一种涡轮工作叶片榫头加工用装夹夹具和装夹方法与流程
1.本发明涉及叶片榫头加工用装夹夹具技术领域,具体为一种涡轮工作叶片榫头加工用装夹夹具和装夹方法。
背景技术:
2.低压涡轮工作叶片通常采用窄弦长带冠结构,叶身径向跨度大、弦长短,零件整体结构细长,叶片叶身采用无余量精铸,榫头及其缘板、叶冠局部留有余量,需要加工出零件榫齿、缘板及叶冠,涡轮工作叶片毛料定位基准采用6点定位系统,通常为榫头生根处2点,榫齿齿侧1点,叶身叶背处1点,叶身进气侧1点,缘板流道面1点。
3.现有的装夹夹具采用精密定位法和硬装法加工零件,精密定位即采用锡铋合金或是其他介质,通过浇注包裹零件的定位块转移6点定位系统,但由于低压涡轮工作叶片的细长结构,包裹块过大,不利于操作,硬装夹法即直接设计6点定位系统工装,但由于定位点的位置,在叶片的加工过程中,需考虑加工干涉问题,因此需设计多个加工工序,该种加工方式无法高效利用先进带刀库的磨削加工中心,同时也产生基准转换,影响零件加工精度。
技术实现要素:
4.本发明的目的在于提供一种涡轮工作叶片榫头加工用装夹夹具和装夹方法,以解决上述背景技术中提出的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:一种涡轮工作叶片榫头加工用装夹夹具和装夹方法,该涡轮工作叶片榫头加工用装夹夹具包括机床,所述机床上固定安装有底座,所述底座上固定安装有第一支座,所述第一支座上固定安装有第二支座,所述第二支座上固定安装有第三支座,所述第三支座上开设有限位槽,所述限位槽内安装有活动定位块,所述第三支座和活动定位块上均固定安装有定位销,所述第二支座上转动安装有压板,所述第一支座和第二支座相连接处开设有辅助槽,所述辅助槽内固定安装有压力弹簧,所述压力弹簧靠近压板的端部固定安装有第一辅助支撑块,所述第一辅助支撑块与辅助槽为滑动配合,所述辅助槽内开设有调整孔,所述调整孔内设置有第一方头螺钉,所述第二支座上开设有紧固孔,所述紧固孔内穿插有压紧螺钉,所述压紧螺钉上固定安装有滚花螺母,所述第二支座上设置有第二辅助支撑块和第二方头螺钉,所述第二方头螺钉与第二辅助支撑块相配合,其中:底座固定在机床上,第一支座通过内六角圆柱头螺钉、圆柱销固定在机床上,第二支座通过内六角圆柱头螺钉固定在第一支座上,滚花螺母、压紧螺钉安装在第二支座上,压板通过圆柱销固定在第二支座上形成饺链机构,六角圆柱头螺钉安装在压板和第二支座上形成压紧机构,第三支座安装通过六角圆柱头螺钉安装在第二支座上,压力弹簧、第一辅助支撑块、第一方头螺钉安装在第二支座上形成辅助支撑机构,压板通过圆柱销固定在第二支座上形成饺链机构,六角圆柱头螺钉安装在压板和第二支座上形成压紧机构,第二方头螺钉、第二辅助支撑块安装在第二支座上形成辅助支撑结构,活动定位块、内六角圆柱头螺钉、内六角圆柱头螺钉安装在第三支座上形成可拆徐定位机构,定位
销安装在第三支座上,可以快速完成低压涡轮工作叶片装夹,最大限度暴露榫齿及其缘板加工区域,可在带有刀库的数控磨削中心上完成多工位加工,提高加工效率,提升叶片加工精度,可应用推广到其它航空发动机的低压涡轮叶片加工。
6.作为优选技术方案,所述机床和底座上设置有除屑组件,通过除屑组件能够对加工过程中产生的碎屑进行自动清理。
