一种高温超声喷丸加工装置与加工方法
1.本发明涉及材料加工技术领域,具体涉及一种高温超声喷丸加工装置与加工方法。
背景技术:
2.理论研究和实践表明,在构件表面引入一个压应力场可以有效的抑制微裂纹的萌生和扩展,大幅提高构件的疲劳寿命。喷丸处理是工业中最常用的一种在工件表面获得压应力,提高工件疲劳寿命的方法,然而实际工程应用中常规喷丸设备体积巨大,处理的工件应力深度低,变形程度小,且撞击后易破碎的丸体收集困难,产生大量污染。
3.超声喷丸是一种新兴的表面处理技术,能使金属表面产生更深的残余压应力层,使金属零件的强度、耐腐蚀性和疲劳寿命得到明显提高。超声喷丸可以精确成形金属板料,并使成形表面具有抵抗疲劳和裂纹侵蚀的残余压应力,实现较厚板材的成形且成形曲率大。该方法具有操作简便易控制,成形的材料综合性能较其他喷丸效果好,环保无污染等优点。
4.目前,航空领域常用大型蒙皮、壁板、框、梁等零件均在室温下进行喷丸处理,会产生明显的室温脆性,拉伸过程中延伸率不足3%即会断裂,受弹丸撞击容易在表面产生众多微裂纹缺陷,甚至导致构件的断裂。高温下,铝合金等金属产生优良的延展性与强度、韧性,适合进行超声喷丸处理,改善残余压应力分布和结构成形校形。
5.检索现有的相关专利发现,申请号为201210506593.x公开的一种高温喷丸的试验装置及方法,利用装置可以实现合金轴类试样在旋转状态下进行高温喷丸处理,借助温度测量系统可以随时标定加工温度。但该装置利用到的空气压缩系统、高压空气加热枪较为复杂,不适宜大规模推广应用。同时该方法采用传统弹丸式喷丸处理材料,加工效率低,效果较差,所耗时间长。
技术实现要素:
6.本发明所要解决的技术问题是针对背景技术的缺陷,通过一种高温超声喷丸加工装置与加工方法,以使超声喷丸处理和高温材料变性相耦合,实现了工件更深的残余压应力深度和更强的抗腐蚀抗疲劳性能,具有装置简单、绿色无污染、操作简便和高效稳定等特点,可以有效抑制疲劳裂纹的萌生。表面残余压应力和内部粗晶结构降低了裂纹的扩展速率,从而有效增强工件的表面形性。
7.本发明为解决上述技术问题采用以下技术方案:
8.一种高温超声喷丸加工装置,包括超声波发生器、超声喷丸枪、加热室、电阻丝、撞针、超声喷丸枪固定装置,其中:
9.加热室,提供工作空间与环境保护气;
10.所述加热室中有定位螺纹孔、滑槽、工作台和旋转手轮;定位螺纹孔可用于安装超声喷丸枪固定装置;所述滑槽上内设有工作台,所述工作台用来放置工件,且工作台和齿条
为一体,所述齿条与齿轮相啮合,所述齿轮和旋转手轮相连接,所述旋转手轮的驱动工作台在滑槽上移动;
11.电阻丝,采用电阻率大电阻环形盘绕于加热室内壁,可以快速加热环境温度;
12.超声喷丸枪,对工件进行高频冲击,进而实现对工件的形性改造;所述超声喷丸枪主体由枪体和碰头组成,其中所述碰头位于超声喷丸枪的前端;
13.撞针,所述撞针分布在碰头上,喷丸过程输出端,与材料进行直接碰撞,引起残余应力重新分布并提高金属变形能力;
14.超声波发生器,为超声喷丸枪提供高频超声信号,驱动超声喷丸枪工作;
15.超声喷丸枪固定装置,将超声喷丸枪固定在加热室中;
16.所述超声喷丸枪固定装置由卡套、螺柱和螺母组成,所述卡套和超声喷丸枪连接,所述螺柱固定在加热室的定位螺纹孔上,所述卡套通过螺母和螺柱紧固在一起,通过调节螺母的位置调节超声喷丸枪的位置;
17.所述超声波发生器上设有电源开关、频率电位器、功率电位器和接地线。
18.优选的,所述加热室内工作台可通过齿轮齿条的啮合作用在旋转手轮的作用下驱动。
19.优选的,所述加热室设有控制气体通入的开关,加工时的保护气可以保护工件高温时不发生氧化反应。
20.一种高温超声喷丸加工方法,适用于上述所述的一种高温超声喷丸加工装置,具体步骤如下:
21.步骤一:利用超声喷丸枪固定装置将超声喷丸枪固定在加热室中,同时将工件放置在工作台上,调整好超声喷丸枪和工件之间的距离;
22.步骤二:将超声喷丸枪电源线和超声波发生器连接好;
23.步骤三:由加热室充气口冲入保护气,一方面排除原装置内空气,一方面作为加热介质传递加工温度;
24.步骤四:打开电阻丝加热开关,调整预设温度于理想加工温度,完成喷丸前准备工作;
25.步骤五:开启超声波发生器上的电源开关,等待超声喷丸枪末端撞针规律振动,此时超声喷丸枪处于正常工作;
26.步骤六:旋转加热室上的旋转手轮,驱动工作台移动,从而使工件和超声喷丸枪之间产生相对移动,实现工件的全覆盖处理。
27.优选的,先加热使金属材料发生形性变化再进行超声喷丸处理。
28.优选的,所述超声喷丸枪固定,所述工作台带动工件移动。
29.优选的,所述保护气为氮气和氩气。
