一种钢包顶吹装置及其使用方法与流程
1.本发明属于炼钢技术领域,更具体地说,涉及一种钢包顶吹装置及其使用方法。
背景技术:
2.在炼钢生产过程中,钢水成分、温度的控制直接反映整个炼钢流程控制水平高低,直接影响消耗成本和铸坯质量,甚至决定了生产能否顺利进行。连铸浇注时,钢水温度过低,会造成钢水流动性差,钢中夹杂物增多,甚至水口结瘤停浇;温度过高,则会加剧二次氧化及包衬的侵蚀,铸机拉速降低,铸坯质量变差。钢包吹氩搅拌对钢液无污染,设备投入成本低且操作简便,起到了很好的加速冶金反应、促进钢水成分和温度均匀的作用,尤其是钢包底吹氩,其氩气利用率高、搅拌效果好、并且机动性强,因而得到了广泛的应用,成为炼钢生产过程中不可或缺的关键环节。但在实际生产过程中,存在以下情形:(1)由于受到钢包透气砖缝隙渗钢、透气砖表面粘渣、透气砖缝隙变小等因素的影响,容易造成出钢后钢水到吹氩站钢包透气量小甚至无底吹,这会影响精炼工序的生产,有时甚至造成精炼钢水跟不上铸机浇注时间节点而造成异常断浇生产事故;(2)由于受到钢包热状态差、生产设备故障、生产组织不当等因素的影响,使得出钢后到吹氩站钢水温度低于工艺要求目标范围下限,致使连浇钢水因浇注温度低无法浇完,有时甚至发生温低断浇生产事故。目前,倒包作业作为处理出钢后到站钢水钢包透气量小或无底吹的常规手段,存在处理时间长、钢水温降大、铁损严重等问题;而对于出钢后到站低温钢水的常规处理方法是,吊运至lf炉加热升温以确保连浇钢水的温度,又存在处理耗时长,能源动力消耗增加的问题。
技术实现要素:
3.本发明的目的是解决现有技术存在的问题,提供一种结构简单,可较好防止吹氩站钢水温度过低,确保钢水成分和温度均匀的钢包顶吹装置及其使用方法。
4.为了实现上述目的,本发明采取的技术方案为:所提供的这种钢包顶吹装置,其特征在于:包括可以切换通氩或是通氧的通氩氧装置,所述通氩氧装置通过升降组件可升降的连接在升降导轨上,所述升降导轨下端通过旋转底座可转动的连接在基础平台上。
5.为使上述技术方案更加详尽和具体,本发明还提供以下更进一步的优选技术方案,以获得满意的实用效果:
6.所述通氩氧装置包括氩氧棒,所述氩氧棒通过管路分别连接至氩气总管和氧气总管,并在连接的管路上设有控制氩气接通或是氧气接通的控制阀。
7.所述氩氧棒的上端通过接头连接有气管,所述气管的尾端通过高压胶管连接至分支管路,通过所述分支管路分别连接至所述氩气总管和氧气总管。
8.连接至所述氩气总管的分支管路上设有氩气止回阀和氩气切断阀;连接至所述氧气总管的分支管路上设有氧气止回阀和氧气切断阀。
9.所述升降组件包括升降座,所述升降座一侧连接横臂,在所述横臂上设有卡接安装氩氧棒的夹持器;所述升降座上与升降导轨接触的侧边设有滚轮;所述升降座通过升降
驱动装置牵引带动。
10.所述升降驱动装置包括升降电机,所述升降电机驱动钢丝绳滚筒转动,钢丝绳一端缠绕在钢丝绳滚筒上,另一端通过滑轮连接至升降座。
11.所述旋转底座包括连接在所述升降导轨上的底座,所述底座内设有与升降导轨同轴布置的转动齿轮,所述转动齿轮一侧设有转动电机,转动电机的输出端设有驱动齿轮,所述驱动齿轮与转动齿轮啮合。
12.所述旋转底座通过底板连接至所述基础平台,所述转动电机设于所述基础平台下方。
13.一种钢包顶吹装置其使用方法,其特征在于:钢包处于吹氩位置,且钢包车处于静止状态;根据需要,选择吹氩或吹氧模式,并在plc控制器上设定氩氧棒插入深度,以及吹氩或吹氧时间;启动旋转电机,带动氩氧棒从等待位自动旋转至钢包中心垂直线上方;根据氩氧棒插入深度设定值,启动升降电机控制氩氧棒下落,自动下棒插入钢水预设深度;根据预设吹氩或吹氧模式,自动开氩气或氧气,对钢包内钢水进行顶吹氩搅拌或顶吹氧升温;根据预设吹氩或吹氧时间,自动关闭氩气或氧气;氩氧棒从钢水中自动提升移出钢包后,自动旋转至等待位,完成钢包顶吹氩或顶吹氧操作。