7.作为优选技术方案,所述除屑组件包括气泵、气腔、集屑槽、隔板、下屑孔、进气孔、排气管、盒体、输气管、腔室、第一下落孔、第二下落孔、排屑孔;所述机床上固定安装有气泵,所述气泵的输出端上连接有出气管,所述底座内设有气腔,且底座的上表面开设有集屑槽,所述集屑槽位于气腔的上方,所述集屑槽内固定安装有多根隔板,且集屑槽的槽底与气腔之间通过下屑孔相连通,所述气腔靠近气泵的内壁上开设有进气孔,所述进气孔的外端口上固定安装有排气管,所述排气管的输出端与进气孔相连接,所述机床的台面靠近气泵的一侧固定安装有盒体,所述盒体上设置有气流利用组件,所述盒体的输入端与出气管相连接,盒体的输出端与排气管的输入端通过输气管相连接,所述机床的台面内设有腔室,所述气腔与腔室之间开设有第一下落孔和第二下落孔,所述第一下落孔与第二下落孔相对接,所述腔室远离盒体腔底一侧开设有排屑孔,所述机床下固定安装有固定框,所述固定框内安装有收集盒,所述收集盒的收集口位于排屑孔的下方,当进行多工位加工时,启动气泵,使出气管将产生的高速气流通入到盒体内,进入到盒体内的高速气流通过输气管进入排气管内,从而能够进入到气腔,高速气流在气腔内高速流动时,利用高速气流所产生的气流吸力,能够将集屑槽内的碎屑通过下屑孔被吸入到气腔内,进而随着气流的流动经过第一下落孔和第二下落孔进入到腔室内,在经过气流的推动能够通过排屑孔落入到收集盒内,从而完成碎屑的自动清理。
8.作为优选技术方案,多根所述隔板为三角板,且横截面为等腰三角形,所述隔板的其中一边与集屑槽的槽底固定连接,相邻两根所述隔板之间的槽底开设有下屑孔,通过多根隔板能够保障落入集屑槽内的碎屑全部位于槽底,有利于下屑孔的吸入。
9.作为优选技术方案,所述气流利用组件包括转轴、扇板、驱动齿;所述盒体的前后侧壁上对称开设有第一转孔,所述转孔内转动安装有转轴,所述转轴的轴侧壁上沿周向固定安装有扇板,所述转轴的两端均固定安装有驱动齿,所述机床的台面内设有活动腔,所述活动腔位于腔室与盒体之间,所述活动腔的前后腔壁上对称开设有第二转孔,所述第二转孔内均转动安装有转杆,两根所述转杆相邻端通过挤压辊相连接,所述挤压辊为椭圆状结构,两根所述转杆的相背端均固定安装有从动齿,所述从动齿与驱动齿相配合,当高速气流进入到盒体的输入端进入输出端流出时,高速气流在流动过程中能够对扇板产生推动力,从而使得扇板在气流作用力下通过转轴带动驱动齿进行旋转,通过从动齿与驱动齿相啮合,使得驱动齿带动从动齿转动的同时,让从动齿可以通过转杆带动挤压辊进行周期性转动,从而能够为排屑清理组件提供运行驱动力。
10.作为优选技术方案,所述腔室内设置有排屑清理组件。
11.作为优选技术方案,所述排屑清理组件包括挤压气囊、滑槽、固定杆、滑块、滑孔、增压气囊、支撑弹簧、移动块、推铲;所述活动腔靠近腔室的腔内壁上固定安装有挤压气囊,所述腔室的前后腔壁上对称开设有滑槽,所述滑槽内固定安装有固定杆,所述固定杆上滑动安装有滑块,所述滑块上
开设有滑孔,所述固定杆贯穿滑孔,且为滑动配合,所述固定杆上套设有增压气囊,所述增压气囊的一端与滑块靠近活动腔的一侧相连接,另一端与滑槽靠近活动腔的槽壁相连接,所述固定杆上套设有支撑弹簧,所述支撑弹簧的一端与滑块远离增压气囊的一侧相连接,另一端与滑槽远离增压气囊的槽壁相连接,所述增压气囊与挤压气囊通过软管相连接,两个所述滑块之间通过移动块相连接,所述移动块远离活动腔的一侧底部安装有推铲,当挤压辊进行转动时,挤压辊的每一个旋转周期内,利用挤压辊的椭圆特性,可以在每个旋转周期中对挤压气囊挤压一次,随着挤压辊压缩挤压气囊时,挤压气囊内的气流可以通过软管进入到增压气囊内,随着增压气囊 的体积膨胀能够推动滑块在固定杆上压缩支撑弹簧,并在固定杆上进行横移,从而能够带动移动块进行同步移动,使得移动块在移动过程中带动推铲对腔室内积留的碎屑推动至排屑孔内,提高碎屑的清理效果,保障腔室内不会积留碎屑,当挤压辊掠过挤压气囊时,在支撑弹簧的弹力作用下可以推动滑块挤压增压气囊,使得增压气囊内的气体可以通过软管回流到挤压气囊内,让挤压气囊进行复原,可以为下一个挤压辊的旋转周期进程完成准备,从而保障推铲能够在挤压辊的每个旋转周期内都进行排屑操作。
