一种纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷及其制备方法和应用
1.本发明涉及金属陶瓷新材料技术领域,更具体的是涉及轻质钛基金属陶瓷技术领域。
背景技术:
2.在现代工业中,切削刀具材料占有重要的地位。近十多年来,新型陶瓷材料以其高强度、高硬度、耐磨削的特点,吸引了众多高速切削工具和干式(无切削液)切削工具行业的关注。1971年,奥地利维也纳工业大学教授kieffer等人发现,向tic-ni-mo(mo2c)中加入tin,可提高其抗弯强度、耐磨性和抗氧化性能,且与金属间的摩擦系数更低,并断言ti(c,n)基金属陶瓷将是一种大有发展前途的工具材料(kieffer r,1971)。1973年,美国rudy教授的研究发现细晶 (ti,mo)(c,n)-mo-ni金属陶瓷刀具在钢材切削加工中表现出优异的耐磨性、高韧度和良好的抗塑性变形能力,并由此引发了ti(c,n)基金属陶瓷刀具材料的研究和改良热潮。80年代,国内外经过大量的基础性研究和开发工作,一系列品种和牌号的ti(c,n)基金属陶瓷问世,如ti(c,n)-ni,ti(c,n)-(w,ti)c-co, (ti,w)(c,n)-tac-wc-co等(李沐山,1992),并被逐步推广和应用于切削加工领域。90年代,完善了第二相碳化物添加剂和金属添加剂对ti(c,n)基陶瓷的微观结构和力学性能影响的研究工作。2002年,liu等(liu n,2002)将超细tin粉引入tic基金属陶瓷。2003-2007年间,kang shinhoo课题组在以全组分超细原料粉制备超细ti(c,n)基金属陶瓷的过程中取得诸多有借鉴意义的研究成果。 2008年以来,纳米(ti,x)(c,n)固溶体基金属陶瓷的相关研究陆续开展,由于纳米技术的诞生并迅速发展,国内外研究致力于在第三代金属陶瓷中添加纳米颗粒、晶须和纤维等等,提高材料的各项性能,延长刀具的使用寿命,制备并表征纳米ti(c,n)基金属陶瓷。
3.在庞大的世界切削刀具的市场上,ti(c,n)基金属陶瓷工具产品已分别占据日本和欧美工具产品市场份额的35%和12%以上。ti(c,n)基金属陶瓷作为一种重要的刀具材料,切削速度能比普通硬质合金高2~3倍,在高速切削和精加工方面有显著优势;同时其与钢和金属间的摩擦系数更低,在700~ 900℃仍未发现刀具与工件间粘结的情况,故可提供更高的表面加工精度和尺寸精度。此外,高速切削钢料时,ti(c,n)基金属陶瓷抗月牙洼磨损开始产生的温度比普通硬质合金高200~300℃,其抗月牙洼磨损能力更强。且ti(c,n)基金属陶瓷采用粉末冶金方法制取的金属与陶瓷的复合材料,具有高红硬性、高耐磨性、热膨胀系数小、化学稳定性好、极低的摩擦系数以及原料资源丰富、成本低等优点而受到国内外的普遍关注,成为当前热门和极具潜力的材料。
4.与传统的wc-co硬质合金相比,该类材料填补了硬质合金与a12o3、zro2等陶瓷刀具等材质需求之间的空白,综合两者优势,应用前景巨大,并且有效的节约普通硬质合金刀具所必须的co,ta和w等贵重稀有金属。与传统硬质合金相比,金属陶瓷在切削导致的高温条件下(700~1100℃),仍具有较好的耐磨性、硬度、化学稳定性和抗粘附性。ti(c,n)基金属陶瓷合金由于具有高硬度、高耐磨性、高耐热性和高的化学稳定性等独特的性能,近些年来
在新型高性能金属陶瓷刀具材料的切削领域得到较为广泛的应用。然而,金属陶瓷的耐磨性、高硬度、红硬性和抗氧性都比硬质合金更突出,但其韧性不足,现有的金属陶瓷刀具产品脆性大,抗变能力小,韧性低,在切削加工时易发生破损,可靠性较差,不稳定,易发生“崩刃”现象,面对高速加工高强度材料时,力不从心,使用寿命有限。尽管一些现有金属陶瓷的强度和韧性得以改善,然而当出现有的金属陶瓷的切削工具用于150m/min以上断续切削时,热量积聚在切削工具的切削刃及其附近,会导致后刀面磨损、前刀面磨损(月牙洼磨损)、热龟裂和由此导致的断裂,呈现强度和韧性不足。目前普遍认为造成ti(c,n)基金属陶瓷韧性较低的主要原因为合金的主要组成ti(c,n)与合金粘结相之间较差的润湿性,即两者无法形成较强力的化学结合或其他结合方式,应力易在晶界界面处集中,并沿着结合力较差的ti(c,n)硬质相/粘结相界面处释放,易形成裂纹并迅速扩展,从而产生失效导致其寿命不足。因此,金属陶瓷作为一种好的硬质材料在刀具行业仍无法得到广泛应用。
技术实现要素:
5.本发明的目的在于:为了解决上述现有金属陶瓷刀具存在的脆性大、韧性低的技术问题,本发明提供一种纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷及其制备方法和应用。
6.本发明为了实现上述目的具体采用以下技术方案:
7.纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
8.ti(c
