主轴单元的制作方法
1.本发明涉及主轴单元。
背景技术:
2.例如如专利文献1所公开的那样,在利用磨削磨具对卡盘工作台所保持的被加工物进行磨削的磨削装置中,将环状的磨削磨具安装于与主轴的前端连结的安装座,利用伴随主轴的旋转而旋转的磨削磨具对被加工物进行磨削。
3.这样以能够旋转的方式支承主轴的主轴单元具有:壳体,其围绕直立的主轴;轴向空气轴承和径向空气轴承,它们由提供至壳体与主轴之间的高压空气构成;以及安装座,其与从壳体的下部突出的主轴的前端连结,供该磨削磨具安装。另外,主轴单元中,以宽大的面积构成轴向空气轴承,以便承受磨削加工中的主轴的轴向的大的垂直载荷。
4.专利文献1:日本特开2017-222003号公报
5.主轴单元使构成轴向空气轴承的空气的排气从主轴的侧面喷出。并且,具有用于保护该喷出口免受加工屑影响的罩。
6.但是,存在如下的问题:包含加工屑的加工液会进入主轴与罩的间隙中,此后加工液干燥从而加工屑粘固于罩的内侧面和主轴的外侧面,造成主轴无法旋转。
7.因此,在主轴单元中,存在避免包含加工屑的加工液积存于主轴与罩的间隙中的课题。
技术实现要素:
8.用于解决上述课题的本发明是主轴单元,其具有:主轴,其在前端连结有安装加工器具的安装座,该主轴以铅垂方向作为轴向;以及壳体,其围绕该主轴,从内侧面喷射空气而形成空气轴承,将该主轴支承为能够旋转,其中,该安装座与从该壳体的下端向下方突出的该主轴的前端连结,该主轴单元具有:罩,其以与该主轴的外侧面之间设置有间隙的方式围绕着在该壳体的下表面与该安装座的上表面之间露出的该主轴;以及空气提供部,其形成于该主轴的内部,通过该主轴的旋转而向该间隙提供空气,该空气提供部具有:进入路,其在该主轴的上部开口并沿该主轴的轴向延伸;以及放射路,其从该进入路的下端沿该主轴的径向延伸并在该主轴的外侧面开口,与该间隙连通,通过该主轴的旋转而从该主轴的上部的该开口吸入该空气,将通过了该进入路和该放射路的该空气向该间隙放出,对该间隙进行清扫。
9.优选本发明的主轴单元向所述间隙导入所述空气轴承的排气。
10.本发明的主轴单元具有:主轴,其在前端连结有安装加工器具的安装座,该主轴以铅垂方向作为轴向;以及壳体,其围绕主轴,从内侧面喷射空气而形成空气轴承,将主轴支承为能够旋转,其中,安装座与从壳体的下端向下方突出的主轴的前端连结,主轴单元具有:罩,其以与主轴的外侧面之间设置有间隙的方式围绕着在壳体的下表面与安装座的上表面之间露出的主轴;以及空气提供部,其形成于主轴的内部,通过主轴的旋转而向间隙提
供空气,空气提供部具有:进入路,其在主轴的上部开口并沿主轴的轴向延伸;以及放射路,其从进入路的下端沿主轴的径向延伸并在主轴的外侧面开口,与间隙连通,通过主轴的旋转而从主轴的上部的开口吸入空气,将通过了进入路和放射路的空气向间隙放出,能够对间隙进行清扫。即,通过使主轴旋转,能够将空气送入至罩与主轴的外侧面之间,因此能够将进入至间隙的例如混入有磨削屑的磨削水从间隙排出,并且能够避免产生磨削屑粘固于主轴的外侧面与罩的内侧面之间而使主轴咬住等旋转不良。
11.本发明的主轴单元中,通过向罩与主轴的外侧面之间的间隙导入空气轴承的排气,能够将进入至间隙的例如混入有磨削屑的磨削水更可靠地从间隙排出,能够避免产生主轴的咬住等旋转不良。
附图说明
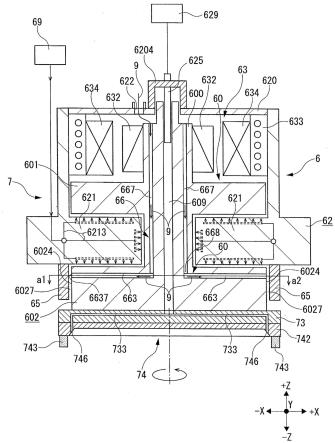
12.图1是示出具有本发明的主轴单元的磨削机构的剖视图。
13.图2是在主轴的周向上隔开等间隔而形成有多个进入路的情况下的图1所示的主轴单元的a1-a2剖视图。
