通过一体式芯壳模具铸造部件的方法与流程
1.本主题大体上涉及用于燃气涡轮发动机的部件的生产,并且更具体地,涉及使用增材制造的模具进行铸造的方法。
背景技术:
2.燃气涡轮发动机部件,例如涡轮翼型件,经常使用熔模铸造过程制造,其中将熔化的金属合金引入限定在壳和芯之间的模腔中并使其凝固,从而形成完整的铸件。取决于应用,可能需要诸如涡轮叶片和/或定子轮叶的部件来承受由于高温和大的温度波动引起的热应力,以及由于在燃气涡轮发动机的正常操作期间经历的高转速而引起的力。因此,这些部件可能包括复杂的内部冷却通道。
3.用于制造发动机零件和部件的传统技术可能例如涉及熔模铸造或失蜡铸造。使用这种技术,可以使用已知技术分别制造模具和芯。然而,这种技术可能很耗时和/或可能会限制模具和/或芯的分辨率。有限的分辨率可能会导致在铸造过程的最终产品中开发精细铸造特征的能力下降。
4.因此,本领域不断寻求解决上述问题的新的和改进的系统和方法。因此,本公开针对使用增材制造的模具铸造部件的方法。
技术实现要素:
5.本发明的方面和优点将在以下描述中部分地阐述,或者可以从描述中显而易见,或者可以通过本发明的实践来了解。
6.在一个方面,本公开涉及一种用于铸造部件的方法。该方法可以包括接收数据,该数据指示当使用一体式芯壳模具铸造部件时一体式芯壳模具的易遭受应力集中的位置。该方法还可以包括通过增材制造过程形成限定铸造腔的一体式芯壳模具。一体式芯壳模具可以包括限定外部部件形状的壳壁和限定内部部件形状的芯壁。壳壁和/或芯壁可限定与易遭受应力集中的位置相邻的至少一个加强凹部。在形成一体式芯壳模具之后,至少一个支撑构件可以被定位在加强凹部内并与该位置接触。此外,该方法可包括在铸造腔内铸造铸造部件。
7.在另外的方面,本公开涉及一种用于制造一体式芯壳模具的方法。该方法可以包括接收数据,该数据指示当使用一体式芯壳模具铸造部件时一体式芯壳模具的易遭受应力集中的位置。该方法还可以包括形成一体式芯壳模具以限定铸造腔。一体式芯壳模具可以包括限定外部部件形状的壳壁和定位在壳壁内侧的芯壁。芯壁可以限定内部部件形状。壳壁和/或芯壁可以限定与易遭受应力集中的位置相邻的加强凹部。形成一体式芯壳模具可以包括使一体式芯壳模具的固化部分与液态陶瓷光聚合物接触。该形成还可以包括通过接触液态陶瓷光聚合物的窗口照射液态陶瓷光聚合物的与固化部分相邻的一部分。此外,可以从未固化的液态陶瓷光聚合物中移除一体式芯壳模具。在形成一体式芯壳模具之后,支撑构件可以被定位在加强凹部内并与该位置接触。
8.本发明的这些和其他特征、方面和优点将通过参考以下描述和所附权利要求得到更好的理解。并入并构成本说明书一部分的附图说明了本发明的实施例,并且与描述一起用于解释本发明的原理。
附图说明
9.在参考附图的说明书中阐述了针对本领域普通技术人员的本发明的完整且有效的公开,包括其最佳模式,其中:
10.图1示出了根据本公开使用的燃气涡轮发动机的一个实施例的示意性横截面视图。
11.图2示出了根据本公开的一体式芯壳模具的横截面侧视图。
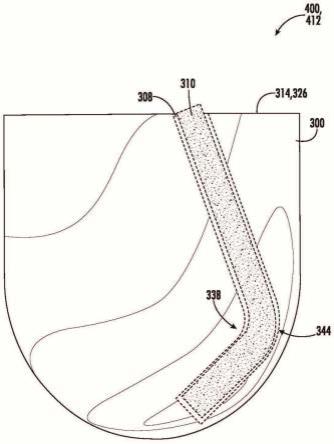
12.图3示出了根据本公开的一体式芯壳模具的立体横截面视图。
13.图4示出了根据本公开的示出了应力集中的预计一体式芯壳模具的侧视图。
14.图5示出了图2的一体式芯壳模具的侧视图,特别示出了根据本公开的加强凹部和支撑构件。
15.图6示出了图2的一体式芯壳模具的侧视图,特别示出了根据本公开的定位在加强凹部内的支撑构件。
16.图7示出了根据本公开的固定在图2的一体式芯壳模具的加强凹部内的支撑构件的各种实施例。
17.图8示出了根据本公开的用于铸造部件的流程图;和
18.图9示出了根据本公开使用的控制器的一个实施例的框图。
19.在本说明书和附图中重复使用的附图标记旨在表示本发明的相同或相似的特征或元件。
具体实施方式
20.现在将详细参考本发明的实施例,其一个或多个示例在附图中示出。提供每个示例是为了解释本发明,而不是限制本发明。事实上,对于本领域的技术人员来说显而易见的是,在不脱离本发明的范围的情况下,可以对本发明进行各种修改和变化。例如,作为一个实施例的一部分示出或描述的特征可以与另一实施例一起使用以产生又一实施例。因此,本发明旨在涵盖落入所附权利要求及其等同物范围内的这些修改和变化。
21.如本文所用,术语“第一”、“第二”和“第三”可以互换使用以区分一个部件与另一个部件,并且不旨在表示各个部件的位置或重要性。
22.大体上,本主题涉及一种用于形成铸造部件的方法。具体而言,本主题针对利用可通过使用增材制造的一体式芯壳模具获得的多种益处。例如,增材制造技术的使用可以有助于通过传统铸造方法无法获得的精细细节和/或结构的铸造。例如,增材制造用于燃气涡轮发动机的部件(例如,涡轮叶片)的芯模可以有助于形成比使用传统铸造方法可获得的冷却通道更复杂的冷却通道。
23.尽管如所描述的增材制造的使用对于铸造部件的结构可能是有益的,但与该过程相关的材料成本和/或打印时间可能与其他生产优先级不一致。因此,可能希望最小化打印时间和/或形成模具所需的材料量。最小化模具形成的打印时间和/或材料要求的方法可能