1-x
,n
x
)纳米粉末,48~70wt%,其fuss粒度均值不大于800纳米;
9.wcr纳米粉末,6.5~25wt%,其fuss粒度均值不大于500纳米;
10.mo2c粉末,1~5wt%,其fuss粒度均值不大于3.0微米;
11.nbtac粉末,3.5~10wt%,其fuss粒度均值不大于2.5微米;
12.nbzrc粉末,0~2.5wt%,其fuss粒度均值不大于2.5微米;
13.tin粉末,0~10wt%,其fuss粒度均值不大于2.0微米;
14.co-ni粉末,8~22wt%,其fuss粒度均值不大于3.0微米;
15.cr3c2粉末,0.35~0.50wt%,其fuss粒度均值不大于2.0微米;
16.mnco3粉末,0.5~2.50wt%,其fuss粒度均值不大于2.0微米;
17.c粉,0.15~1.5wt%。
18.本技术的技术方案中,采用纳米原材料作主硬质相,其制备合金的晶粒、晶界及第二相均得到细化,提高和保持原料粒子的高温高硬度、高强度及高温的耐磨损性能及良好的原始韧性能导热性能;纳米粒子作硬质相原料,其弹性模量及热膨胀系数得以提高,形成合金的晶界数量极大地增加,能有效形成晶界纳米相一样的钉扎位错作用;从工艺角度可以降低烧结温度200-350度,有利于提高烧结装备的寿命,降低单位产量的能耗,节约能源,降低生产成本;经纳米材料改性的金属陶瓷材料具有硬度和强度提高、导热性能改善、烧结温度降低等特点,纳米粉末颗粒作主硬质相,其纳米金属陶瓷作基体相与微米陶瓷颗粒作强化相构成优化增加合金断裂韧性和提高合金硬度及抗弯强度等综合性能,其纳米颗粒在液相烧结阶段其完全或部分溶入粘结相形成多元素过渡物相,同时未溶纳米颗粒的存在有利于消除应力。
19.w、mo有效形成晶粒润湿相,增加烧结致密性提高产品综合性能及质量; ta、nb元素添加后形成的固溶体相能使制备产品在1000-1150度高温下具有很好的热震性能;tin有效平衡制备合金中的c:n比例,及细化合金晶粒增强合金性能。v是以固溶体形式添加更利于均匀分散于晶界位置。zr、v、cr强化晶界,形成晶界钉扎效果,cr元素同时能提高合金的抗腐蚀作用。优化ni及co配比的粘结相能提高合金高温强度提高强韧性;mn元素提高合金粘结相的高熔点,冷却时促进元素溶入粘结相,从而强化粘结相,提高高温热脆性。
20.采用超微粒子高熔点混合硬质层,获得纳米粒子与团絮状固溶体相的微观组织,保留ti(c,n)芯相高硬度,硬质纳米粒子作界面钉扎效应,而团絮状固溶体相消除或弱化硬质相内界面应力可提高其韧性,并且有效调节硬质相和粘结相界面结合作用有效防止脆性相和恶化,通过均匀超微粒子硬质层得到的高强度化,使裂纹扩展时受到阻碍或发生偏转,同时保证合金内部分细小的晶粒独立存在,并使部分细晶粒镶嵌在粗晶粒周边的环形相中而具有更细的晶粒尺寸,使得本发明的金属陶瓷刀具中硬质相和粘结相之间既能在界面形成元素的相互扩散,又不发生剧烈的化学反应,防止生成脆性相和恶化界面性能。
21.优选的,压制混合粉末的配料包括:
22.ti(c
1-x
,n
x
)纳米粉末,53~65wt%,其fuss粒度均值不大于800纳米;
23.wcr纳米粉末,10~20wt%,其fuss粒度均值不大于500纳米;
24.mo2c粉末,2~4wt%,其fuss粒度均值不大于3.0微米;
25.nbtac粉末,5~8wt%,其fuss粒度均值不大于2.5微米;
26.nbzrc粉末,1~2wt%,其fuss粒度均值不大于2.5微米;
27.tin粉末,2~8wt%,其fuss粒度均值不大于2.0微米;
28.co-ni粉末,12~18wt%,其fuss粒度均值不大于3.0微米;
29.cr3c2粉末,0.40~0.50wt%,其fuss粒度均值不大于2.0微米;
30.mnco3粉末,1~2wt%,其fuss粒度均值不大于2.0微米;
31.c粉,0.5~1.2wt%。
32.更为优选的,压制混合粉末的配料包括:
33.ti(c
1-x
,n
x
)纳米粉末,57wt%,其fuss粒度均值不大于800纳米;
34.wcr纳米粉末,14wt%,其fuss粒度均值不大于500纳米;
35.mo2c粉末,3wt%,其fuss粒度均值不大于3.0微米;
36.nbtac粉末,6.5wt%,其fuss粒度均值不大于2.5微米;
37.nbzrc粉末,1.5wt%,其fuss粒度均值不大于2.5微米;
38.tin粉末,5wt%,其fuss粒度均值不大于2.0微米;
39.co-ni粉末,10wt%,其fuss粒度均值不大于3.0微米;
40.cr3c2粉末,0.4wt%,其fuss粒度均值不大于2.0微米;
41.mnco3粉末,1.6wt%,其fuss粒度均值不大于2.0微米;
42.c粉,1wt%。
43.优选的,ti(c1-x,n x)纳米粉末中的氮含量x的取值为0.2~0.5;优选的, x的取值为0.2、0.3、0.4或0.5;
