气管排出,实现了热气的散发;
32.e、本发明中,降温机构的自动接通与降温处理,当铝水注入完毕后,由于铸造箱的整体重量增加,铸造箱下压弹簧,此时变径管与进水盘的底部相贴合密封,排水进入口与冷却箱底部相贴合密封,而此时的入水口与冷水管相接通,此时的冷水管内的冷水通过入水口进入到进水管中,随后进入到分流水箱中,再通过冷却管流至冷却箱内对铸造箱进行降温冷却处理;
33.f、本发明中,冷却水的排出,铸造完毕后,将铸造上壳与铸造箱开启并分离,失去了铸造上壳的压制,两个滑移块在复位弹簧的顶动下复位,此时铸造箱的整体重量减小,弹簧将铸造箱顶起,同时,排水管通过变径管带动进水管上移,此时的入水口的位置与冷水管位置发生偏移,切断了冷水的供给;与此同时,变径管的底部与进水盘发生分离,而排水进入口也高于冷却箱的底部,此时冷却箱内的水通过排水进入口进入到变径管中,再通过进水盘和出水管可将水排出,最后将铸造好的铝棒取出即可。
附图说明
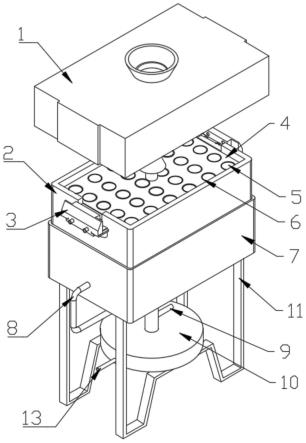
34.图1为本发明铝棒铸造系统的结构示意图;
35.图2为本发明铝棒铸造系统图1的仰视图;
36.图3为本发明铝棒铸造系统的平面结构示意图;
37.图4为本发明铝棒铸造系统中图3的a-a剖视图;
38.图5为本发明铝棒铸造系统中图4的b处放大示意图;
39.图6为本发明铝棒铸造系统中图1的半剖视图;
40.图7为本发明铝棒铸造系统中图6的仰视图;
41.图8为本发明铝棒铸造系统中图6的d处放大示意图;
42.图9为本发明铝棒铸造系统中图4的c处放大示意图。
43.附图标记如下:
44.1-铸造上壳,2-铸造箱,3-滑移式散热组件,4-铸造砂层,5-模腔,6-油砂层,7-冷却箱,8-进排水组件,9-冷水管,10-进水盘,11-支撑架,12-分流件,13-出水管,14-弹簧,31-滑座,32-肋板,33-滑移块,34-通气口,35-排气管,36-复位弹簧,81-排水管,82-变径管,83-分流水箱,84-冷却管,85-进水管,86-排水进入口,87-入水口,88-固定管。
具体实施方式
45.下面结合附图1-9和实施例对本发明进一步说明:
46.一种铝棒铸造系统,包括铸造上壳1,所述的铸造上壳1扣接在铸造箱2的上端;所述的铸造箱2上端的两侧开设有开口槽,且在开口槽的外侧设置有滑移式散热组件3;所述的铸造箱2的内部填充有铸造砂层4;所述的铸造砂层4内部设置有多个用于铝棒铸造成型的模腔5,且在模腔5与铸造砂层4之间设置有油砂层6;
47.所述的铸造箱2设置在冷却箱7内部,且在铸造箱2底部的四角处设置有弹簧14;所述的冷却箱7底部的中间位置设置有进排水组件8,该进排水组件8贯穿至冷却箱7的下方,并与进水盘10连接;所述的进水盘10的一侧设置有出水管13;
48.所述的进水盘10固定在多个支撑架11上;所述的支撑架11设置有四个,分别固定安装在冷却箱7底部的四角处;
49.所述的铸造砂层4上方设置有分流件12。
50.具体一点的,铸造箱2内部模腔的设置,以直径20cm的铝棒铸造为例,首先将多个直径为30cm的铝棒按一定的排列方式直立于铸造箱2内部,并将铸造砂填满铸造箱2,且铸造砂的填充高度低于铸造箱2两侧开口槽的高度,并通过橡胶锤进行夯实处理,形成铸造砂层4;随后将直径为30cm的铝棒从铸造砂中抽出,并随后将直径为20cm的铝棒插入空腔内,并在其外边缘填充油砂,再次通过橡皮锤进行夯实处理,从而形成油砂层6,最后将直径为20cm的铝棒抽出即可形成模腔5,最后将分流件12插在铸造砂层4上即可;其中油砂层6由85%的造型砂和14%的合子油混合而成,油砂层6的设置不仅便于模腔5的定型,而且在持续的高温下易变得酥松,也使得铸件在清砂时减少了一定的工作量,极大便于铝棒的脱模。
51.本实施例中,所述的铸造上壳1的顶部中间位置设置有浇铸口,且在铸造上壳1内部与两个滑移式散热组件3契合位置处开设有倾斜面;所述的分流件12位于浇铸口的正下方。
52.具体一点的,将铝水从铸造上壳1顶部的浇注口处倒入,铝水落在分流件12上后向四周分散流动,极大的避免了铝水浇铸位置固定导致铸造砂的垮塌;铝水逐渐流入到每个模腔5中,直至每个模腔5内铝水灌满。
