一种美标标准强度碳素钢轨的生产方法与流程
1.本发明涉及冶金材料领域,尤其涉及一种美标标准强度碳素钢轨的生产方法。
背景技术:
2.北美洲是铁路发达地区,在重载运输技术方面位居世界前列,具有完善发达的铁路网,大规模线路已于2000年前后全部完成,arema标准是国际货运重载铁路用钢轨领域比较具影响力的技术标准,在国际上具有广泛的基础,是美洲、澳洲等重载铁路客户采购钢轨首选的标准,被钢轨生产企业视为进入高端市场的门槛。从市场上看,北美铁路、澳大利亚矿山铁路运营量将逐年增加,对碳素钢轨的需求也将会越来越大。此外,许多国家也筹建铁路。这些国家采购钢轨大部分按arema标准进行采购,因此,具有可观的市场需求量。随着经济的发展,大宗货物的运输主要还是依靠火车,近年来,北美重载铁路、澳大利亚矿山铁路都明显提出对美标钢轨的需要。随着逐年运营量的增加,这对钢轨的性能需求更加苛刻,尤其小曲率半径。所以研发出满足arema-2019标准强度碳素钢轨,可增加包钢出口钢轨的材质,也可抢占市场份额,创造外汇收入。另外,市场需求方面,未来许多重载铁路将会建立,对美标高强钢轨的需求量将会扩大。因此,研发arema标准强度碳素钢轨具有广阔的出口市场。
技术实现要素:
3.本发明的目的是本发明提供一种满足arema-2019标准强度碳素钢轨的生产方法。
4.为解决上述技术问题,本发明采用如下技术方案:
5.本发明一种美标标准强度碳素钢轨的生产方法,包括如下步骤:
6.1)铁水预处理:铁水须经脱硫预处理,要求[p]≤0.12%、[s]≤0.0.030%,其余各原材料符合相应标准要求;
[0007]
2)转炉冶炼:终点控制c≥0.06%,出钢温度t(℃)>1610,采用硅锰、锰铁和硅铁合金进行罐内脱氧合金化,转炉增碳采用重轨增碳剂;
[0008]
3)lf炉精炼:精炼渣料加入后要有足够的加热时间,保证渣料完全化开,尽快形成泡沫渣,实现埋弧操作,达到白渣操作的目标,炉渣碱度控制≥2.0;
[0009]
4)vd真空脱气:深真空时间≥15min,真空度小于0.1kpa,真空处理结束后软吹时间大于等于15min,软吹期间钢水不得裸露;
[0010]
5)连铸:浇铸过程做到液位自动控制,正常使用电磁搅拌;钢种液相线温度:1461℃,连铸钢水过热度在15℃-25℃之间,不大于30℃波动范围小,采用恒拉速;
[0011]
6)钢坯加热:加热总时间50分钟以上,各段加热温度:预热段≤800℃,加热1段1150-1280℃,加热2段≤1200℃,均热段1150-1260℃;
[0012]
7)轧制温度:铸坯经万能轧机轧制成钢轨,开轧温度:1070-1130℃,终轧温度以轧制第二道温度为准,钢轨终轧目标温度:小于930℃。
[0013]
进一步的,所述钢轨材料以质量百分计其化学成分包括:c:0.75~0.85; si:0.45
~0.6;mn:1.0~1.2;p≤0.020;s≤0.020;cr:0.2~0.3,其余为fe 及不可避免的杂质。
[0014]
进一步的,钢轨热轧后抗拉强度≥980mpa,屈服强度≥510mpa,伸长率≥ 10%,钢轨踏面硬度≥310hb,。
[0015]
与现有技术相比,本发明的有益技术效果:
[0016]
本发明的钢轨热轧后抗拉强度≥980mpa,屈服强度≥510mpa,伸长率≥10%,钢轨踏面硬度≥310hb,满足arema-2019标准。
具体实施方式
[0017]