44.wcr纳米粉末中的r为v元素,v所占wcr纳米粉末质量比为0.20~2%;优选的,v所占wcr纳米粉末质量比为0.2%、0.25%、0.5%、1%、1.5%或2%;
45.nbtac粉末中,c按质量分数为9.5~12.5%,nb按质量分数为30~80%,余量为ta;
46.粘结相成分为co-ni,且ni占co和ni总质量的比值为0.15-0.5;优选的, ni占co和ni总质量的比值为0.15、0.2、0.3、0.4或0.5。
47.优选的,金属陶瓷材质的微观组织包括超微粒子高熔点混合硬质相、团絮状固溶体相及多元素固溶粘结相,所述硬质相的成分包括ti(c
1-x
,n
x
),团絮状固溶体相的成分包括(ti,m)(c,n),其中m包括w、nb和mn合金元素,还包括mo,ta,cr,v,zr合金元素中的一种或多种;多元素固溶粘结相成分包括 co-ni,还包括高熔点元素ti,w,ta,nb,zr,cr和v。
48.纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质的制备方法,包括如下步骤,
49.步骤1、按上述质量百分比,取压制混合粉末的配料并置于搅拌机中混合均匀,将混合粉末料装入球磨罐中,加入分散剂和成型剂充分溶解;
50.步骤2、充分溶解后,将合金球置入球磨罐中湿磨,湿磨方式为滚动机球磨,得混合料浆,混合料浆过60~180目筛,沉淀1~2h;
51.步骤3、将沉淀混合料置入真空干燥箱中,去除溶剂温度为100~140℃,干燥时间为1~3h;
52.步骤4、将干燥后的混合料压制成型后进行脱蜡,脱蜡烧结在真空或氢气条件下进行,真空度低于10pa或氢气纯度高于99.995%,以3~5℃/min的速度从室温升至脱蜡烧结温度,脱蜡烧结温度为380~480℃,保持时间为1~ 3.5h;
53.步骤5、混合料脱蜡后进行固相烧结,固相烧结的保温温度为1250~
54.1330℃,保温时间为1~8小时,在保温时充入均匀混合气体,烧结气压为500~ 8000pa,混合气体为氮气和氩气,体积比为1~4:9~6;
55.步骤6、固相烧结后进行液相烧结,液相烧结的温度为1400~1520℃,烧结保温时间为1~4h,同时通入1~10mpa的氩气气体,氩气气体纯度大于 99.995%,其气压优选4~6mpa;
56.步骤7、液相烧结保温完毕后进行冷却,随炉冷却至室温获得纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质。
57.优选的,分散剂为硬质酸,分散剂的质量分数为0.2~0.6%;成型剂为溶剂油、已烷、聚乙烯醇、无水乙醇中一种或几种,添加剂量为300m1/l~480m1/l。
58.优选的,合金球为硬质合金yg6x,球料比5~12:1,合金球直径5~10mm。
59.优选的,球磨的转速为68~85转/分,时间为48~96h。
60.优选的,纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质在制备机械加工业的数控刀具、硬质合金模具、矿山挖掘工具、石油勘探用三牙轮钻头、耐磨零件或军工用弹片中的用途。
61.本发明的有益效果如下:
62.(1)本技术用纳米技术制备的纳米金属陶瓷复合材料刀具其性能得到了巨大的改变,加工工件的硬度可高达hr67的超硬材料,刀具耐用度为硬质合金的几倍到几十倍,对有代表性的45钢、不锈钢、高合金耐磨铸铁、冷硬铸铁、合金钢等被加工材料制成的零件,如汽轮机转子、缸体、电机转子、中环,冶金机械轧辊,轴承零件,飞机零件,球磨机衬板,汽车的箱体件、刹车毂、活塞、喷焊棍子、轧辊、导辊等可实现高效、大切削量的切削,提高切削效率
2~ 10倍,并可进行高速切削,实现以车铣代磨,达到节约工时、电力、机床占用台数40%~80%或更高的效果。
63.(2)采用超微粒子高熔点混合硬质层,获得纳米粒子与团絮状固溶体相的微观组织,保留了高硬度的ti(c,n)芯相,同时硬质纳米粒子作界面钉扎效应,而团絮状固溶体相消除或弱化硬质相内界面应力可提高其韧性,并且有效调节硬质相和粘结相界面结合作用有效防止脆性相和恶化,通过均匀超微粒子硬质层得到的高强度化,使裂纹扩展时受到阻碍或发生偏转,同时保证合金内部分细小的晶粒独立存在,并使部分细晶粒镶嵌在粗晶粒周边的环形相中而具有更细的晶粒尺寸,使得本发明的金属陶瓷刀具中硬质相和粘结相之间既能在界面形成元素的相互扩散,又不发生剧烈的化学反应,防止生成脆性相和恶化界面性能;
64.(3)团絮状固溶体相与硬质粒子之间形成钉扎微界面及相界面强高温硬度、耐磨性及抗热震性;
65.(4)经纳米材料改性的金属陶瓷材料具有硬度和强度提高、导热性能改善、烧结温度降低等特点,纳米粉末颗粒作主硬质相,其纳米金属陶瓷作基体相与微米陶瓷颗粒作强化相构成优化增加合金断裂韧性和提高合金硬度及抗弯强度等综合性能,其纳米颗粒在液相烧结阶段其完全或部分溶入粘结相形成多元素过渡物相,同时未溶纳米颗粒的存在有利于消除应力。