12.作为优选技术方案,所述滑孔的孔内壁上开设有滚槽,所述滚槽内滚动嵌合有滚珠,所述滚珠与固定杆的杆壁为点接触,通过滚珠能够减弱滑块与固定杆之间的移动摩擦力,有利于滑块在固定杆上顺畅移动。
13.作为优选技术方案,所述推铲铰接在移动块上,且推铲为弧形铲,所述推铲的内弧面朝向排屑孔,推铲的外弧面朝向活动腔,使得推铲在向着排屑孔移动时,推铲受到移动块的支撑作用能够将腔室内积留的碎屑推入到排屑孔内,当推铲随着移动块复位时,由于推铲与移动块为铰接,推铲受到碎屑所阻碍时能够进行上移,从而可以避免带动碎屑一起移动。
14.一种涡轮工作叶片榫头加工用装夹夹具的装夹方法,包括:s1、将活动定位块安装在第三支座上的限位槽中,并拧紧内六角圆柱头螺钉内六角圆柱头螺钉,确保活动定位块安装到位;s2、将零件放置在工装中,拧动六角圆柱头螺钉、六角圆柱头螺钉,将压板轻微压紧零件;s3、调整第一方头螺钉使第一辅助支撑块弹起,并拧紧第一方头螺钉,调整滚花螺母,使压紧螺钉轻微顶紧零件;s4、拧紧六角圆柱头螺钉、六角圆柱头螺钉、滚花螺母,使将压板、压紧螺钉压紧零件;s5、拧动第二方头螺钉,使第二辅助支撑块接触零件;s6、拧松内六角圆柱头螺钉、内六角圆柱头螺钉,去除活动定位块,完成零件装夹动作。
15.与现有技术相比,本发明所达到的有益效果是:1、本发明可以快速完成低压涡轮工作叶片装夹,最大限度暴露榫齿及其缘板加工区域,可在带有刀库的数控磨削中心上完成多工位加工,提高加工效率,提升叶片加工精度,可应用推广到其它航空发动机的低压涡轮叶片加工。
16.2、当进行多工位加工时,启动气泵,使出气管将产生的高速气流通入到盒体内,进
入到盒体内的高速气流通过输气管进入排气管内,从而能够进入到气腔,高速气流在气腔内高速流动时,利用高速气流所产生的气流吸力,能够将集屑槽内的碎屑通过下屑孔被吸入到气腔内,进而随着气流的流动经过第一下落孔和第二下落孔进入到腔室内,在经过气流的推动能够通过排屑孔落入到收集盒内,从而完成碎屑的自动清理。
17.3、当高速气流进入到盒体的输入端进入输出端流出时,高速气流在流动过程中能够对扇板产生推动力,从而使得扇板在气流作用力下通过转轴带动驱动齿进行旋转,通过从动齿与驱动齿相啮合,使得驱动齿带动从动齿转动的同时,让从动齿可以通过转杆带动挤压辊进行周期性转动,从而能够为排屑清理组件提供运行驱动力。
18.4、当挤压辊进行转动时,挤压辊的每一个旋转周期内,利用挤压辊的椭圆特性,可以在每个旋转周期中对挤压气囊挤压一次,随着挤压辊压缩挤压气囊时,挤压气囊内的气流可以通过软管进入到增压气囊内,随着增压气囊 的体积膨胀能够推动滑块在固定杆上压缩支撑弹簧,并在固定杆上进行横移,从而能够带动移动块进行同步移动,使得移动块在移动过程中带动推铲对腔室内积留的碎屑推动至排屑孔内,提高碎屑的清理效果,保障腔室内不会积留碎屑,当挤压辊掠过挤压气囊时,在支撑弹簧的弹力作用下可以推动滑块挤压增压气囊,使得增压气囊内的气体可以通过软管回流到挤压气囊内,让挤压气囊进行复原,可以为下一个挤压辊的旋转周期进程完成准备,从而保障推铲能够在挤压辊的每个旋转周期内都进行排屑操作。
附图说明
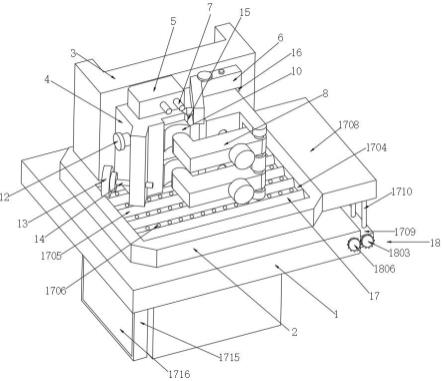