14.观察钢水亮面直径φ<200mm或无亮面时选择启动顶吹氩模式;到站钢水温度实测值低于目标范围下限10~30℃时选择启动顶吹氧模式。
15.本发明与现有技术相比,具有以下优点:本发明钢包顶吹装置及其使用方法,结构简单,可较好防止吹氩站钢水温度过低,确保钢水成分和温度均匀,具有较强的实用性和较好的应用前景。
附图说明
16.下面对本说明书的附图所表达的内容及图中的标记作简要说明:
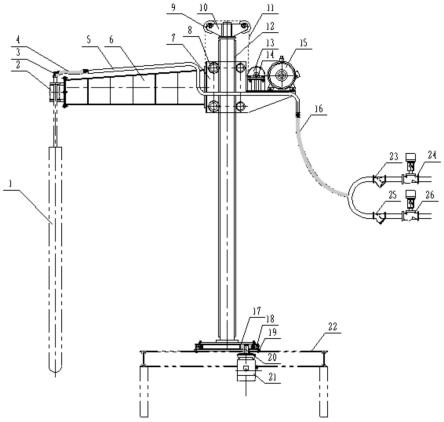
17.图1为本发明钢包顶吹装置结构示意图;
18.图2为本发明钢包顶吹装置控制流程图;
19.图3为本发明吹氩搅拌操作流程图;
20.图4为本发明吹氧升温操作流程图。
21.图中标记为:1、氩氧棒,2、夹持器,3、接头,4、软管,5、气管,6、横臂,7、升降座,8、滚轮,9、滑轮,10、滑轮架,11、钢丝绳,12、升降导轨,13、钢丝绳滚筒,14、轴承座,15、升降电机,16、高压胶管,17、底座,18、转动齿轮,19、底板,20、驱动齿轮,21、转动电机,22、基础平台,23、氩气止回阀,24、氩气切断阀,25、氧气止回阀,26、氧气切断阀。
具体实施方式
22.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明。
23.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.本发明钢包顶吹装置,是一种具有氩氧可选择的钢包顶吹装置,如图1中所示,主要包括可以切换通氩或是通氧的通氩氧装置,通氩氧装置通过升降组件可升降的连接在升降导轨12上。升降导轨12下端通过旋转底座可转动的连接在基础平台22上。通过在钢包吹氩站一侧的基础平台上设置该钢包顶吹装置,该钢包顶吹装置上设有可切换通氩或是通氧的通氩氧装置,可根据钢水在吹氩站的状态及温度选择补充顶吹氩或是进行吹氧升温,可降低耗时,有利于节约炼钢成本和确保生产稳定顺行。
25.本发明中,通氩氧装置包括氩氧棒1,氩氧棒1通过管路分别连接至氩气总管和氧气总管,并在连接的管路上设有控制氩气接通或是氧气接通的控制阀。具体到本实施例中,氩氧棒1的上端通过接头连接有沿横臂6延伸的气管5,气管5的尾端通过高压胶管16连接至分支管路,通过分支管路分别连接至氩气总管和氧气总管。连接至氩气总管的分支管路上设有氩气止回阀23和氩气切断阀24;连接至氧气总管的分支管路上设有氧气止回阀25和氧气切断阀26。氩气切断阀24和氧气切断阀26分别用于控制氩气管路和氧气管路的断开或是连通。
26.本发明中,升降组件可升降的连接在升降导轨12上,升降组件包括升降座7,升降座7一侧设有横臂6,在横臂6的前端设有卡接安装氩氧棒1的夹持器2,升降座7上与升降导轨接触的侧边设有滚轮8,以辅助升降座7沿导轨顺利的上下移动。升降驱动装置牵引该升降座移动。升降驱动装置包括升降电机15,在升降电机15带动钢丝绳滚筒13转动,钢丝绳11一端缠绕在钢丝绳滚筒13上,另一端通过滑轮9连接至升降座7。升降导轨12的上端设有滑轮架10,滑轮9设于滑轮架10的两侧,钢丝绳11依次穿过两侧的滑轮连接在升降座7上。通过升降电机启动控制钢丝绳11在钢丝绳滚筒13上收卷或是放卷,以控制升降座7带动氩氧棒1上升或是下降。