包括打印一体式芯壳模具和/或最小化模具的壁的厚度。因此,壁可以形成为具有小于最大负载的负载极限的厚度,而不是打印具有能够抵抗在铸造过程中模具经受的最大可能负载(例如,应力集中)的单一厚度的壁。例如,壁可以形成具有能够抵抗在铸造过程中壁预计要经受的平均负载的负载极限,而不是应力集中的负载的负载极限。因此,可能希望支撑一体式芯壳模具中可能易遭受应力集中的部分,而不是增加一体式芯壳模具的整体壁厚。
24.为了实现通过增材制造的模具进行铸造的益处同时还满足其他生产优先级,可以使用本文公开的方法铸造部件。例如,这些方法可以包括接收数据,该数据指示当使用模具铸造部件时一体式芯壳模具的可能易遭受应力集中的至少一个位置。根据这些数据,可以通过增材制造过程形成一体式芯壳模具。一体式芯壳模具可以限定铸造腔,该铸造腔可以限定外部部件形状和内部部件形状。具体地,一体式芯壳模具可以包括壳壁,该壳壁可以限定外部部件形状。一体式芯壳模具还可以包括芯壁,该芯壁可以定位在壳壁内侧并且可以限定内部部件形状。此外,壳壁和/或芯壁可以限定至少一个加强凹部,该加强凹部与指示的易遭受应力集中的位置相邻。一旦形成一体式芯壳模具,至少一个支撑构件可以定位在加强凹部内并与指示的位置接触。应该理解的是,支撑构件可以有助于抵抗应力集中,从而防止一体式芯壳模具在铸造过程中失效。一旦将支撑构件定位在一体式芯壳模具内,就可以将部件材料(例如,熔化的金属)引入(例如,浇注)到一体式芯壳模具中,以在铸造腔内铸造铸造部件。
25.现在参考附图,图1示出了根据本主题的方面的可以与飞行器一起使用的燃气涡轮发动机100的一个实施例的横截面视图。燃气涡轮发动机100的各种部件可以通过本文公开的用于铸造部件的方法形成。出于参考目的,发动机100被示出具有延伸穿过其中的纵向或轴向中心线轴线112。下面将详细讨论发动机100。尽管显示为涡轮风扇喷气发动机,但本文所述的方法可用于任何涡轮机,包括但不限于高旁通涡轮风扇发动机、低旁通涡轮风扇发动机、涡轮喷气发动机、涡轮螺旋桨发动机、涡轮轴发动机、螺旋桨风扇发动机等等。涡轮机可以以任何合适的方式配置,例如用于运载器推进或基于地面的电力生产。
26.在图2-8中描绘了用于形成铸造部件的方法400及其方面的各种实施例。例如,铸造部件可以是燃气涡轮发动机100的部件,例如涡轮叶片和/或定子轮叶。此外,在一个实施例中,铸造部件可以形成有可以与铸造部件的外表面相交的多个内部通道(例如,冷却通道)。
27.在一个实施例中,并且特别如图2所示,铸造部件可以至少部分地通过铸造过程形成,其中液态形式的部件材料172被引入到一体式芯壳模具300中。例如,在一个实施例中,熔化的超合金金属可以浇注到一体式芯壳模具300中。熔化的超合金可以包括不锈钢、铝、钛、inconel 625、inconel 718、inconel 188、钴-铬、镍和/或它们的任何合金,例如镍超合金和/或镍超合金单晶合金。
28.在一个实施例中,方法400可以包括接收数据,该数据指示当使用一体式芯壳模具300铸造部件时一体式芯壳模具300的易遭受对应的应力集中404(图4)的至少一个位置402。如406处描绘的(图8),方法400可以通过增材制造过程形成限定铸造腔302的一体式芯壳模具300。特别是继续参考图2,一体式芯壳模具300可以包括限定外部部件形状的壳壁304。一体式芯壳模具300还可以包括芯壁306,芯壁306可以定位在壳壁304内侧。芯壁306可以限定内部部件形状。壳壁304和/或芯壁306可限定与易遭受应力集中404的位置402相邻
的至少一个加强凹部308。一旦在步骤406处形成一体式芯壳模具300,方法400可以包括,如408处所描绘的,将至少一个支撑构件310定位在加强凹部308内并与至少一个位置402接触。此外,如410处所描绘的,方法400可以包括在铸造腔302内铸造铸造部件。
29.一体式芯壳模具300可以由当暴露于高温下的熔化的金属合金时能够保持结构完整性的耐火材料构成。例如,一体式芯壳模具300可以由固体陶瓷材料形成。陶瓷的非限制性示例包括基于二氧化硅、氧化铝、钙、镁、氧化锆和其他耐火氧化物的那些。诸如氧化铝和氧化锆基陶瓷的材料被认为与某些金属合金不发生反应。
30.应当理解,方法400可以有助于,在可以将熔化的金属浇注到一体式芯壳模具300中的铸造过程的浇注阶段期间,使用高温工程化支撑机构(例如,定位在加强凹部308内的支撑构件310)。因此,相对于传统生产的铸造芯和/或壳模具,可以减少生产一体式芯壳模具300所需的添加材料的量。此外,可以减少通过增材制造生产一体式芯壳模具300所需的打印时间。
31.作为说明,方法400的实施例由图4-6依次以图形方式描绘。图4示出了接收指示一体式芯壳模具300(描绘为潜在的(例如,设计)一体式芯壳模具300)的易遭受应力集中404(例如,当使用一体式芯壳模具300来铸造部件时预期的预计应力集中404)的位置402的数据。图5示出了通过增材制造过程形成的一体式芯壳模具300。一体式芯壳模具300可以限定与位置402相邻的加强凹部308。图5还示出了在形成一体式芯壳模具300之后将支撑构件310定位在(例如,插入到)加强凹部308内。图6描绘了在铸造部件的铸造之前和/或期间具有定位在加强凹部308内的支撑构件310的一体式芯壳模具300。
