涡轮盘定位成型及测量方法与流程
1.本发明涉及熔模铸造技术领域,特别地,涉及一种涡轮盘定位成型及测量方法。
背景技术:
2.某形状带单悬臂叶片盘的涡轮盘零件如图1所示,该零件材料为高温合金,采用熔模铸造工艺成型,主要用于发动机的热端转动部件,叶身尺寸需100%进行计量,叶身型面尺寸精度要求
±
0.05,叶片位置度要求
±
0.2,尺寸精度要求高。
3.熔模铸造的首道工序为制蜡模,从叶片盘结构分析,该叶片盘主要由31片均布叶片和内环组成,结构较为复杂,由于叶片型面为异形曲面,蜡模模具设计时难以实现通过一副模具整体成型整个涡轮盘,且如果设计成采用整体模具一次成型蜡模会存在以下几个问题:
4.第一,模具结构复杂,操作难度大,且模具制造成本高、周期长;
5.第二,压型后的蜡模分型线多,难于修理蜡模,且因零件叶型尺寸要求高,修理过程稍有不慎会导致型面修坏和尺寸超差;
6.第三,该类涡轮盘需进行动平衡测试,如采用整体成型,每个叶片都由一个单独的活块成型,尺寸必然会不一致,尺寸的不一致会导致动平衡不合格。
技术实现要素:
7.本发明提供了一种涡轮盘定位成型及测量方法,以解决现有采用整体模具一次成型涡轮盘蜡模时存在的模具结构复杂、操作难度大、模具制造成本高、周期长、涡轮盘蜡模难于修理、制备出的涡轮盘易动平衡不合格的技术问题。
8.本发明采用的技术方案如下:
9.一种涡轮盘定位成型及测量方法,包括以下步骤:s10:将需成型的涡轮盘拆分为外周均匀设置的单悬臂叶片及中间设置的内环;s20:分析并设计成型单悬臂叶片的蜡模叶片的定位、成型蜡模叶片的蜡模叶片成型模具、成型用于成型内环的内环蜡模的内环蜡模成型装置、将蜡模叶片和内环蜡模拼装定位以成型涡轮盘蜡模的涡轮盘蜡模拼装成型夹具;s30:采用蜡模叶片成型模具、内环蜡模成型装置及涡轮盘蜡模拼装成型夹具成型涡轮盘蜡模;s50:使用涡轮盘蜡模采用熔模铸造方法成型涡轮盘。
10.进一步地,步骤s20中,在蜡模叶片缘板的内壁面上设置内凹且平行壁面贯穿的圆柱槽,及在叶尖端设置外凸的定位柱以对蜡模叶片进行定位。
11.进一步地,定位柱的端部设有内凹的定位锥孔;定位锥孔的轴线沿蜡模叶片的积叠轴延伸。
12.进一步地,完成步骤s30后,且在进行步骤s50之前,还包括步骤s40:对涡轮盘蜡模叶尖上的定位柱端部的定位锥孔进行填补。
13.进一步地,步骤s50之后,还包括步骤s60:找出涡轮盘叶尖定位柱的中线,并采用三坐标计量仪计量出涡轮盘的叶片型面高度是否合格。
14.进一步地,步骤s60之后,还包括步骤s70:将型面高度合格的涡轮盘叶尖上的定位柱切除。
15.进一步地,步骤s20中,内环蜡模成型装置包括用于成型内环冷蜡芯的内环冷蜡芯成型模具,及采用内环冷蜡芯成型内环蜡模的内环蜡模成型模具。
16.进一步地,内环冷蜡芯成型模具包括下模,下模的顶端朝下内凹形成下模腔,下模的顶端还连接有上模盖,上模盖的底端朝上内凹形成上模腔,上模腔和下模腔配合作用形成用于成型内环冷蜡芯的成型腔,且成型腔连通有用于将外部熔融的成型液导入成型腔的注蜡管;下模内设有上下滑动设置的顶模机构,顶模机构用于在外力作用下上移,以将成型出的内环冷蜡芯向上顶出下模腔出模。
17.进一步地,内环蜡模成型模具包括上下相对设置的上模体和下模体、设置于下模体内的活块组、起安装支撑作用的基座、顶出回位机构及凸轮顶模机构;上模体支盖于下模体上,下模体支设于基座上,内环冷蜡芯定位支设于活块组中,且下模体、活块组、内环冷蜡芯及上模体配合作用成型内环蜡模;基座内设有安装腔,凸轮顶模机构转动装设于基座上,顶出回位机构上下滑动装设于安装腔内,且支撑于凸轮顶模机构上,以用于在凸轮顶模机构转动时将顶出回位机构向上抵顶,进而使顶出回位机构穿出下模体后将活块组向上抵顶出模,顶出回位机构还用于在出模后自动回位,或在上模体盖合至下模体上时受上模体顶压作用回位。
18.进一步地,涡轮盘蜡模拼装成型夹具包括中空筒状的安装座总成,安装座总成的内腔中设有上下滑动设置的起模机构,起模机构的顶端设有用于支撑内环蜡模的支撑平面,安装座总成的上端设有用于周向支撑由蜡模叶片围设形成的叶片盘的支撑环面;安装座总成的上端设有连通其内腔的第一定位孔,以对竖直支设于支撑平面上的内环蜡模定位,安装座总成的上端还设有竖向设置且沿周向均匀间隔布设的定位销,及横向设置且沿周向均匀间隔布设的弹性顶针,定位销、弹性顶针及蜡模叶片三者一一对应设置,且定位销和弹性顶针分设于对应的蜡模叶片的两端;定位销用于与通过缘板支设于支撑环面上的蜡模叶片缘板内壁面上开设的圆柱槽配合,以对蜡模叶片沿中心限位,弹性顶针用于与蜡模叶片叶尖端设置的定位柱顶抵,以对蜡模叶片沿角向定位。
19.本发明具有以下有益效果:
