一种回火热处理生产工艺的制作方法
1.本发明属于钢铁冶金制备技术领域,具体涉及一种回火热处理生产工艺。
背景技术:
2.回火热处理是将钢板重新加热到低于下临界温度ac1(加热时珠光体向奥氏体转变的开始温度)的适当温度,保温一段时间后在空气或水、油等介质中冷却的热处理工艺。沙钢以往回火生产时要求充分回火,钢板头、尾回火热处理出钢温度差需控制在10℃以内,以此保证钢板整板的性能均匀性。
3.针对结构钢系列钢板在炉时间达到3.0min/mm,回火生产时效率较低。同时沙钢回火热处理炉主要以生产合金模具钢品种为主,合金模具钢品种回火温度一般在540℃-580℃之间,且回火热处理炉长期处于饱和生产状态,对于需按照低温工艺(回火温度在450℃以下)生产的钢种,回火热处理炉需要先进行降温后才能生产,每月因工艺温度导致的升降温次数居高不下,严重制约回火热处理的产能发挥。热处理回火交货订单长期处于饱和生产状态,交货矛盾比较突出,需要进一步提升回火热处理效率扩大产能。
4.为充分发挥热处理炉的加热能力,对于需进行低温回火(回火温度在450℃以下)的钢种可不进行工艺降温,保持正常回火合金模具钢工艺温度不变,钢板入炉后通过调整在炉时间使钢板达到要求的工艺温度,从而达到缩短在炉时间提高回火生产效率的目的。
技术实现要素:
5.针对现有技术的不足,本发明提供了一种回火热处理生产工艺,该生产工艺可覆盖40mm以下厚度规格低温回火工艺(300-450℃)低合金钢种,降低低温回火结构钢的综合生产制造成本、提高热处理生产效率,具有明显的竞争优势,适合推广。
6.为解决现有技术问题,本发明采取的技术方案为:一种回火热处理生产工艺,包括以下步骤:步骤1,回火热处理炉各区炉温控制在540-580℃,低温回火钢种的钢板倒库后,无需进行升温或降温的处理,直接安排连续性批量生产;步骤2,钢板在炉时间控制在0.8-1.2min/mm范围内,具体根据钢板厚度及工艺温度的要求进行调整;步骤3,低温回火钢种的钢板经过步骤1和步骤2的处理后,钢板头、尾的出炉温度差控制在50℃范围内;步骤4,钢板出热处理炉后,在空气中自然冷却,确保回火消除应力效果。
7.上述回火热处理生产工艺在制备低温回火结构钢上的应用。
8.作为改进的是,所述低温回火结构刚的厚度为40mm以下。
9.作为改进的是,所述低温为300-450℃。
10.有益效果:与现有技术相比,本发明一种回火热处理生产工艺,生产的钢板性能良好、生产效
率高、综合制造成本低、适用范围广等优点,具备极大的推广应用价值,具有优势如下:(1)本发明回火热处理生产工艺适用于40mm以下厚度规格低温回火工艺(300-450℃)低合金钢种;(2)本发明采用了高回火温度,短在炉时间的工艺路线,低温回火过程不需要进行工艺升温及降温,钢板到库后可随时安排回火生产;(3)本发明工艺热处理加热炉各区炉温可长期保持在540-580℃之间,钢板在炉时间可根据钢板厚度及工艺温度的要求进行调整,在炉时间控制在0.8-1.2min/mm范围内,与前期3.0min/mm在炉时间比热处理生产效率可提升1.5-2.5倍;(4)本发明工艺钢板头、尾的出炉温度差可控制在50℃范围内,虽头尾温差比常规回火工艺要大,但钢板性能均匀性与常规回火工艺相当,具有较大适用性;(5)本发明工艺生产钢板出钢后在空气中自然冷却,确保了回火消除应力效果。
具体实施方式
11.下面的实施例可使本专业技术人员更全面地理解本发明,但不以任何方式限制本发明。
12.回火热处理炉共有24个区,上下各区呈对称分布,奇数区为上区,偶数区为下区。以生产回火x70m钢种为例进行说明。