32.如在图2和3中特别描绘的,在一个实施例中,一体式芯壳模具300可以包括壳部分312。壳部分312可以包括壳壁304。在一个实施例中,壳壁304可以在第一模具端314和第二模具端部316之间延伸以限定模具长度(m
l
)。壳壁304可以具有由内壁面318和外壁面320限定的壁厚(t)。在一个实施例中,壳壁304的内壁面318可以限定铸造部件的外部部件形状。
33.在一个实施例中,壳壁304可以被配置为一体式芯壳模具300的最外壁。因此,当采用一体式芯壳模具300来铸造铸造部件并且一体式芯壳模具300可能没有外罩时,外壁面320可能暴露出来。换言之,壳壁304在根据方法400形成时可以具有足够的强度以抵抗在引入部件材料172时产生的负载,而不需要来自外罩的支撑。
34.在一个实施例中,壳壁304可以具有0.1mm至5mm的壁厚(t)。可以通过添加壁层直到多个壁层建立所需厚度来形成壁厚(t)。然而,在另外的实施例中,壳壁304可以包括具有所需厚度的单个壁层。作为进一步的示例,壁厚(t)可以是0.1mm-4mm、0.5mm-4mm、0.5mm-2.5mm、0.1mm-2.5mm、1mm-3mm或2mm-4mm。应当理解,在至少一个实施例中,壁厚(t)可以是有助于移除的特征。因此,可选择壁厚(t)以确保壳壁304具有足够的强度以抵抗在铸造部件被铸造时通过将部件材料172引入铸造腔302而产生的至少一种负载,同时最大化一体式芯壳模具300的可移除性。
35.在一个实施例中,一体式芯壳模具300可以包括芯部分322,该芯部分322可以定位在壳壁304内侧并且与其成一体。例如,芯部分322可以被壳壁304包围。在一个实施例中,芯部分322可以通过多个连接结构324(也可以称为“细丝”)与壳部分312集成,多个连接结构324在芯部分322和壳部分312之间延伸。应当理解,连接结构324可以定向成与铸造部件的至少一个特征(例如涡轮叶片的冷却孔)相一致。还应当理解,作为一体化结构,多个连接结
构324可以通过增材制造过程与芯部分322和壳部分312同时形成。
36.在一个实施例中,芯部分322可以包括芯壁306。芯壁306可以在第一芯端326和第二芯端328之间延伸。例如,第一芯端326可以与第一模具端314大致共面,而第二芯端328可以完全设置在铸造腔302内。在一个实施例中,芯壁306的芯面330可以限定铸造部件的内部部件形状。因此,在芯壁306的上下文中,壁厚(t)可以限定在芯壁306的相对芯面330之间,例如图3中所描绘的。如图3中进一步描绘的,在另外的实施例中,芯壁306的壁厚(t)可以限定在芯面330和芯壁306的相对凹部/腔之间。
37.如在图2、3、5和6中特别所示的,壳壁304和/或芯壁306可以形成为限定与易遭受应力集中404的位置402相邻的加强凹部308。加强凹部308可以配置为接收支撑构件310,从而将支撑构件310定位在适当位置以有助于壳壁304和/或芯壁306抵抗由部件材料172产生的应力集中。
38.在一个实施例中,加强凹部308可以完全位于一体式芯壳模具300的对应壁内。换句话说,加强凹部308可以完全定位在壳壁304和/或芯壁306的壁厚(t)内。例如,在一个实施例中,加强凹部308可以定位在芯壁304的内壁面318和外壁面320之间并且可以不破坏内壁面318和外壁面320中的任一个。因此,加强凹部308可以具有小于壁厚(t)的凹部厚度(r
t
)。
39.在一个实施例中,加强凹部308可以在第一模具端314处的壳壁304中限定凹部开口332。在另外的实施例中,加强凹部308可以在第一芯端326处的芯壁306中限定凹部开口332。因此,凹部开口332可以有助于在形成一体式芯壳模具300之后将支撑构件310定位在加强凹部308内。应当理解,加强凹部308可以从第一端314、326向对应的第二端316、328延伸。
40.如在图2和3中特别描绘的,在一个实施例中,一体式芯壳模具300可以包括多个加强凹部308。例如,在一个实施例中,第一加强凹部334可以由壳壁304限定,而第二加强凹部336可以由芯壁306限定。应当理解,在各种实施例中,多个加强凹部308可以限定在壳壁304、芯壁306或两者中。
41.现在参考图2、5、6和7,在一个实施例中,支撑构件310可以由具有高于部件材料172的熔化温度的熔化温度的耐火材料形成。例如,支撑构件310可以由氧化铝或其衍生物形成。此外,支撑构件310可以形成为具有选择性的刚度和/或热特性。
42.在一个实施例中,支撑构件310可以具有大致在第一模具端314和第二模具端316之间延伸的长度,该长度大于宽度。例如,支撑构件310可以被配置为具有支撑壳壁304和/或芯壁306所需的刚度和/或热特性的片材、面板、杆、带、扁平材或类似结构。在示例性实施例中,支撑构件310可以形成为具有高熔化温度的金属片材,使得熔化温度高于部件材料172。应当理解,将金属片材(或类似结构)插入限定壳壁304和/或芯壁306内的加强凹部308中可以增加位置402的负载极限。此外,使用金属片材形式的支撑构件310可以有助于位置402的形成,该位置402相对于一体式芯壳模具300的其他部分426具有减小的厚度。