20.采用本发明的涡轮盘定位成型及测量方法成型涡轮盘时,由于是首先采用蜡模叶片成型模具单个成型蜡模叶片,及采用内环蜡模成型装置单独成型内环蜡模,然后再采用涡轮盘蜡模拼装成型夹具将蜡模叶片和内环蜡模拼装定位后再成型出涡轮盘蜡模,故而相比现有仅通过一副模具成型整个涡轮盘蜡模的蜡模模具,本发明的定位成型方法可大大降低蜡模成型模具的设计难度,使蜡模成型模具结构更简单、操作难度更小,且更容易制备,制备周期短、制造成本较低;由于蜡模叶片通过同一蜡模叶片成型模具单个制备成型,故而压型后蜡模分型线少,单个蜡模叶片成型质量高,易于修理,修理过程中不易导致型面修坏和尺寸超差,且由于叶片盘的所有蜡模叶片由同一蜡模叶片成型模具制备成型,故而能保证叶片型面尺寸的一致性,杜绝复杂模具整体成型的叶身尺寸不一致性,进而使制备出的涡轮盘动平衡测试更容易合格,涡轮盘整体质量好。
21.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
22.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
23.图1是带单悬臂叶片盘的涡轮盘的空间结构示意图;
24.图2是本发明中待成型的内环冷蜡芯的结构示意图;
25.图3是本发明优选实施例的内环冷蜡芯成型模具的俯视结构示意图;
26.图4是图3的a-a向剖视结构示意图;
27.图5是图3的b-b向剖视结构示意图;
28.图6是内环蜡模的主视结构示意图;
29.图7是本发明优选实施例的内环蜡模成型模具的俯视结构示意图;
30.图8是图7中c-c向剖视结构示意图;
31.图9是图7中去除上模体和部分下模体后的空间结构示意图;
32.图10是本发明优选实施例的涡轮盘蜡模拼装成型夹具的俯视结构示意图;
33.图11是图10中d-d向剖视结构示意图;
34.图12是图10中叶片盘拼装状态示意图;
35.图13是本发明蜡模叶片的空间结构示意图。
36.图例说明
37.10、上模体;11、上盖;12、上锁紧框;13、成型上模;20、下模体;21、下锁紧框;22、成型下模;23、成型底模;30、活块组;40、基座;401、安装腔;402、安装通道;403、安装口;41、安装底板;42、下安装框;50、顶出回位机构;51、安装板组;511、下安装板;512、上安装板;52、顶模杆;53、弹性回位件;531、安装杆;532、回位弹簧;60、凸轮顶模机构;61、安装横杆;62、顶抵凸轮;63、驱动柄;71、蜡模叶片;711、圆柱槽;712、定位柱;72、内环蜡模;73、内环冷蜡芯;731、主体结构;732、定位锥;733、连通孔;80、下模;801、下模腔;802、安装空腔;81、下模座;811、底板;812、立板;813、下模块;82、底模柱;90、上模盖;901、上模腔;902、减重槽;100、注蜡管;110、顶模机构;111、顶模板组;112、顶模柱;113、回位杆;140、安装座总成;1401、第一定位孔;1402、第二定位孔;1403、支撑环面;141、安装底座;142、安装基座;1421、下环座;1422、中筒座;1423、上盖座;1424、定位环座;143、上环座;1431、安装通孔;1432、限位缺口;150、起模机构;1501、支撑平面;151、凸轮起模构件;1511、驱动横杆;1512、起模凸轮;1513、操作柄;152、滑移板组;153、起模柱;154、起模杆;155、起模环;160、定位销;170、弹性顶针;171、顶针杆;172、施力弹簧;173、限位杆;174、锁紧杆。
具体实施方式
38.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
39.参照图1、图3、图7及图10,本发明的优选实施例提供了一种涡轮盘定位成型及测量方法,包括以下步骤:
40.s10:将需成型的涡轮盘拆分为外周均匀设置的单悬臂叶片及中间设置的内环;
41.s20:分析并设计成型单悬臂叶片的蜡模叶片71的定位、成型蜡模叶片71的蜡模叶片成型模具、成型用于成型内环的内环蜡模72的内环蜡模成型装置、将蜡模叶片71和内环
蜡模72拼装定位以成型涡轮盘蜡模的涡轮盘蜡模拼装成型夹具;
42.s30:采用蜡模叶片成型模具、内环蜡模成型装置及涡轮盘蜡模拼装成型夹具成型涡轮盘蜡模;
43.s50:使用涡轮盘蜡模采用熔模铸造方法成型涡轮盘。
44.采用本发明的涡轮盘定位成型及测量方法成型涡轮盘时,首先,将需成型的涡轮盘拆分为外周均匀设置的单悬臂叶片及中间设置的内环;然后,分析并设计成型单悬臂叶片的蜡模叶片71的定位、分析并设计成型蜡模叶片71的蜡模叶片成型模具、分析并设计成型用于成型内环的内环蜡模72的内环蜡模成型装置、分析并设计将蜡模叶片71和内环蜡模72拼装定位以成型涡轮盘蜡模的涡轮盘蜡模拼装成型夹具;接着,采用蜡模叶片成型模具成型出蜡模叶片71,再采用内环蜡模成型装置成型出内环蜡模72,最后采用涡轮盘蜡模拼装成型夹具将蜡模叶片71和内环蜡模72拼装定位,然后将两者浇筑连接以成型出涡轮盘蜡模;最后,使用涡轮盘蜡模并采用熔模铸造方法成型出涡轮盘。