27.本发明中,升降导轨12下端设有旋转底座,旋转底座包括连接在升降导轨上的底座17,底座17内设有与升降导轨同轴布置的转动齿轮18,转动齿轮18一侧设有转动电机21,转动电机21的输出端设有驱动齿轮20,驱动齿轮20与转动齿轮18啮合,转动电机启动通过齿轮传动带动上方的升降导轨12及升降组件一同转动。可转动的设置该装置,以便于控制氩氧棒1的位置,不用时,转动至基础平台一侧,不影响钢包移动输送,方便作业。使用时,转动电机启动带动氩氧棒1转动至钢包位置上方,再通过升降电机15控制氩氧棒1向下移动至插入钢包内一定深度位置,根据需要选择吹氩或是吹氧作业,以满足生产需求。
28.本发明中,钢包顶吹装置包括氩氧棒1、夹持器2、接头3、软管4、气管5、横臂6、升降座7、滚轮8、滑轮9、滑轮架10、钢丝绳11、升降导轨12、钢丝绳滚筒13、轴承座14、升降电机15、高压胶管16、底座17、转动齿轮18、底板19、驱动齿轮20、旋转电机21。其中,氩氧棒1为中通单孔结构,通过夹持器2固定,夹持器2固定在横臂6前端面上,氩氧棒1顶端设置有接头3,接头3与软管4相连接,软管4与气管5相连接,气管5固定横臂6上,并与高压胶管16相连接;横臂6固定在升降座7上,可沿升降导轨12带动氩氧棒1作上下滑动;钢丝绳11缠绕在钢丝绳滚筒13上,钢丝绳滚筒13通过轴承座14可转动的连接至横臂6端部,升降电机15连接带动钢丝绳滚筒13转动;滑轮9和滑轮架10固定设置在升降导轨12的顶端,通过钢丝绳11与钢丝绳滚筒13和升降电机15相连接;通过升降电机15转动,带动氩氧棒1实现升降功能;底座17固定在升降导轨12的下端,旋转齿轮18与驱动齿轮20啮合传动,旋转电机21转动,带动驱动齿轮20旋转,通过旋转齿轮18带动升降导轨12转动,进而实现横臂6旋转的功能。底座17的下
方通过底板19连接至基础平台20上。底板19和旋转电机21分别置于基础平台22上表面和下表面,起到保护旋转电机21的作用。高压胶管16分别设置氩气管路和氧气管路,在氩气管路上分别设置氩气止回阀23和氩气切断阀24;在氧气管路上分别设置氧气止回阀25和氧气切断阀26,以根据需要选择开通氩气管路或是氧气管路。
29.本发明钢包顶吹装置的使用方法,如图2中所示,钢包处于吹氩位置,且钢包车处于静止状态;根据需要,选择吹氩或吹氧模式,并在plc控制器上设定氩氧棒插入深度(mm),以及吹氩或吹氧时间(min);启动旋转电机21,带动氩氧棒1从等待位自动旋转至钢包中心垂直线上方;根据氩氧棒插入深度设定值,启动升降电机15控制氩氧棒下落,自动下棒插入钢水预设深度;根据预设吹氩或吹氧模式,自动开氩气或氧气,对钢包内钢水进行顶吹氩搅拌或顶吹氧升温;根据预设吹氩或吹氧时间,自动关闭氩气或氧气;氩氧棒1从钢水中自动提升移出钢包后,自动旋转至等待位,完成钢包顶吹氩或顶吹氧操作。
30.具体的,使用时,该装置根据生产异常状况,可以灵活选择顶吹氩或顶吹氧模式,如图3、4中所示,具体可以实现以下两个方面的功能:
31.(1)钢包顶吹氩搅拌
32.1)钢包顶吹氩适用条件
33.钢种要求:直上不微调钢种;亮面大小:钢水亮面直径φ<200mm或无亮面。
34.2)钢包顶吹氩操作
35.a.顶吹气体选择吹氩模式,氩气压力设定1.4mpa,氩气流量1600nm3/h,将氩氧棒插入钢水一半深度,可选择1300~1500mm深度,进行吹氩搅拌,并对钢水进行测温。
36.b.按照普通碳素钢系列吹氩时间4min,低合金结构钢系列吹氩时间6min控制。
37.c.吹氩结束后,再次进行测温取样,钢水成分温度符合工艺要求后,钢包加盖,出站连浇。