43.如图2所描绘的,在一个实施例中,支撑构件310可以被配置为多个球体。在这样的实施例中,在形成一体式芯壳模具300之后多个球体可以被插入到加强凹部308中。应当理解,将球体插入加强凹部308可以有助于一体式芯壳模具300的某些部分426(例如,位置402)的形成,该某些部分426相对于一体式芯壳模具300的其他部分426具有减小的厚度。减
小的厚度可以改善一体式芯壳模具300的热特性。例如,支撑构件310(例如,作为多个球体)的使用可以有助于在铸造过程期间改进的冷却速率和/或增加一体式芯壳模具300的一部分426的热容量。因此,可以最小化形成一体式芯壳模具300所需的添加材料的量和打印时间。还应当理解,非球形和/或不规则形状的支撑构件也可以与球体结合使用或代替球体使用。
44.如412处所描绘的,在一个实施例中,将支撑构件310(如图5所示)定位在加强件凹部308内还可以包括将支撑构件310固定在加强凹槽308内。因此,在一个实施例中,加强凹部308可以包括第一保持特征338。
45.在一个实施例中,第一保持特征338可以包括加强凹部308的形状。例如,如图5和6所描绘的,加强凹部308可以形成具有有助于支撑构件310保持的曲线。在第一保持特征338对应于加强凹部308的形状的进一步示例中,加强凹部308的尺寸可以变窄以便与支撑构件310建立摩擦配合。在一个实施例中,参考图7,第一保持特征338可以包括定位在加强凹部308内的至少一个突出部340。在进一步的实施例中,第一保持特征338可以包括至少一个凹部342。
46.为了将支撑构件310固定在加强凹部308内,支撑构件310可以形成有第二保持特征344,第二保持特征344被配置为接合第一保持特征338。在一个实施例中,第二保持特征344可以包括支撑构件310的形状。例如,如图5和6所描绘的,支撑构件310可以形成有与加强凹部308的曲线相对应的曲线。在进一步示例中,支撑构件310的尺寸可以加宽以建立与加强凹部308的摩擦配合。在另外的实施例中,如图7所描绘的,第二保持特征344可以包括至少一个突出部,该突出部被配置为接合加强凹部308的对应突出部340和/或凹部342。
47.在进一步的实施例中,将支撑构件310固定在加强凹部308内可以通过化学方式来完成。因此,如图7所描绘的,在插入支撑构件310之后,可以将粘合剂346引入到加强凹部308中。例如,在将支撑构件310定位在加强凹部308内之后,可以允许粘合剂、环氧树脂、混凝土和/或其他液体在加强凹部308内固化并将支撑构件310固定在其中。
48.如在414处所描绘的,方法400可以包括在步骤408处将支撑构件310定位在加强凹部308内之前烧制一体式芯壳模具300。应当理解,在插入支撑构件310之前烧制一体式芯壳模具300可以允许由熔点低于烧制温度的材料形成支撑构件310。
49.如在416处所描绘的,方法400可以包括在步骤408处将支撑构件310定位在加强凹部308内之后烧制一体式芯壳模具300。应当理解,在插入支撑构件310之后烧制一体式芯壳模具300可以有助于将支撑构件310固定在加强凹部308内。
50.在一个实施例中,例如图4所描绘的,应力集中404可以是预期将部件材料172引入铸造腔302而产生的预计应力集中404。应力集中404可以是点集中和/或区域集中,例如图4中所描绘的。
51.在一个实施例中,应力集中404可以对应于潜在的机械应力集中。因此,应力集中404可以对应于位置402的预计蠕变。例如,在给定的壁厚(t)下,壳壁304和/或芯壁306可以预计为响应于由引入部件材料172而产生的负载而发生变形。因此,根据方法400使用支撑构件310可以排除增加壁厚(t)以抵抗蠕变(例如,变形)的必要性。
52.在另外的实施例中,应力集中404可以对应于接近位置402的负载极限418的预计头部压力。换句话说,可以预计,通过引入部件材料172而施加在壳壁304和/或芯壁306上的
负载可以超过位置402的负载极限418。在这样的实施例中,在没有加强或其他支撑的情况下,位置402可能被破坏,导致铸造部件的铸造失效。因此,根据方法400使用支撑构件310可以排除增加壁厚(t)以将负载极限418增加到能够承受预计头部压力的水平的必要性。
53.在一个实施例中,应力集中404可以对应于潜在的热应力。例如,当部件材料172的预计温度超过位置402的热负载极限时,可以预期应力集中404。作为进一步的示例,应力集中404可以对应于位置402处的热膨胀不匹配的系数。因此,可能需要通过将支撑构件410定位成与位置402相邻来改变位置402的热特性,从而改变壳壁304和/或芯壁306的热特性。
54.如在420处所描绘的,方法400可以包括预测在铸造部件的预计铸造期间接近壳壁304和/或芯壁306的负载极限418的应力大小(例如,应力集中404的大小)。基于预测的接近负载极限418的应力大小,可以识别易遭受应力集中404的位置402。应当理解,负载极限418可以是机械负载极限和/或热负载极限。