66.(5)通过烧结固相与液相阶段热扩散处理,晶界扩散处于激活状态,纳米粒子硬质粒子与基体相(固溶体相)、粘结相发生扩散连接、硬质相固溶体相与粘结相作陶瓷增强相和纳米陶瓷增强相发生界面连接,以构筑纳米增强金属陶瓷基体,纳米尺度硬质相作增强相并采用合理的冷却方法提高合金综合性能,解决了“崩刃”的技术问题。
67.(6)采用高熔点ti,w,ta,nb,zr,cr和v微量固溶于粘合剂co-ni 中形成高熔点固溶粘结相,强化粘结相的高温热震性及高温硬度,并在高温液相烧结有效地致密性和硬质相和粘结相之间界面形成元素的相互扩散,防止生成脆性相和恶化界面性能,提高金属陶瓷断裂韧性同时不降低硬度和抗弯强度,实现高压缩应力并提高抗崩损性;
68.(7)本发明提供的制备方法在所述的含有纳米ticn基与团絮状固溶体相并存微观结构,通过热处理温度和时间两个参数的调整,并采用油淬方法,有效控制co粘结相η析出,由此可进一步增强纳米金属陶瓷基体;
69.(8)本发明其制备方法易操作,适宜于批量生产,所制备金属陶瓷除用于机械加工业的数控刀具外,还可用于替代传统硬质合金模具材料、矿山挖掘工具(盾构机刀头等)、石油勘探用三牙轮钻头、各类耐磨零件以及军工用弹片材料等。
附图说明
70.图1为本发明中实施例选用的ti(c
0.5
,n
0.5
)纳米粉末的扫描电镜10000倍下形貌图;
71.图2为本发明中实施例选用的ti(c
0.5
,n
0.5
)纳米粉末的扫描电镜15000倍下形貌图;
72.图3为本发明中实施例1的金属陶瓷混合料的扫描电镜10000倍下形貌图;
73.图4为本发明中实施例1的金属陶瓷合金的扫描电镜10000倍下微观组织图;
74.图5为本发明中实施例1的金属陶瓷合金的扫描电镜20000倍下微观组织图;
75.图6为本发明中实施例3的金属陶瓷混合料的扫描电镜10000倍下形貌图;
76.图7为本发明中实施例3的金属陶瓷合金的扫描电镜10000倍下微观组织图;
77.图8为本发明中实施例5的金属陶瓷合金的扫描电镜20000倍下微观组织图;
78.图9为本发明中实施例5的金属陶瓷合金的扫描电镜10000倍下微观组织图;
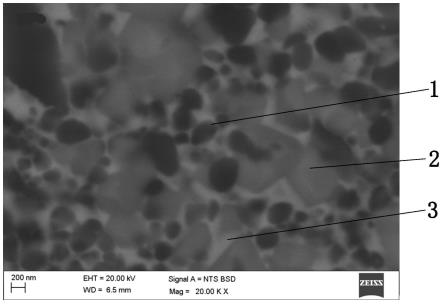
79.图10为本发明中实施例5的金属陶瓷合金的扫描电镜20000倍下微观组织图;
80.图11为本发明中实施例6的金属陶瓷合金的扫描电镜20000倍下微观组织图;
81.图12为本发明中实施例6的金属陶瓷合金的扫描电镜10000倍下微观组织图;
82.图13为本发明中实施例1的金属陶瓷合金的断口扫描电镜5000倍下微观组织图;
83.图14为本发明中实施例3的金属陶瓷合金的断口扫描电镜5000倍下微观组织图;
84.图15为本发明中实施例5的金属陶瓷合金的断口扫描电镜5000倍下微观组织图;
85.图16为本发明中实施例6的金属陶瓷合金的断口扫描电镜5000倍下微观组织图。
具体实施方式
86.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
87.因此,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
88.实施例1
89.如图1到5,图13所示,本实施例提供纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
90.ti(c
1-x
,n
x
)纳米粉末,57wt%,其fuss粒度均值为600纳米;
91.wcr纳米粉末,14wt%,其fuss粒度均值为200纳米;
92.mo2c粉末,3wt%,其fuss粒度均值为2.0微米;
93.nbtac粉末,6.5wt%,其fuss粒度均值为1.8微米;
94.nbzrc粉末,1.5wt%,其fuss粒度均值为1.6微米;
95.tin粉末,5wt%,其fuss粒度均值为1.0微米;
96.co-ni粉末,10wt%,其fuss粒度均值为1.2微米;
97.cr3c2粉末,0.4wt%,其fuss粒度均值为1.0微米;
98.mnco3粉末,1.6wt%,其fuss粒度均值为1.5微米;
99.c粉,1wt%;
100.其中,ti(c
1-x
,n
x
)纳米粉末中的氮含量x的取值为0.5;wcr纳米粉末中的r为v元素,v所占wcr纳米粉末质量比为1%;nbtac粉末中,c按质量分数为10%,nb按质量分数为70%,ta为20%;粘结相成分为co-ni,且 ni占co和ni总质量的比值为0.2;
101.金属陶瓷材质的微观组织包括超微粒子高熔点混合硬质相、团絮状固溶体相及多元素固溶粘结相,所述硬质相的成分包括ti(c
1-x
,n
x