本发明提供一种满足arema-2019标准强度碳素钢轨的生产方法,上述钢轨材料以质量百分计其化学成分包括:c:0.75~0.85;si:0.45~0.6;mn:1.0~ 1.2;p≤0.020;s≤0.020;cr:0.2~0.3。其特征在于,钢轨热轧后抗拉强度≥980mpa,屈服强度≥510mpa,伸长率≥10%,钢轨踏面硬度≥310hb。本发明还提供一种热轧美标标准碳素钢轨材料的生产方法,其包括:冶炼,加热,轧制;其中,加热温度为1200℃;出炉温度不低于1100℃;轧制温度1100℃~ 1130℃,终轧温度小于930℃。
[0018]
本次生产试验的工艺路线按照:高炉铁水-铁水预处理-转炉冶炼-lf炉外精炼-vd真空脱气-大方坯连铸;上料-步进加热炉-高压水一次除磷-bd1开坯-bd2 开坯-高压水二次除磷-ccs万能轧制-热打印-热锯切-预弯-步进冷床冷却-长尺矫直-检测中心-联合锯钻加工-外形、表面质量检查-入库、外发。
[0019]
其制备工艺具体包括:
[0020]
1)铁水预处理:铁水须经脱硫预处理,要求[p]≤0.12%、[s]≤0.0.030%,其余各原材料符合相应标准要求。
[0021]
2)转炉冶炼:终点控制c≥0.06%,出钢温度t(℃)>1610,采用硅锰、锰铁和硅铁合金进行罐内脱氧合金化,转炉增碳采用重轨增碳剂。
[0022]
3)lf炉精炼:精炼渣料加入后要有足够的加热时间,保证渣料完全化开,尽快形成泡沫渣,实现埋弧操作,达到白渣操作的目标。炉渣碱度控制≥2.0。
[0023]
表1精炼化学成分
[0024]
熔炼号c/%si/%mn/%p/%s/%cr/%229007330.70000.48001.04000.01200.00900.1360229007340.77000.48001.05000.01200.01500.1380229007350.81000.52001.15000.01900.00400.1720
[0025]
4)vd真空脱气:深真空时间≥15min,真空度小于0.1kpa,真空处理结束后软吹时间大于等于15min,软吹期间钢水不得裸露;
[0026]
5)连铸:浇铸过程做到液位自动控制,正常使用电磁搅拌;钢种液相线温度:1461℃,连铸钢水过热度在15℃-25℃之间,不大于30℃波动范围小,采用恒拉速。具体成分见表2
[0027]
表2.连铸成品成分含量
[0028]
熔炼号c/%si/%mn/%p/%s/%cr/%229007330.80000.56001.15000.01300.00700.2300229007340.78000.57001.19000.01300.00300.2370
229007350.81000.57001.18000.01700.00200.2320
[0029]
6)钢坯加热:加热总时间50分钟以上,各段加热温度见表3。
[0030]
表3美标标准碳素钢轨加热工艺
[0031] 预热段加热1段加热2段均热段温度≤800℃1150-1280℃≤1200℃1150-1260℃
[0032]
7)轧制温度:铸坯经万能轧机轧制成钢轨,开轧温度:1070-1130℃,终轧温度以轧制第二道温度为准,钢轨终轧目标温度:小于930℃。
[0033]
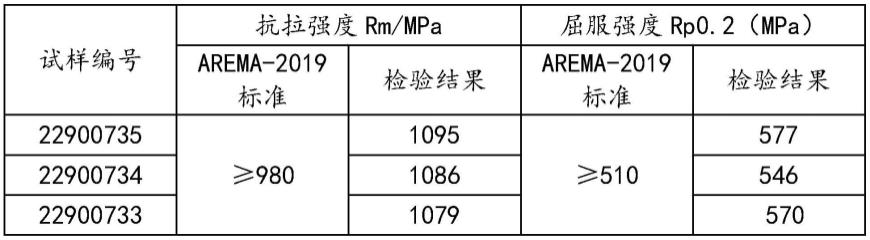
轧制后对3炉成品钢轨按照arema-2019标准强度碳素钢轨要求进行常规拉伸性能、踏面硬度等各项指标进行详细检测,检测结果表明,各项常规性能及特殊性能均满足标准要求,具体检验结果见表4,表5。
[0034]
表4钢轨的拉伸性能检验结果
[0035][0036]
表5钢轨的硬度和延伸检验结果
[0037][0038]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1