55.在一个实施例中,识别位置402可以通过计算机建模来完成。例如,如图9所描绘的,在422处,控制器200可以用于对铸造过程进行建模。在422处对铸造过程进行建模可以包括通过控制器200对在铸造部件的铸造过程中将液态形式的部件材料172引入铸造腔302中进行建模。基于对部件材料172的引入的建模,可以确定预测的多个应力424。预测的多个应力424可以是可以由部件材料172施加到一体式芯壳模具300的对应多个部分426上的应力。
56.在一个实施例中,多个应力424可以用于确定一体式芯壳模具300的最小壁厚428(例如,最小壳壁厚度和最小芯壁厚度)。最小壁厚428可以具有负载极限418,该负载极限418大于由部件材料172施加的多个应力424中的至少一个应力。在一个实施例中,壳壁304和/或芯壁306的最小壁厚428可以确定为最大预计应力的百分比。例如,最小壁厚428可以建立成这样的厚度,其中所得负载极限418足以承受多个应力424的最大预计应力的90%。在替代示例中,最小壁厚428可以建立成这样的厚度,其中所得负载极限418足以承受多个应力424的最大预计应力的50%。在又进一步的示例中,最小壁厚428可以基于多个应力424的平均预计应力来确定。
57.应当理解,增加最小壁厚428可以减少可能需要的支撑构件310的数量,但是可能增加生产一体式芯壳模具300所需的添加材料的量和/或打印时间。类似地,应当理解,减小最小壁厚428可以节省材料和/或生产时间,但是可能增加在铸造过程中防止一体式芯壳模具300失效所需的支撑构件310的数量。
58.在一个实施例中,通过建模确定的最小壁厚428可以确定一体式芯壳模具300的多个部分426的负载极限418。如在430处所描绘的,控制器200可以确定应力集中404,在该处多个应力424中的一个接近负载极限418。因此,对应于应力集中404的位置402可以是易遭受应力集中404的位置402。
59.在一个实施例中,识别易遭受应力集中404的位置402可以通过工程化诊断专家系统432来完成。工程化诊断专家系统432可以包括工程化领域知识的表现形式,例如故障排除指南、异常验证报告、事后报告、设计规范、测试报告和/或人类专家的经验和决策知识的其他捕获。例如,工程化诊断专家系统432可以指示一体式芯壳模具300的某些部分426可能比其他部分426更容易发生蠕变。该指示可以基于以前对其他类似的铸造过程的经验。
60.在一个实施例中,识别位置402可以通过迭代测试来完成。因此,方法400可以包括
通过多个测试铸件迭代地测试多个一体式芯壳模具原型434。在迭代测试循环期间,壳壁304和/或芯壁306的壁厚(t)可以随着每次迭代测试而减小。通过迭代地减小壁厚(t),迭代测试循环可以识别在给定壁厚(t)下一体式芯壳模具300的易遭受应力集中404的位置402。例如,可以在测试循环的每次迭代期间记录一体式芯壳模具300的失效点。这些位置402可以通过本文公开的方法400在随后的测试迭代中得到支持。可以重复该过程,直到实现材料和生产时间成本以及支撑构件310的数量之间的理想平衡。
61.如本文所用,术语“增材制造”或“增材制造技术或过程”通常是指制造过程,其中连续的材料层被设置在彼此上以逐层地“构建”三维部件(例如,模具)。连续的层通常熔合在一起形成整体部件,该部件可以具有各种一体式的子部件。尽管此处描述了用于通过逐点、逐层、通常在竖直方向上构建物体来制造复杂物体的增材制造技术,但其他制造方法也是可能的,并且在本主题的范围内。例如,虽然本文的讨论涉及添加材料以形成连续层,但本领域技术人员将理解本文公开的方法和结构可以用任何增材制造技术或制造技术来实践。例如,本公开的实施例可以使用层加法过程、层减法过程或混合过程。
62.根据本公开的合适的增材制造技术包括例如熔融沉积成型(fdm)、选择性激光烧结(sls)、3d打印(例如通过喷墨、激光喷射和粘合剂喷射)、立体光刻(sla)、直接选择性激光烧结(dsls)、电子束烧结(ebs)、电子束熔化(ebm)、激光工程净成形(lens)、激光净成形制造(lnsm)、直接金属沉积(dmd)、数字光处理(dlp)、直接选择性激光熔化(dslm)、选择性激光熔化(slm)、直接金属激光熔化(dmlm)和其他已知过程。
63.本文所述的增材制造过程可用于使用任何合适的材料形成一体式芯壳模具300。例如,该材料可以是塑料、金属、混凝土、陶瓷、聚合物、环氧树脂、光聚合物树脂、蜡或任何其他合适的材料。这些材料是适用于本文所述的增材制造过程的材料的示例,通常可称为“添加材料”。
64.此外,本领域的技术人员将理解,可以使用多种材料和用于结合这些材料的方法并且被认为在本公开的范围内。如本文所用,提及“熔合”可指代用于产生任何上述材料的结合层的任何合适的过程。例如,如果一个物体是由聚合物制成的,则熔合可以是指在聚合物材料之间产生热固性结合。如果物体是环氧树脂,则可以通过交联过程形成结合。如果材料是陶瓷,则可以通过烧结过程形成结合。如果材料是粉末金属,则可以通过熔化或烧结过程形成结合。本领域技术人员将理解,通过增材制造将材料熔合以制造部件的其他方法是可能的,并且当前公开的主题可以用这些方法来实践。