45.采用本发明的涡轮盘定位成型及测量方法成型涡轮盘时,由于是首先采用蜡模叶片成型模具单个成型蜡模叶片71,及采用内环蜡模成型装置单独成型内环蜡模72,然后再采用涡轮盘蜡模拼装成型夹具将蜡模叶片71和内环蜡模72拼装定位后再成型出涡轮盘蜡模,故而相比现有仅通过一副模具成型整个涡轮盘蜡模的蜡模模具,本发明的定位成型方法可大大降低蜡模成型模具的设计难度,使蜡模成型模具结构更简单、操作难度更小,且更容易制备,制备周期短、制造成本较低;由于蜡模叶片71通过同一蜡模叶片成型模具单个制备成型,故而压型后蜡模分型线少,单个蜡模叶片71成型质量高,易于修理,修理过程中不易导致型面修坏和尺寸超差,且由于叶片盘的所有蜡模叶片71由同一蜡模叶片成型模具制备成型,故而能保证叶片型面尺寸的一致性,杜绝复杂模具整体成型的叶身尺寸不一致性,进而使制备出的涡轮盘动平衡测试更容易合格,涡轮盘整体质量好。
46.可选地,本发明定位成型方法中,由于采用蜡模拆分后再拼装的方式来成型涡轮盘蜡模,然而在采用软件将涡轮盘拆分为单个的单悬臂叶片后,发现单悬臂叶片只有内缘板能进行定位,而该涡轮盘零件对叶身型面要求高,蜡模叶片71不能使用刚性结构对叶身进行定位,因刚性结构与叶身点接触受力定位会导致蜡模叶片71损坏,因此,想要单悬臂叶片蜡模再组合成整体叶盘时没有可用来定位成型的基准。通过对单个单悬臂叶片的结构分析发现:单悬臂叶片可通过其内缘板的内壁面支靠在拼装夹具的圆柱面上进而限制其中心位置,但不能有效的限制角向位置,另外单悬臂叶片叶身为异形曲面结构,且叶身的尺寸精度要求为
±
0.05mm,不能很好的进行定位,且因叶身支靠可能导致叶身被压坏及变形。经过以上分析,只能额外设计定位,如图13所示,在蜡模叶片71缘板的内壁面上设置内凹且平行壁面贯穿的圆柱槽711,及在叶尖端设置外凸的定位柱712以对蜡模叶片71进行定位,再通过涡轮盘蜡模拼装成型夹具上与圆柱槽711对应的圆柱销,及与定位柱712顶抵的顶针等结构,及可实现单个单悬臂叶片的精确定位,从而在拼装成型夹具上实现拆分的31个单悬臂蜡模叶片的整体拼装。
47.进一步地,本技术发明人经过对图纸的详细分析后还发现:要想保证涡轮盘叶片的尺寸精度,除了需要合理的设计单个蜡模叶片71的拼装定位点和拼装成型夹具外,还需对涡轮盘上叶片的叶型进行精准、快速的计量。本技术发明人经过长期的探索和试验后得出:在定位柱712的端部设置内凹的定位锥孔,且使定位锥孔的轴线沿蜡模叶片71的积叠轴
延伸,从而在单个蜡模叶片71的积叠轴进行一个指向中心的定位,该定位结构的设计不仅可以用来成型整体涡轮盘,还可以用于三坐标计量时通过找出该定位柱712的中心线,即积叠轴就能快速实现叶片叶型的检测,进而提高涡轮盘叶型的计量效率和精度,最终提高涡轮盘的成型质量。
48.可选地,完成步骤s30后,且在进行步骤s50之前,还包括步骤s40:对涡轮盘蜡模叶尖上的定位柱端部的定位锥孔进行填补,以便后续成型出的涡轮盘的顺畅出模。
49.可选地,实际操作时,每个涡轮盘零件均要求检测叶片型面尺寸,没有该定位柱的涡轮盘零件需要通过复杂的计算才能通过三坐标找到叶片的积叠轴,而且易受型面尺寸的影响导致找准的积叠轴与实际有偏差,进而降低计量结果的准确性,而通过在涡轮盘蜡模上设置定位柱后,只需要找到涡轮盘叶尖定位柱的中线即是该叶片的积叠轴,找出该轴线后再通过图纸给定的需测量叶片的型面高度(零件中心点沿积叠轴的高度值),采用三坐标计量仪即可完成叶片型面高度的计量,判断涡轮盘叶片是否合格。
50.可选地,步骤s60之后,还包括步骤s70:将型面高度合格的涡轮盘叶尖上的定位柱切除,形成完整的涡轮盘零件。
51.可选地,相比直接成型出内环蜡模72导致蜡模变形量大、修复难度大,进而难以满足设计要求,本发明步骤s20中,内环蜡模成型装置包括用于成型内环冷蜡芯73的内环冷蜡芯成型模具,及采用内环冷蜡芯73成型内环蜡模72的内环蜡模成型模具。实际操作时,首先通过本发明的内环冷蜡芯成型模具成型出符合设计要求的内环冷蜡芯73,然后再使用该内环冷蜡芯73并采用内环蜡模成型模具成型出内环蜡模72,由于内环冷蜡芯73的尺寸和厚度相比内环蜡模72的尺寸和厚度小很多,故而成型出的内环冷蜡芯73不易收缩变形,内环冷蜡芯73成型质量好。
52.可选地,蜡模叶片成型模具采用现有蜡模叶片成型模具并增加用于成型圆柱槽711的成型柱,及用于成型定位柱712的定位槽后形成。
53.可选地,如图1-图4所示,内环冷蜡芯成型模具包括下模80,下模80的顶端朝下内凹形成下模腔801,下模80的顶端还连接有上模盖90,上模盖90的底端朝上内凹形成上模腔901,上模腔901和下模腔801配合作用形成用于成型内环冷蜡芯73的成型腔,且成型腔连通有用于将外部熔融的成型液导入成型腔的注蜡管100;下模80内设有上下滑动设置的顶模机构110,顶模机构110用于在外力作用下上移,以将成型出的内环冷蜡芯73向上顶出下模腔801出模。