19.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1是本发明的立体结构示意图;图2是本发明的主视结构示意图;图3是本发明的主视剖切结构示意图;图4是图3的a-a处剖切仰视结构示意图;图5是图3的b-b处剖切俯视结构示意图;图6是图3的a处放大结构示意图;图7是图6的b处放大结构示意图;图8是图3的c处放大结构示意图。
20.图中:1、机床;2、底座;3、第一支座;4、第二支座;5、第三支座;6、活动定位块;7、定位销;8、压板;9、辅助槽;10、第一辅助支撑块;11、压力弹簧;12、第一方头螺钉;13、滚花螺母;14、压紧螺钉;15、第二辅助支撑块;16、第二方头螺钉;17、除屑组件;1701、气泵;1702、出气管;1703、气腔;1704、集屑槽;1705、隔板;1706、下屑孔;1707、进气孔;1708、排气管;1709、盒体;1710、输气管;1711、腔室;1712、第一下落孔;1713、第二下落孔;1714、排屑孔;1715、固定框;1716、收集盒;18、气流利用组件;1801、转轴;1802、扇板;1803、驱动齿;1804、活动腔;1805、转杆;1806、从动齿;1807、挤压辊;19、排屑清理组件;1901、挤压气囊;1902、滑槽;1903、固定杆;1904、滑块;1905、滑孔;1906、增压气囊;1907、支撑弹簧;1908、移动块;1909、滚槽;1910、滚珠;1911、推铲。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.实施例:如图1-图8所示,本发明提供如下技术方案:一种涡轮工作叶片榫头加工用装夹夹具和装夹方法,该一种涡轮工作叶片榫头加工用装夹夹具包括机床1,所述机床1上固定安装有底座2,所述底座2上固定安装有第一支座3,所述第一支座3上固定安装有第二支座4,所述第二支座4上固定安装有第三支座5,所述第三支座5上开设有限位槽,所述限位槽内安装有活动定位块6,所述第三支座5和活动定位块6上均固定安装有定位销7,所述第二支座4上转动安装有压板8,所述第一支座3和第二支座4相连接处开设有辅助槽9,所述辅助槽9内固定安装有压力弹簧11,所述压力弹簧11靠近压板8的端部固定安装有第一辅助支撑块10,所述第一辅助支撑块10与辅助槽9为滑动配合,所述辅助槽9内开设有调整孔,所述调整孔内设置有第一方头螺钉12,所述第二支座4上开设有紧固孔,所述紧固孔内穿插有压紧螺钉14,所述压紧螺钉14上固定安装有滚花螺母13,所述第二支座4上设置有第二辅助支撑块15和第二方头螺钉16,所述第二方头螺钉16与第二辅助支撑块15相配合,其中:底座2固定在机床1上,第一支座3通过内六角圆柱头螺钉、圆柱销固定在机床1上,第二支座4通过内六角圆柱头螺钉固定在第一支座3上,滚花螺母13、压紧螺钉14安装在第二支座4上,压板8通过圆柱销固定在第二支座4上形成饺链机构,六角圆柱头螺钉安装在压板8和第二支座4上形成压紧机构,第三支座5安装通过六角圆柱头螺钉安装在第二支座4上,压力弹簧11、第一辅助支撑块10、第一方头螺钉12安装在第二支座4上形成辅助支撑机构,压板8通过圆柱销固定在第二支座4上形成饺链机构,六角圆柱头螺钉安装在压板8和第二支座4上形成压紧机构,第二方头螺钉16、第二辅助支撑块15安装在第二支座4上形成辅助支撑结构,活动定位块6、内六角圆柱头螺钉、内六角圆柱头螺钉安装在第三支座5上形成可拆徐定位机构,定位销7安装在第三支座5上,可以快速完成低压涡轮工作叶片装夹,最大限度暴露榫齿及其缘板加工区域,可在带有刀库的数控磨削中心上完成多工位加工,提高加工效率,提升叶片加工精度,可应用推广到其它航空发动机的低压涡轮叶片加工。
23.所述机床1和底座2上设置有除屑组件17,通过除屑组件17能够对加工过程中产生的碎屑进行自动清理。