65.此外,本文公开的增材制造过程允许由多种材料形成一体式芯壳模具300。因此,本文所述的一体式芯壳模具300可由上述材料的任何合适的混合物形成。例如,一体式芯壳模具300可以包括使用不同材料、过程和/或在不同增材制造机器上形成的多个层、段或部分。
66.现在将描述示例性增材制造过程。增材制造过程使用一体式芯壳模具300的三维(3d)信息(例如三维计算机模型)制造部件。因此,一体式芯壳模具300和/或铸造部件的三维设计模型可以在制造之前被限定。在这方面,可以扫描一体式芯壳模具300和/或部件的模型或原型以确定对应的三维信息。作为另一个示例,可以使用合适的计算机辅助设计(cad)程序来构建一体式芯壳模具300和/或铸造部件的模型,以限定一体式芯壳模具300和/或如本文所述的铸造部件的三维设计模型。
67.设计模型可以包括一体式芯壳模具300和/或铸造部件(包括该部件的外表面和内表面)的整个配置的3d数字坐标。例如,设计模型可以限定本体、表面和/或内部通道,例如开口、支撑结构等。在一个示例性实施例中,三维设计模型被转换为多个切片或段,例如,沿部件的中心(例如,竖直)轴线或任何其他合适的轴线。每个切片可针对切片的预定高度限定一体式芯壳模具300和/或铸造部件的薄横截面。多个连续的横截面切片一起形成一体式芯壳模具300。然后逐个切片或逐层“构建”一体式芯壳模具300,直到完成。
68.以这种方式,可以使用增材过程制造一体式芯壳模具300,或更具体地,例如通过使用激光能量或热量使塑料熔合或聚合,或通过烧结或熔化金属粉末来连续形成每一层。例如,特定类型的增材制造过程可以使用能量束(例如电子束,或诸如激光束的电磁辐射)来烧结或熔化粉末材料或聚合液体。可以使用任何合适的激光和激光参数,包括关于功率、激光束光斑尺寸和扫描速度的考虑。构建材料可以由为提高强度、耐用性和使用寿命而选择的任何合适的粉末或材料形成,特别是在高温下。
69.尽管可以基于任何数量的参数来选择厚度并且根据替代实施例可以是任何合适的尺寸,但是每个连续层可以例如在大约10μm和200μm之间。因此,利用上述增材形成方法,本文所述的一体式芯壳模具300的横截面可薄至在增材形成过程中使用的相关粉末层的一个厚度,例如10μm。
70.在一个实施例中,用于形成一体式芯壳模具300的增材制造过程可以如436处所描绘的,包括使一体式芯壳模具300的净部分与液态陶瓷光聚合物接触。如438处所示,该过程可以包括通过接触液态陶瓷光聚合物的窗口照射液态陶瓷光聚合物的与固化部分相邻的一部分。此外,如440处所示,可以从未固化的液态陶瓷光聚合物中移除一体式芯壳模具300。
71.此外,利用增材过程,一体式芯壳模具300的表面光洁度和特征可以根据铸造部件的需要而变化。例如,表面光洁度可以通过在增材过程期间选择适当的激光扫描参数(例如,激光功率、扫描速度、激光焦点尺寸等)来调节(例如,变得更光滑或更粗糙),尤其是在对应于零件表面的横截面层的周边。例如,可以通过增加激光扫描速度或减小形成的熔池的尺寸来实现更粗糙的光洁度,并且可以通过减小激光扫描速度或增加形成的熔池的尺寸来实现更光滑的光洁度。扫描图案和/或激光功率也可以改变,以改变选定区域的表面光洁度。
72.值得注意的是,在示例性实施例中,由于制造限制,本文所述的一体式芯壳模具300的若干特征以前是不可能的。然而,本发明人有利地利用了增材制造技术的当前进步和限制来开发根据本公开的一体式芯壳模具300的示例性实施例。
73.应当理解,利用增材制造方法,即使是多零件的部件,例如壳模、芯和/或芯模,也可以形成为单件式增材陶瓷或增材塑料,并且因此与之前的设计相比,可以包含更少的子部件和/或接头。通过增材制造将这些多零件的部件一体形成可以有利地改善总体组装过程。例如,一体形成减少了必须组装的单独零件的数量,从而减少了相关的时间和总体组装成本。另外,可以有利地减少与例如泄漏、分离部件之间的接头质量和总体性能有关的现有问题。
74.此外,上述增材制造方法能够使得本文所述的铸造部件的形状和轮廓更加复杂和曲折。此外,增材制造过程能够制造具有不同材料的单个部件,从而部件的不同部分可以表
现出不同的性能特征。制造过程的连续、附加性质使这些新颖特征的构建成为可能。因此,本文所述的部件可以实现更复杂的内部铸造部件形状。
75.然而,应当理解,采用增材制造过程来制造铸造芯和/或壳模可能导致与将芯/壳集成到有效制造过程中相关的困难。例如,使用增材制造过程(例如dlp过程)形成具有足够尺寸稳定性(例如,壁厚)的铸造芯和/或壳模所需的时间可能会延迟制造过程,并且可能需要使用多余的材料。此外,在模制过程中,可能希望有效地生产不需要与其他部分可能需要的尺寸精度相同的芯/模具的部分。例如,可能希望生产用于将部件材料172的流引导到单个或多个模具中的通道。此外,当通过dlp过程形成芯/模具时,一旦完成铸造,可能希望提高从模具中取出铸造部件的容易程度。例如,可以通过生产更薄的一体式芯壳模具300来改进脱模过程,以减少在移除一体式芯壳模具300时铸造产品可能受损的可能性。还可能希望控制一体式芯壳模具300的导热性,以控制晶体生长和/或调整铸造部件的材料特性和/或管理一体式芯壳模具300中的热应变。因此,通过本文公开的方法形成一体式芯壳模具300可能是特别有益的。