53.本实施例中,所述的滑移式散热组件3包括滑座31,所述的滑座31设置有两个,两个所述的滑座31上滑动连接有滑移块33,且每个所述的滑座31的底部均通过肋板32与铸造箱2固定连接;所述的滑座31的宽度与铸造箱2两侧的开口槽相适配。
54.具体一点的,将铸造上壳1扣向铸造箱2,铸造箱2内部两侧的倾斜面下压滑移块33,在楔块机制的压动下,滑移块33压缩复位弹簧36并沿着滑座31向内侧移动,此时滑移块33向铸造箱2的开口槽处移动,并与铸造箱2上的开口槽契合。
55.本实施例中,所述的滑移块33设置为空心状,且在滑移块33的底部开设有可滑动连接在滑座31上的滑槽;所述的滑座31的横截面为凸字状设置;所述的滑移块33靠近铸造箱2的一侧开设有两个通气口34,其另外一端设有排气管35;所述的滑移块33与铸造箱2之间还设置有两个复位弹簧36。
56.具体一点的,在铝水浇铸的时候,必定会产生大量的热气,此时的热气通过通气口34进入到滑移块33内的空腔中,随后通过排气管35排出,实现了热气的散发。
57.本实施例中,所述的进排水组件8包括固定管88,所述的固定管88固定在进水盘10顶部,并与进水盘10内部相连通,该固定管88内部滑动连接有进水管85,该进水管85的顶部固定在分流水箱83的底部,并与分流水箱83内部相连通;所述的固定管88的一侧还设置有冷水管9;
58.所述的分流水箱83的两侧设置有冷却管84,两个所述的冷却管84的上端均与冷却箱7的内部相连通。
59.具体一点的,当铝水注入完毕后,由于铸造箱2的整体重量增加,铸造箱2下压弹簧14,此时变径管82与进水盘10的底部相贴合密封,排水进入口86与冷却箱7底部相贴合密封,而此时的入水口87与冷水管9相接通,此时的冷水管9内的冷水通过入水口87进入到进水管85中,随后进入到分流水箱83中,再通过冷却管84流至冷却箱7内对铸造箱2进行降温冷却处理。
60.本实施例中,所述的进水管85内部具有一个纵截面呈u型状的空腔,且在进水管85中轴线的位置自上至下贯穿开设有便于变径管82安装的通孔,且通孔与u型状的空腔不连通;所述的变径管82与进水管85固定连接。
61.本实施例中,所述的变径管82的顶部与排水管81连接,且变径管82与排水管81连接处设置有锥形部;该锥形部到达分流水箱83的距离大于变径管82到达进水盘10底部的距离。
62.本实施例中,所述的排水管81上端四周开设有多个排水进入口86;所述的进水管85靠近冷水管9侧开设有入水口87;所述的排水进入口86到达冷却箱7底部的距离、所述的入水口87到达冷水管9的距离与变径管82到达进水盘10底部的距离一致。
63.具体一点的,铸造完毕后,将铸造上壳1与铸造箱2开启并分离,失去了铸造上壳1的压制,两个滑移块33在复位弹簧36的顶动下复位,此时铸造箱2的整体重量减小,弹簧14将铸造箱2顶起,同时,排水管81通过变径管82带动进水管85上移,此时的入水口87的位置与冷水管9位置发生偏移,切断了冷水的供给;与此同时,变径管82的底部与进水盘10发生分离,而排水进入口86也高于冷却箱7的底部,此时冷却箱7内的水通过排水进入口86进入到变径管82中,再通过进水盘10和出水管13可将水排出,最后将铸造好的铝棒取出即可。
64.一种铝棒铸造的方法,包括以下步骤:
65.第一步、铸造箱2内部模腔的设置,以直径20cm的铝棒铸造为例,首先将多个直径为30cm的铝棒按一定的排列方式直立于铸造箱2内部,并将铸造砂填满铸造箱2,且铸造砂的填充高度低于铸造箱2两侧开口槽的高度,并通过橡胶锤进行夯实处理,形成铸造砂层4;
随后将直径为30cm的铝棒从铸造砂中抽出,并随后将直径为20cm的铝棒插入空腔内,并在其外边缘填充油砂,再次通过橡皮锤进行夯实处理,从而形成油砂层6,最后将直径为20cm的铝棒抽出即可形成模腔5,最后将分流件12插在铸造砂层4上即可;
66.第二步、合模,将铸造上壳1扣向铸造箱2,铸造箱2内部两侧的倾斜面下压滑移块33,在楔块机制的压动下,滑移块33压缩复位弹簧36并沿着滑座31向内侧移动,此时滑移块33向铸造箱2的开口槽处移动,并与铸造箱2上的开口槽契合;