24.如图1-图3、图6和图8所示,所述除屑组件17包括气泵1701、气腔1703、集屑槽1704、隔板1705、下屑孔1706、进气孔1707、排气管1708、盒体1709、输气管1710、腔室1711、第一下落孔1712、第二下落孔1713、排屑孔1714;所述机床1上固定安装有气泵1701,所述气泵1701的输出端上连接有出气管1702,所述底座2内设有气腔1703,且底座2的上表面开设有集屑槽1704,所述集屑槽1704位于气腔1703的上方,所述集屑槽1704内固定安装有多根隔板1705,且集屑槽1704的槽底与气腔1703之间通过下屑孔1706相连通,所述气腔1703靠近气泵1701的内壁上开设有进气孔1707,所述进气孔1707的外端口上固定安装有排气管1708,所述排气管1708的输出端与进气孔1707相连接,所述机床1的台面靠近气泵1701的一侧固定安装有盒体1709,所述盒体1709上设置有气流利用组件18,所述盒体1709的输入端与出气管1702相连接,盒体1709的
输出端与排气管1708的输入端通过输气管1710相连接,所述机床1的台面内设有腔室1711,所述气腔1703与腔室1711之间开设有第一下落孔1712和第二下落孔1713,所述第一下落孔1712与第二下落孔1713相对接,所述腔室1711远离盒体1709腔底一侧开设有排屑孔1714,所述机床1下固定安装有固定框1715,所述固定框1715内安装有收集盒1716,所述收集盒1716的收集口位于排屑孔1714的下方,当进行多工位加工时,启动气泵1701,使出气管1702将产生的高速气流通入到盒体1709内,进入到盒体1709内的高速气流通过输气管1710进入排气管1708内,从而能够进入到气腔1703,高速气流在气腔1703内高速流动时,利用高速气流所产生的气流吸力,能够将集屑槽1704内的碎屑通过下屑孔1706被吸入到气腔1703内,进而随着气流的流动经过第一下落孔1712和第二下落孔1713进入到腔室1711内,在经过气流的推动能够通过排屑孔1714落入到收集盒1716内,从而完成碎屑的自动清理。
25.多根所述隔板1705为三角板,且横截面为等腰三角形,所述隔板1705的其中一边与集屑槽1704的槽底固定连接,相邻两根所述隔板1705之间的槽底开设有下屑孔1706,通过多根隔板1705能够保障落入集屑槽1704内的碎屑全部位于槽底,有利于下屑孔1706的吸入。
26.如图1-图3和图6所示,所述气流利用组件18包括转轴1801、扇板1802、驱动齿1803;所述盒体1709的前后侧壁上对称开设有第一转孔,所述转孔内转动安装有转轴1801,所述转轴1801的轴侧壁上沿周向固定安装有扇板1802,所述转轴1801的两端均固定安装有驱动齿1803,所述机床1的台面内设有活动腔1804,所述活动腔1804位于腔室1711与盒体1709之间,所述活动腔1804的前后腔壁上对称开设有第二转孔,所述第二转孔内均转动安装有转杆1805,两根所述转杆1805相邻端通过挤压辊1807相连接,所述挤压辊1807为椭圆状结构,两根所述转杆1805的相背端均固定安装有从动齿1806,所述从动齿1806与驱动齿1803相配合,当高速气流进入到盒体1709的输入端进入输出端流出时,高速气流在流动过程中能够对扇板1802产生推动力,从而使得扇板1802在气流作用力下通过转轴1801带动驱动齿1803进行旋转,通过从动齿1806与驱动齿1803相啮合,使得驱动齿1803带动从动齿1806转动的同时,让从动齿1806可以通过转杆1805带动挤压辊1807进行周期性转动,从而能够为排屑清理组件19提供运行驱动力。