54.本发明的内环冷蜡芯成型模具工作时,首先将上模盖90固定连接至下模80的顶端,然后再通过注蜡管100将外部熔融的蜡液注入上模盖90和下模80之间的成型腔中,待蜡液在成型腔中冷却成型为内环冷蜡芯73后,将上模盖90由下模80上移除,接着施力顶模机构110,使顶模机构110在下模80内平稳上移,顶模机构110上移过程中,其部分结构将穿过下模80并伸入成型腔中,当顶模机构110再继续上移过程中,其部分结构将成型出的内环冷蜡芯73向上顶出下模腔801,从而实现内环冷蜡芯73的出模。
55.采用本发明的内环冷蜡芯成型模具时,通过上模腔901和下模腔801的配合作用,可成型出符合设计要求的内环冷蜡芯73,内环冷蜡芯73的成型质量高,且通过顶模机构110的顶模作用,可使成型出的内环冷蜡芯73轻松出模,出模操作简单、出模效率高,且蜡模出模质量好;另一方面,相比直接成型出内环蜡模导致蜡模变形量大、修复难度大,进而难以
满足设计要求,本发明中,首先通过本发明的成型模具成型出符合设计要求的内环冷蜡芯73,然后再通过该内环冷蜡芯73成型出内环蜡模,由于内环冷蜡芯73的尺寸和厚度相比内环蜡模的尺寸和厚度小很多,故而成型出的内环冷蜡芯73不易收缩变形,内环冷蜡芯73成型质量好,进一步地,采用本发明的成型模具成型出的内环冷蜡芯73的质量更高,进而可有效提高内环蜡模的成型质量,使其满足设计要求,最终提高涡轮盘蜡模整体的成型质量,使通过该涡轮盘蜡模能够成型出符合设计要求的涡轮盘。
56.可选地,如图4和图5所示,成型腔包括用于成型内环冷蜡芯73主体结构731的主体成型腔、用于成型出主体结构731上下表面、上下端面及外环面上设置的定位锥732的锥体成型腔、用于成型出贯穿主体结构731上下表面的连通孔733的连接柱。锥体成型腔由对应的上模腔901和下模腔801内凹延伸形成。连接柱连接于对应的下模腔801和上模腔901中。结合图2所示,内环冷蜡芯73包括主体结构731,主体结构731的上表面、下表面、上端面、下端面及外环面上各均布有定位锥732,定位锥732用于定位内环冷蜡芯73和成型于其外表面上的内环壳体之间的位置,内环冷蜡芯73和内环壳体构成内环蜡模;主体结构731上还设有多个均布设置且贯穿主体结构731上下表面的连通孔733,连通孔733用于在内环壳体压型后保证内环冷蜡芯73的上下表面有蜡连接,从而避免内环冷蜡芯73与内环壳体脱离而导致的尺寸变化。本发明中,通过设置主体成型腔、锥体成型腔及连接柱,可有效成型出符合设计要求的内环冷蜡芯73,以便后续内环蜡模的成型。
57.本可选方案中,如图4和图5所示,上模盖90和下模80贴合的贴合面为内环冷蜡芯73的分型面,以便内环冷蜡芯73轻松、高质量地出模。用于成型出主体结构731外环面上的定位锥732的锥体成型腔对称布设于分型面上,从而便于移除上模盖90后出模。各连接柱包括与上模腔901的壁面固定的上柱体,及与下模腔801的壁面固定的下柱体,且上柱体的长度小于下柱体的长度,从而保证移除上模盖90时不带动内环冷蜡芯73,一方面保证上模盖90的顺畅移除,另一方面保证内环冷蜡芯73的出模质量。
58.可选地,如图4所示,注蜡管100水平设置,其注蜡端由成型模具外沿分型面伸入成型腔;相比顶注式和底柱式,由于注蜡管100水平设置且由成型模具外沿分型面伸入成型腔形成侧注式,便于操作人员观测压铸机的注蜡嘴是否与注蜡管100的注蜡口对接,从而提高注蜡效率。
59.可选地,如图4和图5所示,下模80包括下模座81和底模柱82。下模座81内设有连通其相对两个侧壁的安装空腔802,底模柱82安装于安装空腔802内,且顶端顶抵安装空腔802的顶部,下模腔801穿设安装空腔802的顶部后向下延伸入底模柱82中;本发明中,下模腔801分设于下模座81和底模柱82上,从而便于下模腔801的加工,提高下模腔801的加工质量和加工效率,另一方面,便于内环冷蜡芯73顺畅出模,也便于轻松清理、修复下模腔801。顶模机构110位于安装空腔802中,且套装于底模柱82的外圆上,以用于在外力作用下上移后部分穿设安装空腔802的顶端并伸入下模腔801中。
60.本可选方案中,如图4和图5所示,下模座81包括底板811、相对间隔支设于底板811上的两块立板812、连接于两块立板812顶端的下模块813。底板811、两块立板812及下模块813之间的间隙形成安装空腔802。底模柱82固定于底板811上,且顶端顶抵下模块813,并下模腔801穿设下模块813后由底模柱82的顶端伸入底模柱82。顶模机构110滑动装设于底模柱82的外圆上,且两端分别由两块立板812之间的间隙向外伸出下模座81。下模座81结构简
单、容易加工制备,且顶模机构110安装、拆卸简单。
