一种陶瓷靶材加工方法和加工设备与流程
1.本发明涉及陶瓷靶材技术领域,尤其涉及一种陶瓷靶材加工方法和加工设备。
背景技术:
2.靶材就是高速荷能粒子轰击的目标材料,用于高能激光武器中,不同功率密度、不同输出波形、不同波长的激光与不同的靶材相互作用时,会产生不同的杀伤破坏效应;靶材按照材质分类包括金属靶材、陶瓷靶材和合金靶材。
3.陶瓷靶材在使用时常通过切割来获得所需大小,现有的陶瓷靶材采用水切切割,但是,由于水切后在陶瓷靶材的边缘形成较多的毛刺,切割后期还需要采用cnc机加工去除毛刺,操作繁琐且成本高。
技术实现要素:
4.为了克服现有技术的不足,本发明的目的在于提供一种陶瓷靶材加工方法和加工设备,其均能简化加工工序并降低成本。
5.本发明的目的采用如下技术方案实现:
6.一种陶瓷靶材加工方法,包括:
7.切割步骤:采用旋转的切割砂轮与陶瓷靶材接触并发生相对运动而切割陶瓷靶材,切割砂轮切割时还摩擦陶瓷靶材的切割面而去除切割形成的毛刺。
8.进一步地,还包括:
9.打薄步骤:在切割步骤之前将陶瓷靶材打薄至所需厚度。
10.进一步地,在采用切割砂轮切割陶瓷靶材时还采用吸尘装置将切割陶瓷靶材时形成的粉尘吸走。
11.进一步地,在所述切割步骤中,移动陶瓷靶材使其与切割砂轮相对运动。
12.进一步地,在所述切割步骤中,采用切割砂轮分别沿陶瓷靶材的长度和宽度方向对陶瓷靶材进行切割而将陶瓷靶材切割成多块。
13.进一步地,还包括:
14.固定步骤:在所述切割步骤前,将陶瓷靶材可取下地固定在载板上;
15.在所述切割步骤中,切割砂轮先对陶瓷靶材进行切割,之后转动载板而将陶瓷靶材旋转90
°
,切割砂轮再对陶瓷靶材进行切割,从而分别沿陶瓷靶材的长度和宽度方向对陶瓷靶材进行切割。
16.进一步地,在所述固定步骤中,所述载板为石墨板,陶瓷靶材采用石蜡固定在石墨板上。
17.进一步地,还包括:在所述固定步骤中,将陶瓷靶材和石墨板分别加热,将石蜡贴合在加热后的陶瓷靶材和石墨板之间,被加热后的石蜡受热熔融,之后冷却使石蜡重新凝固而将陶瓷靶材固定在载板上。
18.进一步地,还包括:
19.分离步骤:加热陶瓷靶材和/或石墨板使石蜡重新熔融,之后将陶瓷靶材从石墨板上取下获得所需的陶瓷靶材。
20.本发明的目的还采用如下技术方案实现:
21.一种陶瓷靶材加工设备,包括切割砂轮和用于驱动所述切割砂轮绕其中心轴线旋转的旋转驱动装置。
22.相比现有技术,本发明的有益效果在于:
23.本发明的陶瓷靶材加工方法通过采用旋转的切割砂轮进行切割,切割砂轮切割时还能摩擦陶瓷靶材的切割面而将毛刺去除,如此,相对现有可省去后续采用cnc机加工去除毛刺的步骤,简化操作,同时,可省去购买cnc机,节省成本。
24.本发明的陶瓷靶材加工设备通过设置切割砂轮和旋转驱动装置,这样,旋转驱动装置驱动切割砂轮旋转,旋转的切割砂轮可对陶瓷靶材进行切割,此时,切割砂轮切割时还能摩擦陶瓷靶材的切割面而将毛刺去除,如此,相对现有可省去后续采用cnc机加工去除毛刺的步骤,简化操作,同时,可省去购买cnc机,节省成本。
附图说明
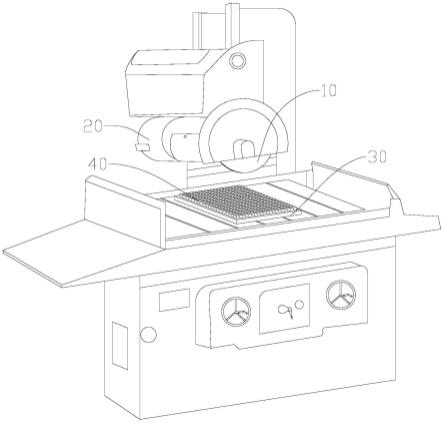
25.图1为本发明陶瓷靶材加工设备的结构示意图。
26.图中:10、切割砂轮;20、旋转驱动装置;30、载板;40、陶瓷靶材。
具体实施方式
27.请参看图1,本发明公开了一种陶瓷靶材加工方法,包括切割步骤:采用旋转的切割砂轮10与陶瓷靶材40接触并发生相对运动而切割陶瓷靶材40,切割砂轮10切割时还摩擦陶瓷靶材40的切割面而去除切割形成的毛刺;实际使用中,切割砂轮10可下压陶瓷靶材40或者压在陶瓷靶材40的侧面;由此,采用旋转的砂轮在切割的同时还将切割形成的毛刺去除,如此,相对现有可省去后续采用cnc机加工去除毛刺的步骤,简化操作,同时,可省去购买cnc机,节省成本。
28.具体地,还进行了采用水刀和本陶瓷靶材加工方法分别对相同的陶瓷靶材40切割的对比测试,测试结果得知:采用水刀切割的陶瓷靶材40的粗糙度ra=3.743um,而采用本陶瓷靶材加工方法切割的陶瓷靶材40的切割面的粗糙值ra=0.538um;由上,可明显得知采用本陶瓷靶材加工方法切割陶瓷靶材40的粗糙度极小于采用水刀的粗糙度,如此,可省去后续采用cnc机去除毛刺的操作。