27.所述腔室1711内设置有排屑清理组件19。
28.如图3和图6-图8所示所述排屑清理组件19包括挤压气囊1901、滑槽1902、固定杆1903、滑块1904、滑孔1905、增压气囊1906、支撑弹簧1907、移动块1908、推铲1911;所述活动腔1804靠近腔室1711的腔内壁上固定安装有挤压气囊1901,所述腔室1711的前后腔壁上对称开设有滑槽1902,所述滑槽1902内固定安装有固定杆1903,所述固定杆1903上滑动安装有滑块1904,所述滑块1904上开设有滑孔1905,所述固定杆1903贯穿滑孔1905,且为滑动配合,所述固定杆1903上套设有增压气囊1906,所述增压气囊1906的一端与滑块1904靠近活动腔1804的一侧相连接,另一端与滑槽1902靠近活动腔1804的槽壁相连接,所述增压气囊1906与挤压气囊1901通过软管相连接,所述固定杆1903上套设有支撑弹簧1907,所述支撑弹簧1907的一端与滑块1904远离增压气囊1906的一侧相连接,另一端与滑槽1902远离增压气囊1906的槽壁相连接,两个所述滑块1904之间通过移动块1908相连接,所述移动块1908远离活动腔1804的一侧底部安装有推铲1911,当挤压辊1807进行转动
时,挤压辊1807的每一个旋转周期内,利用挤压辊1807的椭圆特性,可以在每个旋转周期中对挤压气囊1901挤压一次,随着挤压辊1807压缩挤压气囊1901时,挤压气囊1901内的气流可以通过软管进入到增压气囊1906内,随着增压气囊1906 的体积膨胀能够推动滑块1904在固定杆1903上压缩支撑弹簧1907,并在固定杆1903上进行横移,从而能够带动移动块1908进行同步移动,使得移动块1908在移动过程中带动推铲1911对腔室1711内积留的碎屑推动至排屑孔1714内,提高碎屑的清理效果,保障腔室1711内不会积留碎屑,当挤压辊1807掠过挤压气囊1901时,在支撑弹簧1907的弹力作用下可以推动滑块1904挤压增压气囊1906,使得增压气囊1906内的气体可以通过软管回流到挤压气囊1901内,让挤压气囊1901进行复原,可以为下一个挤压辊1807的旋转周期进程完成准备,从而保障推铲1911能够在挤压辊1807的每个旋转周期内都进行排屑操作。
29.所述滑孔1905的孔内壁上开设有滚槽1909,所述滚槽1909内滚动嵌合有滚珠1910,所述滚珠1910与固定杆1903的杆壁为点接触,通过滚珠1910能够减弱滑块1904与固定杆1903之间的移动摩擦力,有利于滑块1904在固定杆1903上顺畅移动。
30.所述推铲1911铰接在移动块1908上,且推铲1911为弧形铲,所述推铲1911的内弧面朝向排屑孔1714,推铲1911的外弧面朝向活动腔1804,使得推铲1911在向着排屑孔1714移动时,推铲1911受到移动块1908的支撑作用能够将腔室1711内积留的碎屑推入到排屑孔1714内,当推铲1911随着移动块1908复位时,由于推铲1911与移动块1908为铰接,推铲1911受到碎屑所阻碍时能够进行上移,从而可以避免带动碎屑一起移动。
31.一种涡轮工作叶片榫头加工用装夹夹具的装夹方法,包括:s1、将活动定位块6安装在第三支座5上的限位槽中,并拧紧内六角圆柱头螺钉内六角圆柱头螺钉,确保活动定位块6安装到位;s2、将零件放置在工装中,拧动六角圆柱头螺钉、六角圆柱头螺钉,将压板8轻微压紧零件;s3、调整第一方头螺钉12使第一辅助支撑块10弹起,并拧紧第一方头螺钉12,调整滚花螺母13,使压紧螺钉14轻微顶紧零件;s4、拧紧六角圆柱头螺钉、六角圆柱头螺钉、滚花螺母13,使将压板8、压紧螺钉14压紧零件;s5、拧动第二方头螺钉16,使第二辅助支撑块15接触零件;s6、拧松内六角圆柱头螺钉、内六角圆柱头螺钉,去除活动定位块6,完成零件装夹动作。