),x的取值为0.5,团絮状固溶体相的成分包括(ti,m)(c,n),其中m包括w、nb和mn合金元素,还包括mo,和ta合金元素;多元素固溶粘结相成分包括co-ni,还包括高熔点元素ti,w,ta,nb,zr,cr和v。
102.所述的纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质的制备方法,包括如下步骤,
103.步骤1、按上述质量百分比,取压制混合粉末的配料并置于搅拌机中混合均匀,将混合粉末料装入球磨罐中,加入分散剂和成型剂充分溶解,分散剂为硬质酸,分散剂的质量分数为0.3%;成型剂为溶剂油和已烷,添加剂量为 360m1/l;
104.步骤2、充分溶解后,将合金球置入球磨罐中湿磨,湿磨方式为滚动机球磨,得混合料浆,混合料浆过120目筛,沉淀1.2h;合金球为硬质合金yg6x,球料比8:1,合金球直径8mm;球磨的转速为75转/分,时间为70h;
105.步骤3、将沉淀混合料置入真空干燥箱中,去除溶剂温度为120℃,干燥时间为2h;
106.步骤4、将干燥后的混合料压制成型后进行脱蜡,脱蜡烧结在真空或氢气条件下进行,真空度低于10pa或氢气纯度高于99.995%,以4℃/min的速度从室温升至脱蜡烧结温度,脱蜡烧结温度为420℃,保持时间为2h;
107.步骤5、混合料脱蜡后进行固相烧结,固相烧结的保温温度为1280℃,保温时间为6小时,在保温时充入均匀混合气体,烧结气压为4000pa,混合气体为氮气和氩气,体积比为3:7;
108.步骤6、固相烧结后进行液相烧结,液相烧结的温度为1460℃,烧结保温时间为2.5h,同时通入4mpa的氩气气体,氩气气体纯度大于99.995%;
109.步骤7、液相烧结保温完毕后进行冷却,随炉冷却至室温获得纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质。
110.实施例2
111.本实施例提供纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
112.ti(c
1-x
,n
x
)纳米粉末,48wt%,其fuss粒度均值为300纳米;
113.wcr纳米粉末,18wt%,其fuss粒度均值为100纳米;
114.mo2c粉末,4wt%,其fuss粒度均值为1.0微米;
115.nbtac粉末,6wt%,其fuss粒度均值为1.2微米;
116.nbzrc粉末,1wt%,其fuss粒度均值为1.5微米;
117.tin粉末,6wt%,其fuss粒度均值为1.6微米;
118.co-ni粉末,14wt%,其fuss粒度均值为2微米;
119.cr3c2粉末,0.45wt%,其fuss粒度均值为1.0微米;
120.mnco3粉末,2wt%,其fuss粒度均值为1.2微米;
121.c粉,0.55wt%;
122.其中,ti(c
1-x
,n
x
)纳米粉末中的氮含量x的取值为0.2;
123.wcr纳米粉末中的r为v元素,v所占wcr纳米粉末质量比为0.25%;
124.nbtac粉末中,c按质量分数为11%,nb按质量分数为75%,ta为14%;
125.粘结相成分为co-ni,且ni占co和ni总质量的比值为0.3。
126.金属陶瓷材质的微观组织包括超微粒子高熔点混合硬质相、团絮状固溶体相及多元素固溶粘结相,所述硬质相的成分包括ti(c
1-x
,n
x
),x的取值为0.2,团絮状固溶体相的成分包括(ti,m)(c,n),其中m包括w、nb和mn合金元素,还包括mo,ta,cr和v合金元素;多元素
固溶粘结相成分包括co-ni,还包括高熔点元素ti,w,ta,nb,zr,cr和v。
127.所述的纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质的制备方法,包括如下步骤,
128.步骤1、按上述质量百分比,取压制混合粉末的配料并置于搅拌机中混合均匀,将混合粉末料装入球磨罐中,加入分散剂和成型剂充分溶解;分散剂为硬质酸,分散剂的质量分数为0.2%;成型剂为溶剂油、已烷和聚乙烯醇,添加剂量为300m1/l;
129.步骤2、充分溶解后,将合金球置入球磨罐中湿磨,湿磨方式为滚动机球磨,得混合料浆,混合料浆过60目筛,沉淀1h;合金球为硬质合金yg6x,球料比6:1,合金球直径10mm;球磨的转速为68转/分,时间为96h;
130.步骤3、将沉淀混合料置入真空干燥箱中,去除溶剂温度为100℃,干燥时间为3h;
131.步骤4、将干燥后的混合料压制成型后进行脱蜡,脱蜡烧结在真空或氢气条件下进行,真空度低于10pa或氢气纯度高于99.995%,以3℃/min的速度从室温升至脱蜡烧结温度,脱蜡烧结温度为380℃,保持时间为3.5h;
132.步骤5、混合料脱蜡后进行固相烧结,固相烧结的保温温度为1250℃,保温时间为8小时,在保温时充入均匀混合气体,烧结气压为1200pa,混合气体为氮气和氩气,体积比为1:9;