14.图3是进入路为俯视圆环筒状的情况下的图1所示的主轴单元的a1-a2剖视图。
15.图4是对按照与主轴的罩对置且使主轴的安装部的外侧面从内侧朝向外侧向下倾斜的方式开口的放射路进行说明的剖视图。
16.标号说明
17.7:磨削机构;73:安装座;733:磨削水分配路;74:磨削磨轮;742:磨轮基台;743:环状的磨削磨具;746:喷射口;6:主轴单元;60:主轴;600:长轴部;601:板部;602:安装部;609:轴内水流路;62:壳体;620:顶板;6204:管接头;625:水提供管;629:磨削水提供源;621:空气喷射部;6213:空气流路;63:旋转驱动源;632:转子;633:水冷散热器;634:定子;69:空气提供源;65:罩;66:空气提供部;667:进入路;668:进入路的下端;663:放射路;666:圆环状的进入路;669:放射路。
具体实施方式
18.图1是对未图示的卡盘工作台所保持的半导体晶片等被加工物进行磨削的磨削机构7。并且,磨削机构7具有:本发明的主轴单元6;安装座73,其与构成主轴单元6的主轴60的前端(下端)连结;以及磨削磨轮74,其是安装于安装座73的下表面的加工器具。
19.另外,安装于安装座73的下表面的加工器具例如还可以是借助压板而安装的cmp研磨垫或干研磨垫或者一边使被加工物旋转一边进行切削的切削刀具等。
20.磨削磨轮74通过未图示的螺栓等固定于圆形板状的安装座73的下表面,磨削磨轮74具有磨轮基台742以及呈环状配置于磨轮基台742的底面的大致长方体形状的多个区段部。区段部例如是利用树脂结合剂或陶瓷结合剂等固定金刚石磨粒等而成型的。并且,通过多个呈环状排列的区段部,形成环状的磨削磨具743。另外,也可以将没有间隙的圆环状的磨削磨具即所谓的连续排列的磨削磨具配置于磨轮基台742的下表面。
21.在安装座73的内部,按照从上表面进入内部且在内部呈放射状分支成多个的方式形成有与磨削水提供源629连通且作为磨削水的通道的磨削水分配路733。另外,在磨轮基台742的下表面上形成有喷射口746,该喷射口746在周向上隔开均等间隔而开口有多个,与
磨削水分配路733连通,主要朝向磨削磨具743的内侧面喷射磨削水。从喷射口746喷射的磨削水提供至磨削磨具743与未图示的半导体晶片等被加工物的接触部位而进行接触部位的清洗、冷却。
22.主轴单元6具有:主轴60,其在前端(下端)连结有安装磨削磨轮74的安装座73,主轴60以铅垂方向(z轴方向)作为轴向;以及壳体62,其围绕主轴60,从内侧面喷射空气而形成空气轴承从而将主轴60支承为能够旋转。
23.如图1所示,主轴60以非接触的方式支承于壳体62,主轴60具有:长轴部600,其形成为圆柱状,沿z轴方向延伸;圆形板状的板部601,其在长轴部600的中段位置与长轴部600一体地形成,从长轴部600朝向径向外延伸;以及圆形板状的安装部602,其在长轴部600的下部侧从长轴部600朝向径向外一体地延伸,供安装座73安装。在板部601和安装部602与壳体62的内侧面之间形成有略微的间隙。
24.如图1所示,在主轴60的内部,沿z轴方向贯通而形成有通过旋转中心且作为磨削水的通道的轴内水流路609。轴内水流路609与形成于安装座73内的磨削水分配路733连通。
25.主轴60的长轴部600的上端贯通壳体62的顶板620的中央,在长轴部600的上端的上方例如配设有管接头6204。并且,通过管接头6204支承的水提供管625插入至主轴60的轴内水流路609。并且,在水提供管625的上端侧连通有由泵等构成且能够提供磨削水(例如纯水)的磨削水提供源629。另外,在配设主轴单元6的加工机构是研磨机构的情况下,研磨液提供源代替磨削水提供源629而与轴内水流路609连通。