32.本发明的工作原理:底座2固定在机床1上,第一支座3通过内六角圆柱头螺钉、圆柱销固定在机床1上,第二支座4通过内六角圆柱头螺钉固定在第一支座3上,滚花螺母13、压紧螺钉14安装在第二支座4上,压板8通过圆柱销固定在第二支座4上形成饺链机构,六角圆柱头螺钉安装在压板8和第二支座4上形成压紧机构,第三支座5安装通过六角圆柱头螺钉安装在第二支座4上,压力弹簧11、第一辅助支撑块10、第一方头螺钉12安装在第二支座4上形成辅助支撑机构,压板8通过圆柱销固定在第二支座4上形成饺链机构,六角圆柱头螺钉安装在压板8和第二支座4上形成压紧机构,第二方头螺钉16、第二辅助支撑块15安装在第二支座4上形成辅助支撑结构,活动定位块6、内六角圆柱头螺钉、内六角圆柱头螺钉安装在第三支座5上形成可拆徐定位机构,定位销7安装在第三支座5上,可以快速完成低压涡轮
工作叶片装夹,最大限度暴露榫齿及其缘板加工区域,可在带有刀库的数控磨削中心上完成多工位加工,提高加工效率,提升叶片加工精度,可应用推广到其它航空发动机的低压涡轮叶片加工。
33.当进行多工位加工时,启动气泵1701,使出气管1702将产生的高速气流通入到盒体1709内,进入到盒体1709内的高速气流通过输气管1710进入排气管1708内,从而能够进入到气腔1703,高速气流在气腔1703内高速流动时,利用高速气流所产生的气流吸力,能够将集屑槽1704内的碎屑通过下屑孔1706被吸入到气腔1703内,进而随着气流的流动经过第一下落孔1712和第二下落孔1713进入到腔室1711内,在经过气流的推动能够通过排屑孔1714落入到收集盒1716内,从而完成碎屑的自动清理。
34.当高速气流进入到盒体1709的输入端进入输出端流出时,高速气流在流动过程中能够对扇板1802产生推动力,从而使得扇板1802在气流作用力下通过转轴1801带动驱动齿1803进行旋转,通过从动齿1806与驱动齿1803相啮合,使得驱动齿1803带动从动齿1806转动的同时,让从动齿1806可以通过转杆1805带动挤压辊1807进行周期性转动,从而能够为排屑清理组件19提供运行驱动力。
35.当挤压辊1807进行转动时,挤压辊1807的每一个旋转周期内,利用挤压辊1807的椭圆特性,可以在每个旋转周期中对挤压气囊1901挤压一次,随着挤压辊1807压缩挤压气囊1901时,挤压气囊1901内的气流可以通过软管进入到增压气囊1906内,随着增压气囊1906 的体积膨胀能够推动滑块1904在固定杆1903上压缩支撑弹簧1907,并在固定杆1903上进行横移,从而能够带动移动块1908进行同步移动,使得移动块1908在移动过程中带动推铲1911对腔室1711内积留的碎屑推动至排屑孔1714内,提高碎屑的清理效果,保障腔室1711内不会积留碎屑,当挤压辊1807掠过挤压气囊1901时,在支撑弹簧1907的弹力作用下可以推动滑块1904挤压增压气囊1906,使得增压气囊1906内的气体可以通过软管回流到挤压气囊1901内,让挤压气囊1901进行复原,可以为下一个挤压辊1807的旋转周期进程完成准备,从而保障推铲1911能够在挤压辊1807的每个旋转周期内都进行排屑操作。
36.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1