133.步骤6、固相烧结后进行液相烧结,液相烧结的温度为1400℃,烧结保温时间为4h,同时通入4mpa的氩气气体,氩气气体纯度大于99.995%;
134.步骤7、液相烧结保温完毕后进行冷却,随炉冷却至室温获得纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质。
135.实施例3
136.如图6、7和14所示,本实施例提供纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
137.ti(c
1-x
,n
x
)纳米粉末,54wt%,其fuss粒度均值为300纳米;
138.wcr纳米粉末,15wt%,其fuss粒度均值为200纳米;
139.mo2c粉末,3wt%,其fuss粒度均值为1.0微米;
140.nbtac粉末,6wt%,其fuss粒度均值为1.2微米;
141.nbzrc粉末,1.5wt%,其fuss粒度均值为1.0微米;
142.tin粉末,4wt%,其fuss粒度均值为1.0微米;
143.co-ni粉末,14wt%,其fuss粒度均值为1.2微米;
144.cr3c2粉末,0.40wt%,其fuss粒度均值为1.0微米;
145.mnco3粉末,1.6wt%,其fuss粒度均值为1.2微米;
146.c粉,0.5wt%;
147.ti(c
1-x
,n
x
)纳米粉末中的氮含量x的取值为0.4;
148.wcr纳米粉末中的r为v元素,v所占wcr纳米粉末质量比为1.5%;
149.nbtac粉末中,c按质量分数为9.5%,nb按质量分数为70%,ta为20.5%;
150.粘结相成分为co-ni,且ni占co和ni总质量的比值为0.4;
151.金属陶瓷材质的微观组织包括超微粒子高熔点混合硬质相、团絮状固溶体相及多元素固溶粘结相,所述硬质相的成分包括ti(c
1-x
,n
x
),x的取值为0.4,团絮状固溶体相的成
分包括(ti,m)(c,n),其中m包括w、nb和mn合金元素,还包括mo,ta和cr合金元素;多元素固溶粘结相成分包括co-ni,还包括高熔点元素ti,w,ta,nb,zr,cr和v;
152.所述的纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质的制备方法,包括如下步骤,
153.步骤1、按上述质量百分比,取压制混合粉末的配料并置于搅拌机中混合均匀,将混合粉末料装入球磨罐中,加入分散剂和成型剂充分溶解;分散剂为硬质酸,分散剂的质量分数为0.5%;成型剂为聚乙烯醇,添加剂量为350m1/l;
154.步骤2、充分溶解后,将合金球置入球磨罐中湿磨,湿磨方式为滚动机球磨,得混合料浆,混合料浆过80目筛,沉淀1.2h;合金球为硬质合金yg6x,球料比8:1,合金球直径6mm;球磨的转速为70转/分,时间为80h;
155.步骤3、将沉淀混合料置入真空干燥箱中,去除溶剂温度为110℃,干燥时间为1.2h;
156.步骤4、将干燥后的混合料压制成型后进行脱蜡,脱蜡烧结在真空或氢气条件下进行,真空度低于10pa或氢气纯度高于99.995%,以4℃/min的速度从室温升至脱蜡烧结温度,脱蜡烧结温度为400℃,保持时间为2.5h;
157.步骤5、混合料脱蜡后进行固相烧结,固相烧结的保温温度为1280℃,保温时间为4小时,在保温时充入均匀混合气体,烧结气压为4000pa,混合气体为氮气和氩气,体积比为2:8;
158.步骤6、固相烧结后进行液相烧结,液相烧结的温度为1500℃,烧结保温时间为1.5h,同时通入5mpa的氩气气体,氩气气体纯度大于99.995%;
159.步骤7、液相烧结保温完毕后进行冷却,随炉冷却至室温获得纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质。
160.实施例4
161.如图1和2所示,本实施例提供纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
162.ti(c
1-x
,n
x
)纳米粉末,63wt%,其fuss粒度均值为400纳米;
163.wcr纳米粉末,10wt%,其fuss粒度均值为200纳米;
164.mo2c粉末,3wt%,其fuss粒度均值为1.8微米;
165.nbtac粉末,5wt%,其fuss粒度均值为1.6微米;
166.nbzrc粉末,1.5wt%,其fuss粒度均值为1.5微米;
167.tin粉末,3wt%,其fuss粒度均值为1.2微米;
168.co-ni粉末,12wt%,其fuss粒度均值为2.5微米;
169.cr3c2粉末,0.5wt%,其fuss粒度均值为1.2微米;
170.mnco3粉末,1wt%,其fuss粒度均值为1.6微米;
171.c粉,1wt%。
172.ti(c
1-x
,n
x
)纳米粉末中的氮含量x的取值为0.5;