76.再次参考图1,一般而言,发动机100可包括核心燃气涡轮发动机(总体上由参考字符114表示)和定位在其上游的风扇区段116。核心发动机114通常可以包括基本上管状的外壳体118,其限定环形入口120。此外,外壳体118可以进一步包围和支撑增压压缩机122,用于增加进入核心发动机114的空气的压力至第一压力水平。高压、多级、轴流式压缩机124然后可以接收来自增压压缩机122的加压空气并进一步增加这种空气的压力。离开高压压缩机124的加压空气然后可以流向燃烧器126,燃料系统162在燃烧器126内将燃料喷射到加压空气流中,所得混合物在燃烧器126内燃烧。高能燃烧产物从燃烧器126沿发动机100的热气路径引导至第一(高压,hp)涡轮128,用于通过第一(高压,hp)驱动轴130驱动高压压缩机124,然后引导至第二(高压,hp)涡轮132,用于通过与第一驱动轴130大致同轴的第二(低压,lp)驱动轴134驱动增压压缩机122和风扇区段116。在驱动每个涡轮128、132之后,燃烧产物可以通过排气喷嘴136从核心发动机114排出以提供推进喷射推力。
77.应当理解,每个涡轮128、132通常可以包括一个或多个涡轮级,每个级包括涡轮喷嘴和下游涡轮转子。如下文将要描述的,涡轮喷嘴可以包括多个轮叶,这些轮叶围绕发动机100的中心线轴线112布置成环形阵列,用于将燃烧产物流转向或引导通过涡轮级朝向形成涡轮转子的一部分的转子叶片的对应环形阵列。如一般所理解的,转子叶片可以联接到涡轮转子的转子盘,该转子盘进而旋转地联接到涡轮的驱动轴(例如,驱动轴130或134)。
78.另外,如图1所示,发动机100的风扇区段116通常可以包括可旋转的轴流式风扇转子138,其被环形风扇壳体140围绕。在特定实施例中,(lp)驱动轴134可以直接连接到风扇转子138,例如在直接驱动配置中。在替代配置中,(lp)驱动轴134可以通过减速装置137(例如在间接驱动或齿轮驱动配置中的减速齿轮箱)连接到风扇转子138。根据希望或要求的,这种减速装置可以包括在发动机100内的任何合适的轴/线轴之间。
79.本领域普通技术人员应当理解,风扇壳体140可以通过多个基本上径向延伸的、周向地间隔开的出口导向轮叶142相对于核心发动机114被支撑。因此,风扇壳体140可包围风扇转子138及其对应的风扇转子叶片144。此外,风扇壳体140的下游区段146可在核心发动机114的外部部分上延伸以限定次级或旁通气流导管148,其提供额外的推进喷射推力。
80.在发动机100的操作期间,应当理解,初始空气流150(由箭头指示)可以通过风扇
壳体140的相关入口152进入发动机100。初始空气流150然后通过风扇叶片144并分成移动通过导管148的第一压缩空气流154(由箭头指示)和进入增压压缩机122的第二压缩空气流156(由箭头指示)。第二压缩空气流156的压力然后增加并进入高压压缩机124(如箭头158所示)。在与燃料混合并在燃烧器126内燃烧之后,燃烧产物160离开燃烧器126并流过第一涡轮128。此后,燃烧产物160流过第二涡轮132并离开排气喷嘴136以为发动机100提供推力。
81.现在参考图9,其中示出了根据本公开使用的控制器200的一个实施例的框图。如图所示,控制器200可以包括一个或多个处理器206和相关联的存储器设备208,它们被配置为执行各种计算机实现的功能(例如,执行方法、步骤、计算等并存储本文公开的相关数据)。另外,控制器200还可以包括通信模块210以有助于控制器200与各种系统和/或操作员之间的通信。此外,控制器200可以包括建模模块212,该建模模块212被配置为利用如本文所述的一体式芯壳模具300对铸造过程进行建模。
82.如本文所用,术语“处理器”不仅指本领域中称为包括在计算机中的集成电路,还指控制器、微控制器、微型计算机、可编程逻辑控制器(plc)、专用集成电路和其他可编程电路。另外,存储器设备208通常可以包括存储器元件,包括但不限于计算机可读介质(例如,随机存取存储器(ram))、计算机可读非易失性介质(例如,闪存)、软盘、光盘只读存储器(cd-rom)、磁光盘(mod)、数字多功能光盘(dvd)和/或其他合适的存储器元件。这样的存储器设备208通常可以被配置为存储合适的计算机可读指令,这些指令在由处理器206实现时配置控制器200以执行各种功能。
83.本书面描述使用示例来公开本发明,包括最佳模式,并且还使本领域的任何技术人员能够实践本发明,包括制造和使用任何设备或系统以及执行任何结合的方法。本发明的专利范围由权利要求限定,并且可以包括本领域技术人员想到的其他示例。如果此类其他示例包括与权利要求的字面语言没有区别的结构元素,或者如果它们包括与权利要求的字面语言没有实质性差异的等效结构元素,则它们旨在处于权利要求的范围内。
84.本发明的进一步方面由以下条项的主题提供:
85.条项1.一种用于铸造部件的方法,该方法包括:接收数据,该数据指示当使用一体式芯壳模具铸造部件时一体式芯壳模具的易遭受应力集中的至少一个位置;通过增材制造过程形成限定铸造腔的一体式芯壳模具,一体式芯壳模具包括限定外部部件形状的壳壁和定位在壳壁内侧并限定内部部件形状的芯壁,其中壳壁和芯壁中的至少一个限定与易遭受应力集中的至少一个位置相邻的至少一个加强凹部;在形成一体式芯壳模具之后,将至少一个支撑构件定位在至少一个加强凹部内并且与至少一个位置相邻;和在铸造腔内铸造铸造部件。
86.条项2.根据任何前述条项所述的方法,其中,应力集中包括机械应力集中。
87.条项3.根据任何前述条项所述的方法,其中,机械应力集中对应于至少一个位置的预计蠕变和接近至少一个位置的负载极限的预计头部压力中的至少一个。
88.条项4.根据任何前述条项所述的方法,其中,应力集中包括热应力集中。
89.条项5.根据任何前述条项所述的方法,进一步包括:通过预测在铸造期间接近壳壁和芯壁中的至少一个的负载极限的应力大小,识别一体式芯壳模具的易遭受应力集中的至少一个位置。
90.条项6.根据任何前述条项所述的方法,其中,识别至少一个位置进一步包括:通过控制器对在铸造部件的铸造期间将液态形式的部件材料引入到铸造腔中进行建模,以便确定由部件材料施加到一体式芯壳模具的对应多个部分上的预测的多个应力;通过控制器确定一体式芯壳模具的最小壳壁厚度和最小芯壁厚度,其中最小壳壁厚度和最小芯壁厚度具有负载极限,负载极限大于由部件材料施加的多个应力中的至少一个;和通过控制器确定应力集中,应力集中包括接近一体式芯壳模具的多个部分中的对应部分的负载极限的多个应力中的至少一个。
91.条项7.根据任何前述条项所述的方法,其中,识别至少一个位置包括通过工程化诊断专家系统识别至少一个位置。
92.条项8.根据任何前述条项所述的方法,其中,识别至少一个位置进一步包括:通过多个测试铸件对多个一体式芯壳模具原型进行迭代测试,其中壳壁和芯壁中的至少一个的厚度随着每次迭代测试而减小,以识别在壳壁或芯壁的给定厚度处一体式芯壳模具的易遭受应力集中的至少一个位置。
93.条项9.根据任何前述条项所述的方法,进一步包括:在将至少一个支撑构件定位在加强凹部内之前,烧制一体式芯壳模具。
94.条项10.根据任何前述条项所述的方法,进一步包括:在将至少一个支撑构件定位在加强凹部内之后,烧制一体式芯壳模具。
95.条项11.根据任何前述条项所述的方法,其中,将至少一个支撑构件定位在加强凹部内进一步包括将至少一个支撑构件固定在加强凹部内。
96.条项12.根据任何前述条项所述的方法,其中,将支撑构件固定在加强凹部内进一步包括:将第一保持特征与第二保持特征接合。
97.条项13.根据任何前述条项所述的方法,其中,支撑构件包括耐火材料,该耐火材料具有高于部件材料的熔化温度的熔化温度。
98.条项14.根据任何前述条项所述的方法,其中,壳壁包括芯壳模具的最外壁,使得芯壳模具不具有外罩。
99.条项15.根据任何前述条项所述的方法,其中,与至少一个位置相邻的至少一个加强凹部包括与易遭受应力集中的对应第一位置和第二位置相邻的至少第一加强凹部和第二加强凹部。
100.条项16.根据任何前述条项所述的方法,其中,第一加强凹部由壳壁限定,并且第二加强凹部由芯壁限定。
101.条项17.一种用于制造一体式芯壳模具的方法,该方法包括:接收数据,该数据指示当使用一体式芯壳模具铸造部件时一体式芯壳模具的易遭受应力集中的至少一个位置;形成一体式芯壳模具以限定铸造腔,一体式芯壳模具包括限定外部部件形状的壳壁和定位在壳壁内侧并限定内部部件形状的芯壁,其中壳壁和芯壁中的至少一个限定与易遭受应力集中的至少一个位置相邻的至少一个加强凹部,其中形成一体式芯壳模具包括:使一体式芯壳模具的固化部分与液态陶瓷光聚合物接触,通过接触液态陶瓷光聚合物的窗口照射液态陶瓷光聚合物的与固化部分相邻的一部分,和从未固化的液态陶瓷光聚合物中移除一体式芯壳模具;和在形成一体式芯壳模具之后,将至少一个支撑构件定位在至少一个加强凹部内并与至少一个位置接触。
102.条项18.根据任何前述条项所述的方法,其中,应力集中包括机械应力集中和热应力集中中的至少一个,其中,机械应力集中对应于至少一个位置的预计蠕变和接近至少一个位置的负载极限的预计头部压力中的至少一个。
103.条项19.根据任何前述条项所述的方法,进一步包括:通过工程化诊断专家系统、建模、迭代测试中的至少一个预测在铸造期间接近壳壁和芯壁中的至少一个的负载极限的应力大小,识别一体式芯壳模具的易遭受应力集中的至少一个位置。
104.条项20.根据任何前述条项所述的方法,进一步包括:在将至少一个支撑构件定位在加强凹部内之后,烧制一体式芯壳模具。
105.条项21.根据任何前述条项所述的方法,其中,易遭受应力集中的位置包括一体式芯壳模具的多个位置,其中,模具形成有多个加强凹部,使得加强凹部被限定在与多个位置中的每一个位置相邻的壳壁或芯壁中,并且多个支撑构件定位成使得至少一个支撑构件定位在与易遭受应力集中的每个位置相邻的每个加强凹部内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1