61.进一步地,下模座81还包括用于对下模块813的安装进行定位的定位柱,及用于对上模盖90的安装进行定位导向的导向柱。定位柱竖直设置且支设于两块立板812的顶端,以用于向上插入下模块813底端开设的定位孔中;通过设置配合作用的定位柱和定位孔,从而对下模块813的安装进行定位,提高下模块813的装拆效率,同时提高下模块813的安装精度,进而提高内环冷蜡芯73的成型质量。导向柱竖直设置且支设于下模块813的顶端,以用于向上插入上模盖90底端开设的导向孔中;通过设置配合作用的导向柱和导向孔,从而对上模盖90的安装进行定位,提高上模盖90的装拆效率,同时提高上模盖90的安装精度,进而提高内环冷蜡芯73的成型质量。
62.可选地,如图3所示,上模盖90的上表面还设有内凹延伸的减重槽902,以便于上模盖90的搬移,降低工作人员的劳动强度。
63.可选地,如图4和图5所示,顶模机构110包括套装于底模柱82外圆上的顶模板组111,及竖直支设于顶模板组111上的多根顶模柱112。顶模板组111支设于底板811上,且两端分别由两块立板812之间的间隙向外伸出下模座81,以便工作人员施力抬升顶模板组111上移。顶模柱112用于在顶模板组111上移过程中穿设下模块813并伸入下模腔801中。出模时,工作人员施力抬升顶模板组111,顶模板组111带动多根顶模柱112同步上移,顶模柱112上移过程中穿设上方的下模块813后伸入下模腔801中顶抵内环冷蜡芯73,顶模板组111继续上移过程中,顶模柱112上顶内环冷蜡芯73出模。
64.本可选方案中,如图4和图5所示,顶模板组111包括上下依次叠放设置的起模板和固定板。多根顶模柱112沿下模腔801的周向均匀间隔设置,且各顶模柱112的底端支设于固定板上,其相对的顶端向上穿设起模板后伸入下模块813中。本可选方案中,多根顶模柱112沿下模腔801的周向均匀间隔设置,以便内环冷蜡芯73均匀受力出模,从而提高内环冷蜡芯73的出模质量和出模效率;顶模板组111的该种结构设置,便于顶模柱112快速安装和拆卸,进而提高成型效率。
65.本优选方案中,顶模机构110还包括用于使上移的顶模板组111受力回位的回位杆113,回位杆竖直支设于顶模板组111上,其上端穿设下模块813后用于与上模盖90顶抵。顶模机构110未移动顶模时,其支设于底板811上,这时,回位杆穿设下模块813后延伸至与下模块813的顶端齐平;顶模机构110顶模过程中,回位杆同步上移穿设下模块813后向上延伸;顶模结束后,将上模盖90重合盖合至下模80的上端时,上模盖90下压回位杆使顶模机构110向下回退,上模盖90盖合至下模80上后,回位杆回退至下模块813内且顶端与下模块813的顶端齐平。
66.可选地,如图1、图6-图9所示,内环蜡模成型模具包括上下相对设置的上模体10和下模体20、设置于下模体20内的活块组30、起安装支撑作用的基座40、顶出回位机构50及凸轮顶模机构60;上模体10支盖于下模体20上,下模体20支设于基座40上,内环冷蜡芯73定位支设于活块组30中,且下模体20、活块组30、内环冷蜡芯73及上模体10配合作用成型内环蜡模72;基座40内设有安装腔401,凸轮顶模机构60转动装设于基座40上,顶出回位机构50上下滑动装设于安装腔401内,且支撑于凸轮顶模机构60上,以用于在凸轮顶模机构60转动时将顶出回位机构50向上抵顶,进而使顶出回位机构50穿出下模体20后将活块组30向上抵顶出模,顶出回位机构50还用于在出模后自动回位,或在上模体10盖合至下模体20上时受上
模体10顶压作用回位。
67.采用本发明的内环蜡模成型模具成型内环蜡模72时,首先将活块组30定位于下模体20中,然后再将内环冷蜡芯73定位支设于活块组30中,最后固定上模体10后,即可灌注浇筑液成型出内环蜡模72;出模时,首先转动凸轮顶模机构60,凸轮顶模机构60转动过程中推动顶出回位机构50在安装腔401中上移,顶出回位机构50上移过程中,穿设下模体20后向上顶抵活块组30,活块组30受顶抵力后上移,将成型出的内环蜡模72向上顶出下模体20,从而实现内环蜡模72的出模;当内环蜡模72出模后,顶出回位机构50自动回位,或在上模体10盖合至下模体20上时受上模体10顶压作用回位,从而实现内环蜡模72的出模和模具的自动回位。采用本发明的内环蜡模成型模具时,可轻松、顺利将成型出的内环蜡模72取出,取模操作简单、省时省力,出模效率高,且出模过程中内环蜡模72不发生任何变形或损坏,零件出模质量好。
68.可选地,如图8所示,上模体10包括上盖11、连接于上盖11的下表面且呈中空框型的上锁紧框12、连接于上盖11的下表面且位于上锁紧框12内的成型上模13。下模体20包括中空框型的下锁紧框21、固定于下锁紧框21内且与成型上模13相对设置的成型下模22、连接于下锁紧框21底端的成型底模23,活块组30装设于成型下模22中且支设于成型底模23上,并上锁紧框12、成型上模13、下锁紧框21、成型下模22、成型底模23及活块组30围设出用于成型内环蜡模72的成型腔。本可选方案中,如图6和图8所示,上锁紧框12和成型上模13配合作用成型出内环蜡模72上平面以上的部分结构;下锁紧框21、成型下模22、成型底模23及活块组30配合作用成型出内环蜡模72上平面以下的部分结构,从而从内环蜡模72的上平面处上下分型。