173.wcr纳米粉末中的r为v元素,v所占wcr纳米粉末质量比为0.5;
174.nbtac粉末中,c按质量分数为12.5%,nb按质量分数为60%,ta为27.5%;
175.粘结相成分为co-ni,且ni占co和ni总质量的比值为0.15;
176.金属陶瓷材质的微观组织包括超微粒子高熔点混合硬质相、团絮状固溶体相及多元素固溶粘结相,所述硬质相的成分包括ti(c
1-x
,n
x
),x的取值为0.5,团絮状固溶体相的成分包括(ti,m)(c,n),其中m包括w、nb和mn合金元素,还包括mo和zr合金元素;多元素固溶粘结相成分包括co-ni,还包括高熔点元素ti,w,ta,nb,zr,cr和v。
177.所述的纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质的制备方法,包括如下步骤,
178.步骤1、按上述质量百分比,取压制混合粉末的配料并置于搅拌机中混合均匀,将混合粉末料装入球磨罐中,加入分散剂和成型剂充分溶解;分散剂为硬质酸,分散剂的质量分数为0.2%;成型剂为已烷、聚乙烯醇和无水乙醇,添加剂量为350m1/l;
179.步骤2、充分溶解后,将合金球置入球磨罐中湿磨,湿磨方式为滚动机球磨,得混合料浆,混合料浆过140目筛,沉淀1.2h;合金球为硬质合金yg6x,球料比10:1,合金球直径6mm;球磨的转速为75转/分,时间为68h;
180.步骤3、将沉淀混合料置入真空干燥箱中,去除溶剂温度为130℃,干燥时间为2h;
181.步骤4、将干燥后的混合料压制成型后进行脱蜡,脱蜡烧结在真空或氢气条件下进行,真空度低于10pa或氢气纯度高于99.995%,以3℃/min的速度从室温升至脱蜡烧结温度,脱蜡烧结温度为380℃,保持时间为3.5h;
182.步骤5、混合料脱蜡后进行固相烧结,固相烧结的保温温度为1300℃,保温时间为5小时,在保温时充入均匀混合气体,烧结气压为3000pa,混合气体为氮气和氩气,体积比为3:8;
183.步骤6、固相烧结后进行液相烧结,液相烧结的温度为1460℃,烧结保温时间为2h,同时通入5mpa的氩气气体,氩气气体纯度大于99.995%;
184.步骤7、液相烧结保温完毕后进行冷却,随炉冷却至室温获得纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质。
185.实施例5
186.如图8、9、10和15所示,本实施例提供纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
187.ti(c
1-x
,n
x
)纳米粉末,70wt%,其fuss粒度均值为650纳米;
188.wcr纳米粉末,10wt%,其fuss粒度均值为400纳米;
189.mo2c粉末,1wt%,其fuss粒度均值为2.5微米;
190.nbtac粉末,5.5wt%,其fuss粒度均值为2微米;
191.nbzrc粉末,1.5wt%,其fuss粒度均值为2微米;
192.tin粉末,2wt%,其fuss粒度均值为1.8微米;
193.co-ni粉末,8wt%,其fuss粒度均值为2.5微米;
194.cr3c2粉末,0.50wt%,其fuss粒度均值为1.6微米;
195.mnco3粉末,0.5wt%,其fuss粒度均值为1.8微米;
196.c粉,1wt%。
197.ti(c
1-x
,n
x
)纳米粉末中的氮含量x的取值为0.3;
198.wcr纳米粉末中的r为v元素,v所占wcr纳米粉末质量比为2%;
199.nbtac粉末中,c按质量分数为10%,nb按质量分数为50%,ta为40%;粘结相成分
为co-ni,且ni占co和ni总质量的比值为0.5;
200.金属陶瓷材质的微观组织包括超微粒子高熔点混合硬质相、团絮状固溶体相及多元素固溶粘结相,所述硬质相的成分包括ti(c
1-x
,n
x
),x的取值为0.3,团絮状固溶体相的成分包括(ti,m)(c,n),其中m包括w、nb和mn合金元素,还包括mo,ta,cr,v和zr合金元素;多元素固溶粘结相成分包括co-ni,还包括高熔点元素ti,w,ta,nb,zr,cr和v。
201.所述的纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质的制备方法,包括如下步骤,
202.步骤1、按上述质量百分比,取压制混合粉末的配料并置于搅拌机中混合均匀,将混合粉末料装入球磨罐中,加入分散剂和成型剂充分溶解;分散剂的质量分数为0.6%;成型剂为溶剂油和无水乙醇,按体积比为1:1加入,添加剂量为480m1/l;
203.步骤2、充分溶解后,将合金球置入球磨罐中湿磨,湿磨方式为滚动机球磨,得混合料浆,混合料浆过180目筛,沉淀1h;合金球为硬质合金yg6x,球料比12:1,合金球直径5mm;球磨的转速为85转/分,时间为48h;