26.如图1所示,例如壳体62的外形形成为有顶的大致圆筒形状,在壳体62的内部形成有空气轴承,该空气轴承通过从由压缩机等构成的空气提供源69提供的空气的压力以非接触的方式支承主轴60。
27.对上述空气轴承的具体构造进行说明。在图1所示的壳体62的下端部分配设有按照进入至主轴60的板部601与安装部602之间的方式形成为环状板状的空气喷射部621。在主轴60的板部601与壳体62的空气喷射部621之间、主轴60的安装部602与空气喷射部621之间、以及主轴60的长轴部600的外侧面与空气喷射部621之间,设置有作为空气的通路的略微的间隙。在空气喷射部621的外表面(上表面、下表面和内周面)上形成有未图示的多个喷射口,各喷射口通过空气喷射部621内的空气流路6213和外部配管而与空气提供源69连接。
28.从图1所示的空气提供源69提供的高压空气通过上述空气流路6213而从空气喷射部621的各喷射口经由间隙喷射至主轴60的外表面,由此主轴60相对于壳体62借助高压空气而被浮动支承。由此,在壳体62内形成有径向空气轴承和轴向空气轴承,通过径向空气轴承和轴向空气轴承在径向和轴向上以能够旋转的方式支承主轴60的外侧面。此时,通过轴向空气轴承以宽大的范围浮动支承主轴60的板部601和安装部602,因此在轴向方向(z轴方向)上作用于主轴60的加工负荷(垂直载荷)适当地分散。
29.对图1所示的主轴60进行旋转驱动的旋转驱动源63例如是电动机,该旋转驱动源63具有:转子632,其与主轴60的长轴部600的上端侧的侧面连接;以及定子634,其在转子632的外侧隔着水冷散热器633而配设于壳体62的内侧面。在定子634上连接有向旋转驱动源63提供规定电力的未图示的电源。旋转驱动源63通过对定子634施加电压而使转子632旋转,从而使安装有转子632的主轴60旋转。水冷散热器633抑制旋转驱动源63的发热。
30.作为主轴60的前端侧(下端侧)的安装部602整体从壳体62的下端向下方突出,安
装座73与安装部602的平坦的下表面连结。
31.主轴单元6具有:罩65,其以与主轴60的外侧面(即本实施方式中的安装部602的外侧面6024)之间设置有间隙6027的方式围绕着在作为壳体62的下表面的空气喷射部621的下表面与在z轴方向上对置的安装座73的上表面之间露出的主轴60;以及空气提供部66,其形成于主轴60的内部,通过主轴60的旋转而向间隙6027提供空气。
32.罩65例如形成为圆筒状,其上端侧与空气喷射部621的下表面连接。形成于安装部602的外侧面6024与罩65的内侧面之间的间隙6027是微小的尺寸,例如为数mm左右。
33.空气提供部66具有:进入路667,其在主轴60的上部开口,沿主轴60的轴向(z轴方向)延伸;以及放射路663,其从进入路667的下端668沿主轴60的径向延伸,在主轴60的外侧面开口,与间隙6027连通。
34.进入路667的横截面例如为圆形状,如图1和图2所示,进入路667在主轴60的长轴部600上沿周向隔开等间隔而形成有多个(例如在图2所示的例子中为12个),进入路667的上端在长轴部600的上端面开口。进入路667的下端668位于安装部602的内部。另外,图2是图1所示的主轴单元的a1-a2剖视图。
35.空气提供部66也可以代替进入路667而具有图3所示的进入路666。进入路666在主轴60的长轴部600上形成为绕周向一周的圆环状。