69.可选地,如图8所示,基座40包括安装底板41,及连接于安装底板41上的下安装框42。下安装框42为上下两端连通的中空框型结构,其内腔形成安装腔401,下锁紧框21固定于下安装框42的顶端,且成型底模23由下安装框42的顶端伸入下安装框42内。凸轮顶模机构60转动装设于安装底板41上,顶出回位机构50位于下安装框42内且支设于凸轮顶模机构60上。
70.本可选方案中,如图8所示,顶出回位机构50包括安装板组51、竖直装设于安装板组51上的顶模杆52和弹性回位件53。安装板组51支设于凸轮顶模机构60上。顶模杆52的上端上下滑动穿设于成型底模23中,以用于在安装板组51上移后伸出成型底模23以顶抵活块组30。弹性回位件53的上端弹性顶抵下锁紧框21。出模时,凸轮顶模机构60转动,转动过程中安装板组51受顶抵力上移,从而带动顶模杆52和弹性回位件53同步上移,顶模杆52上移过程中穿出成型底模23后顶抵活块组30,活块组30受力后推动内环蜡模72同步上移,最终将内环蜡模72顶出下模体20,实现内环蜡模72的出模;弹性回位件53上移后弹性顶抵下锁紧框21,当内环蜡模72出模后,安装板组51将在自重和下锁紧框21通过弹性回位件53施加的反力作用下下移,从而自动回复至初始位置,以待下一轮压型。
71.本可选方案的具体实施例中,如图8所示,活块组30包括两块相对设置的活块。顶模杆52的数量与活块的数量相对应且依次间隔布设,并各顶模杆52的底端可拆卸式连接于安装板组51上。顶模杆52的数量与活块的数量相对应,从而通过活块组30稳定出模,进一步防止零件出模过程中变形或损坏。
72.本可选方案中,如图8和图9所示,弹性回位件53包括竖直设置的安装杆531,及套
装于安装杆531外圆上的回位弹簧532。安装杆531的下端与安装板组51可拆卸式连接,其相对的上端伸入下锁紧框21。回位弹簧532的下端支设于安装板组51上,其相对的上端弹性顶抵下锁紧框21。出模过程中,安装杆531上穿下锁紧框21,而回位弹簧532顶抵下锁紧框21的底端压缩,待零件出模完成后,回位弹簧532蓄积的弹性力释放,反向推动安装板组51下移,从而实现顶出回位机构50的自动回位。本可选方案的具体实施例中,如图9所示,弹性回位件53的数量为多组,且沿安装板组51的周向均匀间隔布设,从而使顶出回位机构50稳定回位,防止出现“卡死”现象。
73.优选地,如图9所示,安装杆531的上端穿设下锁紧框21后向上延伸至与下锁紧框21的顶端齐平。当回位弹簧532蓄积的弹性力不足以反向推动安装板组51回位时,由于安装杆531的上端穿设下锁紧框21后向上延伸至与下锁紧框21的顶端齐平,故而盖合上模体10时,上模体10的下端将顶抵由于上移后伸出下锁紧框21的安装杆531,使安装杆531受上模体10下压作用而反向推动安装板组51下移,从而实现顶出回位机构50的自动回位。
74.本可选方案中,如图8所示,安装板组51包括下安装板511及支设于下安装板511上的上安装板512。顶模杆52和弹性回位件53两者的底端分别支设于下安装板511上,且分别穿设上安装板512后向上延伸。安装板组51的该种结构设置方式,使顶模杆52和弹性回位件53分别与安装板组51可拆卸式连接,安装、拆卸简单,且容易加工。
75.可选地,如图8所示,凸轮顶模机构60包括转动支设于安装底板41上的安装横杆61、固定装设于安装横杆61外圆上的顶抵凸轮62、连接于安装横杆61端部的驱动柄63。顶抵凸轮62由下安装框42的底端伸入下安装框42内,且安装板组51支设于顶抵凸轮62上。驱动柄63位于下安装框42外。出模时,握持驱动柄63带动安装横杆61转动,安装横杆61转动时其上顶抵凸轮62顶抵安装板组51,使安装板组51上移,从而实现内环蜡模72的出模。
76.本可选方案中,如图8和图9所示,安装底板41与下安装框42的连接处设有用于安装安装横杆61的安装通道402,下安装板511上设有与安装通道402垂直连通的安装口403。安装横杆61沿安装通道402的轴向转动装设于安装通道402中,且两端分别延伸出下安装框42。顶抵凸轮62位于安装口403中。
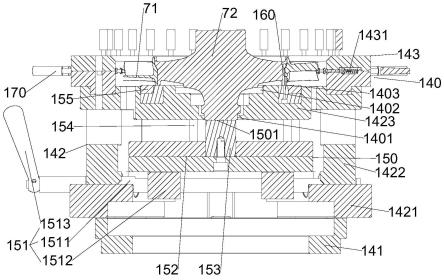
77.可选地,如图1、图10-图12所示,涡轮盘蜡模拼装成型夹具包括中空筒状的安装座总成140,安装座总成140的内腔中设有上下滑动设置的起模机构150,起模机构150的顶端设有用于支撑内环蜡模72的支撑平面1501,安装座总成140的上端设有用于周向支撑由蜡模叶片71围设形成的叶片盘的支撑环面1403;安装座总成140的上端设有连通其内腔的第一定位孔1401,以对竖直支设于支撑平面1501上的内环蜡模72定位,安装座总成140的上端还设有竖向设置且沿周向均匀间隔布设的定位销160,及横向设置且沿周向均匀间隔布设的弹性顶针170,定位销160、弹性顶针170及蜡模叶片71三者一一对应设置,且定位销160和弹性顶针170分设于对应的蜡模叶片71的两端;定位销160用于与通过缘板支设于支撑环面1403上的蜡模叶片71缘板内壁面上开设的圆柱槽配合,以对蜡模叶片71沿中心限位,弹性顶针170用于与蜡模叶片71叶尖端设置的定位柱顶抵,以对蜡模叶片71沿角向定位。