29.现有的在采用水刀对陶瓷靶材40及逆行切割时,水刀的切割压力多为250mpa左右,然而,由于陶瓷靶材40脆而易碎,在采用水刀切割陶瓷靶材40时为了避免陶瓷靶材40被压碎,多在水刀切割后再对陶瓷靶材40逐一进行减薄,操作繁琐;本实施例中,由于切割砂轮10切割时的力度相对水刀小很多,因此,本实施例还包括打薄步骤:在切割步骤之前将陶瓷靶材40打薄至所需厚度;由此,可缩短打薄时长,同时,陶瓷靶材40打薄后再切割,切割更高效。
30.本实施例的在采用切割砂轮10切割陶瓷靶材40时还采用吸尘装置将切割陶瓷靶材40时形成的粉尘吸走,这样,可收集粉尘避免污染,且收集后的粉尘可重复利用。
31.上述的吸尘装置可采用市场可直接购买的抽风机。
32.在其他实施例中,在切割步骤中可通过移动切割砂轮10来使切割砂轮10和陶瓷靶材40相对运动,但是,此时的切割砂轮10除了需要可旋转设置还需可运动设置,增加了切割砂轮10设计的复杂度。
33.本实施例在所述切割步骤中,在所述切割步骤中,移动陶瓷靶材40使其与切割砂轮10相对运动,将旋转动作和运动动作分开设置,可简化切割砂轮10的设计复杂度。
34.本实施例在在所述切割步骤中,采用切割砂轮10分别沿陶瓷靶材40的长度和宽度方向对陶瓷靶材40进行切割而将陶瓷靶材40切割成多块,如此,经过长度和宽度方向上的切割,相对仅通过一个方向的切割,可将陶瓷靶材40切割成更多块,提高效率。
35.在其他实施例中,在切割砂轮10沿一个方向切割陶瓷靶材40后,转动切割砂轮10的朝向后再对陶瓷靶材40进行切割,从而实现沿陶瓷靶材40的另一个方向切割陶瓷靶材40,此时,需要将切割砂轮10设置成可转动,增加设计复杂度,同时,常采用旋转驱动装置20驱动切割砂轮10旋转,此时还需带动旋转驱动装置20驱动转动,重量大,增加转动复杂度。
36.本实施例还包括固定步骤:在所述切割步骤前,将陶瓷靶材40可取下地固定在载板30上;在所述切割步骤中,切割砂轮10先对陶瓷靶材40进行切割,之后转动载板30而将陶瓷靶材40旋转90
°
,切割砂轮10再对陶瓷靶材40进行切割,从而分别沿陶瓷靶材40的长度和宽度方向对陶瓷靶材40进行切割;由上,通过调整陶瓷靶材40来更换切割方向,可降低切割砂轮10设计复杂度;同时,由于陶瓷靶材40固定在载板30上,在进行一个方向的切割后,转动载板30能够带动被切割分离的陶瓷靶材40整体旋转,降低旋转操作复杂度;具体地,可采用手动的方式直接转动载板30,无需采用转动驱动装置,能够省去能源损耗。
37.本实施例在所述固定步骤中,所述载板30为石墨板,陶瓷靶材40采用石蜡固定在石墨板上;此时,石蜡与陶瓷靶材40和石墨板均具有较高的粘合度,从而能够将陶瓷靶材40稳定地固定在石墨板上。
38.具体地,在所述固定步骤中,将陶瓷靶材40和石墨板分别加热,将石蜡贴合在加热后的陶瓷靶材40和石墨板之间,被加热后的石蜡受热熔融,之后冷却使石蜡重新凝固而将陶瓷靶材40固定在载板30上;上述将陶瓷靶材40和石墨板同时加热,能够加快石蜡的熔融。
39.本实施例还包括分离步骤,分离步骤包括:在切割步骤后将陶瓷靶材40从载板30上取下获得所需的陶瓷靶材40。
40.本实施例的分离步骤中,加热陶瓷靶材40和/或石墨板使石蜡重新熔融,之后将陶瓷靶材40从石墨板上取下,此时,采用石墨板和石蜡配合的方式。不会对陶瓷靶材40造成损坏,保护陶瓷靶材40的质量。
41.本实施例还公开了一种陶瓷靶材加工设备,包括切割砂轮10和用于驱动所述切割砂轮10绕其中心轴线旋转的旋转驱动装置20;这样,通过旋转驱动装置20驱动切割砂轮10旋转,旋转的切割砂轮10与陶瓷靶材40相对运动而对陶瓷靶材40进行切割,切割砂轮10在旋转切割时还摩擦陶瓷靶材40的切割面而将产生的毛刺去除,相对现有可省去后续采用cnc机去除毛刺的操作,简化操作,同时,可省去购买cnc机,节省成本。
42.上述的旋转驱动装置20可采用但不仅限于现有可直接购买的旋转电机,降低研发成本。
43.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所
要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1