36.多个放射路663与图1、图2所示的进入路667的下端668连通并以长轴部600的中心为中心而呈放射状沿主轴60的径向延伸,多个放射路663在安装部602的外侧面6024上分别开口有出口6637。出口6637的形状在图1、图2所示的例子中成为与放射路663的管径直径相同的圆形。例如放射路663的管径设定得比间隙6027的尺寸大。
37.空气提供部66也可以代替放射路663而具有图4所示的放射路669。多个放射路669与进入路667的下端668连通并以长轴部600的中心为中心而呈放射状沿主轴60的径向延伸,多个放射路669在安装部602的外侧面6024分别开口有出口6697。如图4所示,位于出口6697的下侧的安装部602的外侧面6024形成为从内侧朝向外侧向下倾斜并且慢慢扩展。
38.另外,通过主轴60旋转所带来的离心力,将进入至外侧面6024的下倾斜面与罩65的内侧面之间的混入有磨削屑的磨削水排出。
39.在图1所示的比壳体62的顶板620的中央略微靠外周侧的区域,开口有空气吸引口622,进入路667的上端的开口位于空气吸引口622的斜下方附近。另外,空气吸引口622在图示的例子中仅形成于1个部位,但例如可以在顶板620的周向上隔开均等间隔而形成有多个。
40.以下,对使用上述图1所示的磨削机构7对半导体晶片等被加工物进行磨削时的磨削机构7的动作进行详细说明。
41.保持着被加工物的未图示的卡盘工作台在水平方向上移动至磨削机构7的下方。并且,进行磨削机构7的磨削磨具743与未图示的卡盘工作台所保持的被加工物的对位。
42.接着,磨削机构7通过由滚珠丝杠和电动机等构成的未图示的磨削进给单元而下降,与通过之前说明的形成于壳体62内的空气轴承以非接触的方式支承的主轴60的旋转相伴随地旋转的磨削磨具743与被加工物抵接,由此进行磨削。在磨削中,未图示的卡盘工作台例如与磨削磨具743在同方向上旋转,与之相伴,卡盘工作台所保持的被加工物也进行旋转,因此通过磨削磨具743进行被加工物的整个上表面的磨削加工。
43.在磨削加工中,图1所示的磨削水提供源629将用于冷却磨削磨具743的磨削水提供至主轴60中的轴内水流路609。提供至轴内水流路609的磨削水通过安装座73的磨削水分配路733而从磨削磨轮74的各喷射口746喷出,到达磨削磨具743与被加工物的接触部位。通过该磨削水将磨削磨具740和被加工物冷却,并且磨削屑与成为加工废液的磨削水一起从被加工物的上表面被冲走。
44.以往,产生如下的问题:上述混入有磨削屑的磨削水成为飞沫,进入至罩65与安装部602的外侧面6024的间隙6027,此后该磨削水干燥从而磨削屑粘固于罩65的内侧面与主轴60的安装部602的外侧面,造成主轴60无法旋转。
45.但是,在本发明的主轴单元6中,通过主轴60的旋转,从多个进入路667的长轴部600的上端面的开口向进入路667内吸入空气9。即,空气9从形成于位于旋转的主轴60的进入路667的长轴部600的上端面的开口的上方附近的壳体62的顶板620的空气吸引口622被吸入壳体62内而进入至进入路667内。并且,该空气9在各进入路667中下降,沿着各放射路663从主轴60的中心朝向外侧流动。
46.即使形成于空气提供部66的主轴60的长轴部600的进入路是图3所示那样在主轴60的长轴部600形成为绕周向一周的圆环状的进入路666,也同样地通过主轴60的旋转从进入路666的上端的开口吸入空气9。