78.采用本发明的涡轮盘蜡模拼装成型夹具,拼装定位蜡模叶片71和内环蜡模72时,如图11所示,内环蜡模72竖直支设于起模机构150顶端的支撑平面1501上,且通过安装座总成140上开设的第一定位孔1401沿中心进行定位;同样的,蜡模叶片71通过其缘板支撑于安装座总成140上端的支撑环面1403上,且通过其内侧对应设置的定位销160与其缘板内壁面
上开设的圆柱槽的配合,沿中心限位,同时还通过其外侧对应设置的弹性顶针170与其叶尖端设置的定位柱的顶抵,沿角向定位,从而实现单个蜡模叶片71的支撑和定位,进而实现多个蜡模叶片71沿周向拼装形成叶片盘,实现叶片盘与内环蜡模72的拼装定位;待叶片盘与内环蜡模72通过浇筑连接形成涡轮盘蜡模后,外力驱动起模机构150在安装座总成140的内腔中上移,进而通过起模机构150将涡轮盘蜡模向上顶起,实现涡轮盘蜡模的顺利出模。
79.使用本发明的涡轮盘蜡模拼装成型夹具前,由于已通过相应的蜡模叶片模具成型出单个的蜡模叶片71,且通过相应的内环蜡模模具成型出内环蜡模72,本发明的涡轮盘蜡模拼装成型夹具仅用于使单个的蜡模叶片71拼装形成叶片盘,同时使叶片盘与内环蜡模72拼装定位,故而相比通过一副模具成型整个涡轮盘蜡模的蜡模模具,本发明的涡轮盘蜡模拼装成型夹具结构简单、操作难度小,且模具制造成本较低、模具制备周期短,并起模机构的设置,使浇筑成型出的涡轮盘蜡模容易出模,出模简单、涡轮盘蜡模出模质量高;由于蜡模叶片71通过相应的蜡模叶片模具单个制备成型,故而压型后蜡模分型线少,单个蜡模叶片71成型质量高,易于修理,修理过程中不易导致型面修坏和尺寸超差,且由于叶片盘的所有蜡模叶片71由同一蜡模叶片模具制备成型,故而制备出的涡轮盘动平衡测试容易合格,涡轮盘整体质量好。
80.可选地,如图10和图11所示,安装座总成140包括起安装支撑作用的安装底座141、支设于安装底座141的顶端且周向转动设置的安装基座142、用于安装弹性顶针170的上环座143。安装基座142呈下端开口、上端设有端面的中空筒状,起模机构150上下滑动设置于安装基座142的内腔中,第一定位孔1401贯穿上端面设置,定位销160竖直固定于上端面的上表面上。上环座143呈环形,同轴连接于安装基座142的顶端,弹性顶针170由上环座143的外环面水平穿设上环座143的壁面后伸入上环座143的内腔中。安装座总成140的该结构设置,一方面便于其加工和制备,另一方面便于起模机构150、定位销160及弹性顶针170的安装和设置;另外,由于安装基座142相对安装底座141周向转动设置,故而施力安装基座142即可相应带动定位销160和弹性顶针170同步转动,从而操作者只需在某一固定工位,即可实现整圈叶片盘中各蜡模叶片71的安装和定位,进而降低叶片盘拼装定位难度及工人的劳动强度,提高蜡模叶片拼装效率和拼装质量。
81.本可选方案中,如图11和图12所示,上环座143的外环面设有垂直贯穿壁面的安装通孔1431,安装通孔1431中设有沿轴向依次设置且朝中心分别凸出的第一限位台阶和第二限位台阶,并第二限位台阶靠近其内侧。弹性顶针170包括穿设安装通孔1431设置的顶针杆171,及装设于顶针杆171外圆上的施力弹簧172。顶针杆171的外圆上具有外凸且位于第一限位台阶和第二限位台阶之间的限位凸缘,施力弹簧172的两端分别顶抵第一限位台阶和限位凸缘。本可选方案中,由于施力弹簧172的两端分别顶抵第一限位台阶和限位凸缘,且限位凸缘位于第一限位台阶和第二限位台阶之间,故而顶针杆171在施力弹簧172的作用下,具有沿轴向且朝向蜡模叶片71叶尖端的弹性作用力,将蜡模叶片71朝定位销160顶紧,从而通过定位销160和对应的弹性顶针170将蜡模叶片71顶紧。本可选方案的优选实施例中,蜡模叶片71上的定位柱沿蜡模叶片71的积叠轴方向延伸,故而顶针杆171在施力弹簧172的作用下,沿蜡模叶片71积叠轴方向将蜡模叶片顶紧,从而提高蜡模叶片顶紧后的稳定性,有效防止蜡模叶片松动或绕积叠轴转动。
82.进一步地,如图12所示,上环座143包括上下剖分设置的上半环座和下半环座,安
装通孔1431对称设置于上半环座和下半环座之间,从而提高安装通孔1431的加工质量,并有效降低弹性顶针170的安装难度。上半环座的外环面上设有内凹且连通安装通孔1431的限位缺口1432,下半环座的外环面上设有内凹且沿周线延伸并端部连通安装通孔1431的限位弧槽。弹性顶针170还包括垂直连接于顶针杆171外圆上的限位杆173,限位杆173在弹性顶针170顶抵蜡模叶片71时限位于限位缺口1432中,进而限制顶针杆171在施力弹簧172的作用下,伸入上环座143内腔中的长度及顶抵作用力的大小,且限位杆173在蜡模叶片71装夹过程中限位于限位弧槽中,以便蜡模叶片71顺利装入对应的定位销160和弹性顶针170之间。