13.其中,本发明所用的x70m钢种包含的成分及重量百分比为:c0.06~0.09%,si0.11~0.19%,mn1.35~1.45%,al0.02~0.05%,nb0.05~0.06%,ti0.01~0.02%,p≤0.015%,s≤0.005%,cr0.2~0.25%,n≤0.005%,其余为铁及不可避免的杂质元素。
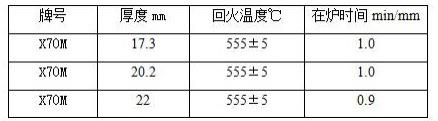
14.x70m热处理工艺如表1;表1x70m热处理工艺:热处理炉各区炉温均设定550-560℃。
15.实施例热处理工艺过程控制参数如表2所示。
16.表2不同实施例钢板的热处理工艺过程控制参数:热处理后钢板的力学性能如表3,参照astma370《钢产品力学性能试验方法和定义》标准进行力学性能检测;
表3:不同实施例热处理后钢板的力学性能本发明回火工艺与常规回火工艺生产效率对比如表5所示,其中,常规回火热处理工艺如表4所示,所用x70m的成分与利用本发明限定的成分和含量相同;表4:常规回火热处理工艺表5:本发明回火工艺与常规回火工艺生产效率对比:本发明采用了高回火温度,短在炉时间的工艺路线,且低温回火过程不需要进行工艺升温及降温,钢板到库后可随时安排回火生产,热处理加热炉各区炉温可长期保持在540-580℃之间,钢板在炉时间可根据钢板厚度及工艺温度的要求进行调整,具体可控制在0.8-1.2min/mm范围内,与前期3.0min/mm在炉时间比热处理生产效率可提升1.5-2.5倍,适用于40mm以下厚度规格低温回火工艺(300-450℃)低合金钢种。本发明综合生产制造成本、提高热处理生产效率,具有明显的竞争优势,适合推广。
技术特征:
1.一种回火热处理生产工艺,其特征在于,包括以下步骤:步骤1,回火热处理炉各区炉温控制在540-580℃,低温回火钢种的钢板倒库后,无需进行升温或降温的处理,直接安排连续性批量生产;步骤2,钢板在炉时间控制在0.8-1.2min/mm范围内,具体根据钢板厚度及工艺温度的要求进行调整;步骤3,低温回火钢种的钢板经过步骤1和步骤2的处理后,钢板头、尾的出炉温度差控制在50℃范围内;步骤4,钢板出热处理炉后,在空气中自然冷却,确保回火消除应力效果。2.根据权利要求1所述的一种回火热处理生产工艺,其特征在于,所述生产工艺在制备低温回火结构钢上的应用。3.根据权利要求2所述的应用,其特征在于,所述低温回火结构刚的厚度为40mm以下。4.根据权利要求3所述的应用,其特征在于,所述低温为300-450℃。
技术总结
本发明属于钢铁冶金制备技术领域,公开了一种回火热处理生产工艺。采用了高回火温度,短在炉时间的工艺路线,且低温回火过程不需要进行工艺升温及降温,钢板到库后可随时安排回火生产,热处理加热炉各区炉温可长期保持在540-580℃之间,钢板在炉时间可根据钢板厚度及工艺温度的要求进行调整,具体可控制在0.8-1.2min/mm范围内,与前期3.0min/mm在炉时间比热处理生产效率可提升1.5-2.5倍,适用于40mm以下厚度规格低温回火工艺(300-450℃)低合金钢种。本发明综合生产制造成本、提高热处理生产效率,具有明显的竞争优势,适合推广。适合推广。
技术研发人员:赵辉 聂文金 林涛铸 吴玲
受保护的技术使用者:张家港宏昌钢板有限公司 江苏省沙钢钢铁研究院有限公司
技术研发日:2022.07.04
技术公布日:2022/10/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1