47.另外,通过了图1所示的放射路663的该空气9朝向间隙6027放出,由此进行间隙6027的清扫。即,能够利用向间隙6027送入的空气9使进入至间隙6027的包含磨削屑的磨削水从间隙6027的下端向罩65外部排出。
48.这样,在本发明中,主轴单元6通过使主轴60旋转,能够通过进入路667和放射路663将空气9送入罩65与主轴60的安装部602的外侧面之间的间隙6027,因此能够将进入至间隙6027的例如混入有磨削屑的磨削水从间隙6027排出,并且不会产生磨削屑粘固于主轴60的安装部602的外侧面与罩65的内侧面之间而使主轴60咬住等旋转不良。
49.另外,在本实施方式中,向间隙6027导入在壳体62内构成空气轴承的空气的排气。即,在磨削加工中,之前说明的在壳体62内部朝向主轴60喷出且形成支承主轴60的空气轴承的高压的空气在主轴60的板部601与壳体62的空气喷射部621之间、主轴60的安装部602与空气喷射部621之间、以及主轴60的长轴部600的外侧面与空气喷射部621之间的作为空气的通路的微小的间隙中向下方流动,到达间隙6027。并且,通过构成空气轴承的该空气,还能够将进入至间隙6027的混入有磨削屑的磨削水从间隙6027更可靠地排出,并且能够更可靠地使混入有磨削屑的磨削水不进入至主轴60的外侧面与罩65的内侧面之间,从而能够防止主轴60咬住。
50.据认为上述的空气9向进入路667的吸入例如通过产生以下说明的现象而发生。所推测的现象之一如下:在放射路663内原本存在的空气9受到主轴60的旋转所带来的离心力而沿着放射路663从主轴60的中心朝向外侧流动,向间隙6027放出,由此新的空气9被吸引至与放射路663连通的进入路667。
51.另外,所推测的另一现象基于伯努利效应。即,构成空气轴承的空气的排气例如按照朝向比放射路663窄的间隙6027的方式强势地导入,由此放射路663的出口附近的压力降低,由此向放射路663内吸引进入路667的空气9,进而从上端的开口向与放射路663连通的进入路667吸入空气9。
52.在空气提供部66代替放射路663而具有图4所示的放射路669的情况下也同样地,通过主轴60的旋转,从多个进入路667的长轴部600的上端面的开口向进入路667内吸入空气9。并且,该空气9在各进入路667下降,沿着各放射路669从主轴60的中心朝向外侧流动。放射路669的出口6697如图4所示那样从出口6697起按照下侧的安装部602的外侧面6024从内侧朝向外侧向下倾斜而扩展的方式形成,因此能够一边沿着与出口6697相连的该斜面向下方导入空气9,一边将进入至间隙6027的包含磨削屑的磨削水从间隙6027的下端向罩65外排出而清扫间隙6027。
53.本发明的主轴单元6不限于上述实施方式,当然可以在其技术思想的范围内利用各种不同的方式实施。另外,关于间隙6027的空气清扫,也不限于上述那样的在磨削中进行的例子,可以在能够发挥本发明的效果的范围内适当地变更。
54.在磨削机构7结束磨削多个被加工物而使磨削机构7停止的阶段、例如在进行上一次的被加工物的磨削和下一次的被加工物的磨削的日期不同的情况下等,预先对控制磨削机构7的由cpu和存储介质等构成的未图示的控制部进行编程,以便在对最后的被加工物结束了磨削之后进行规定时间的间隙6027的清扫,也可以在使磨削机构7的主轴60磨削结束之后旋转规定时间。
55.另外,可以由作业者以手动作业使主轴60旋转,向进入路667吸入空气而进行间隙6027的清扫。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1