30.优选的,所述撞针振幅大小通过超声波发生器上的频率电位器和功率电位器进行控制。本发明采用以上技术方案与现有技术相比,具有以下有益效果:
31.1.本发明提出的一种高温超声喷丸加工装置与加工方法,通过高温下金属材料发生显著形性变化原理,能显著提高复合制造过程的制造效率和制造质量。
32.2.本发明提出的一种高温超声喷丸加工装置与加工方法,利用超声喷丸技术可以对工件表面进行强化、改善工件的表面形貌、提高工件的抗疲劳性能等。
33.3.本发明提出的一种高温超声喷丸加工装置与加工方法,采用向装置中通入保护气方法,充气前排走空气,加热时传递温度,使工件升温,加工结束冷却后充空气,有效排除加热室内碎屑颗粒物。
34.4.本发明提供的一种高温超声喷丸加工装置与加工方法,结构设计合理、操作简单、适用性强、环保无污染、效率高。
附图说明
35.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
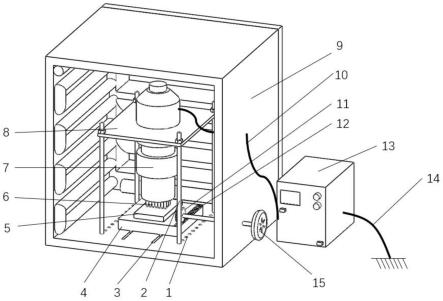
36.图1是本发明高温超声喷丸加工装置结构示意图;
37.图2是本发明高温超声喷丸加工装置中电路连接示意图;
38.图3-1~图3-5是高温超声喷丸加工对工件表面微小裂缝的加工过程以及加工效果示意图;
39.图4-1是高温超声喷丸加工前工件表面示意图,图中22为水珠a,此时表面形性较差,所以工件表面为亲水层;
40.图4-2是高温超声喷丸加工后工件表面示意图,图中23为水珠b,此时表面形性较加工前更好,所以表面为疏水层。
41.图中:定位螺纹孔1、螺柱2、滑槽3、工作台4、工件5、撞针6、超声喷丸枪7、固定装置8、加热室9、超声喷丸枪电源线10、齿轮11、齿条12、超声波发生器13、超声波发生器地线14、旋转手轮15、超声波发生器电源开关16、频率电位器17、功率电位器18。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.具体实施例:包括加热室9,所述加热室9底部设有定位螺纹孔1,所述定位螺纹孔1在加热室9底部分两列排布,所述定位螺纹孔1中间设有滑槽3,所述滑槽3上方设有工作台4,所述工作台4上放置有工件5,所述工件5上方设有超声喷丸枪7,所述超声喷丸枪7通过固定装置8悬置在工件5上方,所述固定装置8由螺柱2支撑,所述固定装置8由卡套、螺柱2和螺母组成,所述卡套和超声喷丸枪7连接,所述螺柱2固定在加热室9的定位螺纹孔1上,所述卡套通过螺母和螺柱2紧固在一起,调节螺母的位置调节超声喷丸枪7的位置,所述超声喷丸枪7靠近工件5的一端固接有撞针6;
44.所述工作台4一侧表面设有齿条11,所述齿条11与齿轮10配合,所述齿轮10通过转轴转动连接在加热室9内壁上,所述转轴穿过加热室9内部且远离齿轮10的一端固接有旋转手轮15;所述加热室9外侧设有超声波发生器12,所述超声波发生器12靠近加热器9的一端通过超声喷丸枪电源线10与加热室9内的超声喷丸枪7连接,所述超声波发生器12另一侧连
接有超声波发生器地线14;
45.所述超声波发生器12上设有电源开关16、频率电位器17和功率电位器18。
46.首先利用超声喷丸枪固定装置8的螺柱2将超声喷丸枪7固定在加热室9上的定位螺纹孔1上,同时将工件5放置在工作台4上并固定,调整好超声喷丸枪7和工件5之间的距离;然后将超声喷丸枪电源线10和超声波发生器13连接好;再打开加热室9的加热开关开始加温到合适温度,使超声喷丸枪7工作在所需的高温环境中;然后开启超声波发生器13上的超声波发生器电源开关16,使超声喷丸枪7工作;最后通过旋转加热室9上的旋转手轮15,驱动工作台4移动,从而使工件5和超声喷丸枪7之间产生相对移动,实现对工件5的全覆盖处理。
47.以上过程的具体原理如下,在高温环境下,工件5的表面内部会发回复以及再结晶过程,去除工件5的残余内应力,提高工件5的性能,同时超声波发生器13将超声信号提供给超声喷丸枪7,开启超声波发生器电源开关16后,会使撞针6产生高频振动,对工件5表面进行喷丸加工。从而可以实现高温超声喷丸加工处理。
48.对比实验前后工件5,未经加工处理时,如附图3-2所示,工件5上裂缝宽而深,而加工后附图3-5所示的工件5上裂缝变窄而浅;如附图4-1所示,工件5未经加工处理时,水珠a与工件表面的接触角小于90
°
且接触面大,表明工件5表面呈亲水性,而加工处理后,水珠b与工件5表面的接触角大于90
°
且相比加工前的接触面更小,表明工件5表面呈疏水性,如图4-2所示,加工后工件5表面呈现疏水性表明经过高温超声喷丸加工处理后工件5的表面形性更佳。
49.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1