83.更进一步地,本发明的弹性顶针170还包括对应各顶针杆171设置的锁紧杆174,锁紧杆174竖直设置且螺纹装设于上半环座中,且底端顶抵对应的顶针杆,以用于顶紧顶针杆,进而防止顶针杆受力转动,最终提高蜡模叶片71的定位装夹质量。
84.本可选方案中,如图11所示,安装基座142包括中空环状的下环座1421、中空筒状的中筒座1422及形成安装基座142上端面的上盖座1423。下环座1421转动支设于安装底座141的顶端,中筒座1422固定支设于下环座1421的顶端,起模机构150上下滑动设置于中筒座1422内。本可选方案的具体实施例中,下环座1421与安装底座141之间装设有滚珠,以使下环座可相对安装底座转动。上盖座1423固定支设于中筒座1422的顶端,上环座143固定支设于上盖座1423的顶端,第一定位孔1401贯穿上盖座1423设置,定位销160支设于上盖座1423的顶端。
85.进一步地,如图12所示,安装基座142还包括中空环状的定位环座1424。上盖座1423的上端还设有内凹且与第一定位孔1401同轴设置的第二定位孔1402,第二定位孔1402的内径大于第一定位孔1401的内径。定位环座1424定位于第二定位孔1402中,定位环座1424的外环面上对应各定位销160处设有用于容置定位销160的内柱槽,定位环座1424用于与定位销160配合以使蜡模叶片71拼装形成叶片盘。本可选方案中,通过设置定位环座1424,进而通过定位环座1424顶抵蜡模叶片71,同时通过定位环座外环面上设置的内柱槽与定位销160的配合作用,进而有效防止蜡模叶片朝中心移动,及绕定位销160的偏转,最终提高蜡模叶片71的定位装夹质量;操作时,首先将定位环座安装定位于第二定位孔中,然后再转动并依次装夹各蜡模叶片,待所有蜡模叶片装夹形成叶片盘后,再向上提出定位环座,并将浇筑成型的内环蜡模72装夹定位于第一定位孔1401中,使内环蜡模72与叶片盘拼装定位,最后再浇筑成型出涡轮盘蜡模。
86.本可选方案的优选实施例中,如图11所示,第二定位孔1402的内环面包括呈环形的圆环面,及与圆环面相连且呈直线的直线面。定位环座1424的外环面与第二定位孔1402的内环面配合设置,以对定位环座1424沿周向定位,进而有效防止定位环座1424沿周向转动,最终提高蜡模叶片的定位装夹质量。
87.可选地,如图11所示,起模机构150包括凸轮起模构件151、滑移板组152、竖直支设于滑移板组152上的起模柱153和起模杆154、起模环155。凸轮起模构件151由安装基座142外穿设安装基座142的壁面后伸入安装基座142的内腔中。滑移板组152支设于凸轮起模构件151上,以在凸轮起模构件151转动过程中在安装基座142内上下滑移。起模柱153对应第一定位孔1401设置,并其顶端形成支撑平面1501,且支撑平面1501上涂覆有粘结蜡,以与内环蜡模72粘结,进而有效防止内环蜡模72周向转动,提高内环蜡模的安装定位质量。上盖座
1423的顶端还设有内凹且呈环形的安装环槽,起模环155呈环形且上下滑动装设于安装环槽中,起模杆154上穿上盖座1423后连接起模环155。出模时,凸轮起模构件151转动,转动过程中滑移板组152受顶抵力上移,从而带动起模柱153和起模杆154同步上移,起模柱153上移过程中将涡轮盘蜡模的内环蜡模72向上顶出第一定位孔,同时起模杆154上移过程中上穿上盖座后顶抵起模环155,将起模环155向上顶出安装环槽,从而同步将涡轮盘蜡模的叶片盘向上顶出,最终实现涡轮盘蜡模的出模。本可选方案中,起模杆154的数量一一对应蜡模叶片设置,从而提高叶片盘出模的均匀性,最终提高涡轮盘蜡模的出模质量,减少涡轮盘蜡模出模过程中的损伤。
88.本可选方案中,如图11所示,凸轮起模构件151包括转动支设于下环座1421上的驱动横杆1511、固定装设于驱动横杆1511外圆上的起模凸轮1512、连接于驱动横杆1511外端部的操作柄1513。起模凸轮1512位于安装基座142的内腔中,且滑移板组152支设于起模凸轮1512上。操作柄1513位于安装基座142外。出模时,握持操作柄1513带动驱动横杆1511转动,驱动横杆1511转动时其上起模凸轮1512顶抵滑移板组152,使滑移板组152上移,从而实现涡轮盘蜡模的顺畅出模。
89.本可选方案中,如图11所示,滑移板组152包括下滑板及支设于下滑板上的上滑板。起模杆154和起模柱153两者的底端分别支设于下滑板上,且两者的上端分别穿设上滑板后向上延伸。滑移板组152的该种结构设置方式,使起模柱153和起模杆154分别与滑移板组152可拆卸式连接,安装、拆卸简单,且容易加工。
90.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1