204.步骤3、将沉淀混合料置入真空干燥箱中,去除溶剂温度为140℃,干燥时间为1h;
205.步骤4、将干燥后的混合料压制成型后进行脱蜡,脱蜡烧结在真空或氢气条件下进行,真空度低于10pa或氢气纯度高于99.995%,以5℃/min的速度从室温升至脱蜡烧结温度,脱蜡烧结温度为480℃,保持时间为1h;
206.步骤5、混合料脱蜡后进行固相烧结,固相烧结的保温温度为1330℃,保温时间为1小时,在保温时充入均匀混合气体,烧结气压为8000pa,混合气体为氮气和氩气,体积比为4:6;
207.步骤6、固相烧结后进行液相烧结,液相烧结的温度为1520℃,烧结保温时间为1h,同时通入6mpa的氩气气体,氩气气体纯度大于99.995%;
208.步骤7、液相烧结保温完毕后进行冷却,随炉冷却至室温获得纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质。
209.图10中,1-超微粒子高熔点混合硬质相,2-团絮状固溶体相,3-多元素固溶粘结相。
210.上述实施例制备的纳米粒子与团絮状固溶体相高强高韧轻质钛基金属陶瓷材质在制备机械加工业的数控刀具、硬质合金模具、矿山挖掘工具、石油勘探用三牙轮钻头、耐磨零件或军工用弹片中的用途。
211.实施例6
212.如图11、12和16所示,本实施例中不含nbzrc粉末,纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
213.ti(c
1-x
,n
x
)纳米粉末,60wt%,其fuss粒度均值为800纳米;
214.wcr纳米粉末,15wt%,其fuss粒度均值为400纳米;
215.mo2c粉末,4wt%,其fuss粒度均值为2.5微米;
216.nbtac粉末,5.5wt%,其fuss粒度均值为2.5微米;
217.tin粉末,1.5wt%,其fuss粒度均值为1.8微米;
218.co-ni粉末,10wt%,其fuss粒度均值为2.0微米;
219.cr3c2粉末,0.5wt%,其fuss粒度均值为2.0微米;
220.mnco3粉末,2.5wt%,其fuss粒度均值为2.0微米;
221.c粉,1wt%。其余均同实施例1。
222.实施例7
223.本实施例中不含tin粉末,纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
224.ti(c
1-x
,n
x
)纳米粉末,55wt%,其fuss粒度均值为700纳米;
225.wcr纳米粉末,15wt%,其fuss粒度均值为500纳米;
226.mo2c粉末,2wt%,其fuss粒度均值为3.0微米;
227.nbtac粉末,6wt%,其fuss粒度均值为2.0微米;
228.nbzrc粉末,1wt%,其fuss粒度均值为1.8微米;
229.co-ni粉末,17wt%,其fuss粒度均值为1.0微米;
230.cr3c2粉末,0.50wt%,其fuss粒度均值为1.2微米;
231.mnco3粉末,2.50wt%,其fuss粒度均值为1.0微米;
232.c粉,1wt%。其余均同实施例2。
233.实施例8
234.本实施例中不含nbzrc粉末和tin粉末,纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质,包括压制混合粉末,压制混合粉末的配料包括:
235.ti(c
1-x
,n
x
)纳米粉末,65wt%,其fuss粒度均值为200纳米;
236.wcr纳米粉末,10wt%,其fuss粒度均值为100纳米;
237.mo2c粉末,5wt%,其fuss粒度均值为2.0微米;
238.nbtac粉末,7wt%,其fuss粒度均值为1.5微米;
239.co-ni粉末,10wt%,其fuss粒度均值为2.5微米;
240.cr3c2粉末,0.50wt%,其fuss粒度均值为1.2微米;
241.mnco3粉末,1.5wt%,其fuss粒度均值为1.6微米;
242.c粉,1wt%。其余均同实施例1。
243.对比例
244.现用传统金属陶瓷材质,与本技术实施例1-8所制备的纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质相比,相关综合性能对比情况如表1 所示。
245.表1传统金属陶瓷材质与该发明技术高强高韧轻质钛基金属陶瓷材质对比情况
[0246][0247]
由表1知,本技术制备的轻质钛基金属陶瓷材质比传统材质在密度上更轻下降6%~10%,抗弯强度提高了15%~30%,断裂韧性提高了25%~40%,同时较好地降低了磁性说明本技术纳米粒子与团絮状固溶体相的高强高韧轻质钛基金属陶瓷材质具有高低密度及高强度和良好的断裂韧性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1