67.第三步、铝棒的铸造,将铝水从铸造上壳1顶部的浇注口处倒入,铝水落在分流件12上后向四周分散流动,极大的避免了铝水浇铸位置固定导致铸造砂的垮塌;铝水逐渐流入到每个模腔5中,直至每个模腔5内铝水灌满;
68.第四步、铸造时的排气,在铝水浇铸的时候,必定会产生大量的热气,此时的热气通过通气口34进入到滑移块33内的空腔中,随后通过排气管35排出,实现了热气的散发;
69.第五步、降温机构的自动接通与降温处理,当铝水注入完毕后,由于铸造箱2的整体重量增加,铸造箱2下压弹簧14,此时变径管82与进水盘10的底部相贴合密封,排水进入口86与冷却箱7底部相贴合密封,而此时的入水口87与冷水管9相接通,此时的冷水管9内的冷水通过入水口87进入到进水管85中,随后进入到分流水箱83中,再通过冷却管84流至冷却箱7内对铸造箱2进行降温冷却处理;
70.第六步、冷却水的排出,铸造完毕后,将铸造上壳1与铸造箱2开启并分离,失去了铸造上壳1的压制,两个滑移块33在复位弹簧36的顶动下复位,此时铸造箱2的整体重量减小,弹簧14将铸造箱2顶起,同时,排水管81通过变径管82带动进水管85上移,此时的入水口87的位置与冷水管9位置发生偏移,切断了冷水的供给;与此同时,变径管82的底部与进水盘10发生分离,而排水进入口86也高于冷却箱7的底部,此时冷却箱7内的水通过排水进入口86进入到变径管82中,再通过进水盘10和出水管13可将水排出,最后将铸造好的铝棒取出即可。
71.工作原理:
72.本发明中,铸造箱2内部模腔的设置,以直径20cm的铝棒铸造为例,首先将多个直径为30cm的铝棒按一定的排列方式直立于铸造箱2内部,并将铸造砂填满铸造箱2,且铸造砂的填充高度低于铸造箱2两侧开口槽的高度,并通过橡胶锤进行夯实处理,形成铸造砂层4;随后将直径为30cm的铝棒从铸造砂中抽出,并随后将直径为20cm的铝棒插入空腔内,并在其外边缘填充油砂,再次通过橡皮锤进行夯实处理,从而形成油砂层6,最后将直径为20cm的铝棒抽出即可形成模腔5,最后将分流件12插在铸造砂层4上即可;其中油砂层6由85%的造型砂和14%的合子油混合而成,油砂层6的设置不仅便于模腔5的定型,而且在持续的高温下易变得酥松,也使得铸件在清砂时减少了一定的工作量,极大便于铝棒的脱模;
73.合模,将铸造上壳1扣向铸造箱2,铸造箱2内部两侧的倾斜面下压滑移块33,在楔块机制的压动下,滑移块33压缩复位弹簧36并沿着滑座31向内侧移动,此时滑移块33向铸造箱2的开口槽处移动,并与铸造箱2上的开口槽契合;
74.铝棒的铸造,将铝水从铸造上壳1顶部的浇注口处倒入,铝水落在分流件12上后向四周分散流动,极大的避免了铝水浇铸位置固定导致铸造砂的垮塌;铝水逐渐流入到每个模腔5中,直至每个模腔5内铝水灌满;
75.铸造时的排气,在铝水浇铸的时候,必定会产生大量的热气,此时的热气通过通气
口34进入到滑移块33内的空腔中,随后通过排气管35排出,实现了热气的散发;
76.降温机构的自动接通与降温处理,当铝水注入完毕后,由于铸造箱2的整体重量增加,铸造箱2下压弹簧14,此时变径管82与进水盘10的底部相贴合密封,排水进入口86与冷却箱7底部相贴合密封,而此时的入水口87与冷水管9相接通,此时的冷水管9内的冷水通过入水口87进入到进水管85中,随后进入到分流水箱83中,再通过冷却管84流至冷却箱7内对铸造箱2进行降温冷却处理;
77.冷却水的排出,铸造完毕后,将铸造上壳1与铸造箱2开启并分离,失去了铸造上壳1的压制,两个滑移块33在复位弹簧36的顶动下复位,此时铸造箱2的整体重量减小,弹簧14将铸造箱2顶起,同时,排水管81通过变径管82带动进水管85上移,此时的入水口87的位置与冷水管9位置发生偏移,切断了冷水的供给;与此同时,变径管82的底部与进水盘10发生分离,而排水进入口86也高于冷却箱7的底部,此时冷却箱7内的水通过排水进入口86进入到变径管82中,再通过进水盘10和出水管13可将水排出,最后将铸造好的铝棒取出即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1