38.(2)钢包顶吹氧升温
39.1)升温条件
40.钢种要求:普通碳素钢系列、低合金结构钢系列;升温幅度:低于目标范围下限10~30℃;采用硅铁(含硅75%)和硅锰(含硅18.64%、含锰66.6%)作为发热剂,利用发热元素硅、锰与氧气反应放热,提升钢水温度;顶吹气体切换成吹氧模式,设定氧气压力为1.2mpa,流量为1200nm3/h。
41.2)升温幅度确定
42.根据到站低温钢水实测温度,并根据吹氩过程钢水温降、补加合金熔化吸热造成的钢水温降以及出站钢水工艺要求的目标温度,确定升温幅度
△
t,可由下列计算公式确定:
43.δt=t
出站
+t
吹氩
×v吹氩
+(m
硅铁
+m
硅锰
)/100
×
a-t
进站
ꢀꢀ
(1)
44.式(1)中:
△
t为升温幅度,℃;t
出站
为出站钢水工艺要求目标温度,℃;t
吹氩
吹氩为吹氩时间,min;v
吹氩
吹氩吹氩过程钢水温降速率,℃/min,取值范围为2~4,℃/min;m
硅铁
、m
硅锰
分别为补加的硅铁和锰铁合金的量,kg;a为每补加100kg合金造成的钢水温降系数,取值范围为0.02~0.04,℃/kg;t
进站
为到站低温钢水温度,℃。
45.3)吹氧操作
46.设定氧气压力为1.2mpa,流量为1200nm3/h,将氩氧棒插入钢液1300~1500mm深度
向钢水吹氧,并根据升温幅度
△
t,确定吹氧时间t升温,可由下列计算公式确定。
47.t
升温
=δt/v
升温
ꢀꢀ
(2)
48.式(2)中,t
升温
为升温时间,min;
△
t为升温幅度,℃;v
升温
为升温速度,取值范围为3.25~4.75,℃/min。
49.4)喂铝丝脱氧
50.吹氧结束后,将氩氧棒提出钢水,采用定氧仪对吹氧结束后钢水定氧,根据实测钢水氧含量、出站钢水目标氧含量的工艺要求,进行喂铝丝脱氧。喂铝丝量由下列计算公式确定:
51.l=(w2[o]-w1[o])
×
10-6
×m×
54/48/b
ꢀꢀ
(3)
[0052]
式(3)中,l为喂铝丝长度,m;w1[o],w2[o]分别为钢水出站目标氧含量和升温后钢水氧含量,ppm;m为钢水量,t;b为每米铝丝重量,取值范围为0.15~0.25,kg/m。
[0053]
5)补加合金
[0054]
对定氧后钢水进行取样,根据实测升温后钢水硅、锰成分以及钢水出站目标硅、锰成分的要求,分别补加硅铁和硅锰合金,补加量分别由下列计算公式确定:
[0055]m锰铁
=(w2[mn]-w1[mn])
×m钢水量
/66.6%/95%
ꢀꢀ
(4)
[0056]m硅铁
=(w2[si]-w1[si]-m
硅锰
×
18.64%
×
90%/m
钢水量
)
×m钢水量
/75%/90%
ꢀꢀ
(5)
[0057]
式(4)、式(5)中,m
锰铁
、m
硅铁
分别为补加锰铁和硅铁合金的量,kg;w1[mn]、w2[mn]分别为升温后钢水锰含量和钢水出站目标锰含量,%;w1[si]、w2[si]分别为升温后钢水硅含量和钢水出站目标硅含量,%;m
钢水量
为钢水量,t;66.6%为硅锰合金锰含量;95%为锰的收得率;18.64%为硅锰合金硅含量;90%为硅的收得率;75%为硅铁合金硅含量。
[0058]
6)吹氩搅拌
[0059]
合金补加完毕后,进行吹氩操作,吹氩时间按照普通碳素钢系列4min,低合金结构钢系列6min控制。
[0060]
7)测温、取样
[0061]
吹氩末期进行测温取样操作,确保出站钢水成分和温度合格。
[0062]
8)钢水出站
[0063]
钢水成分、温度以及氧含量符合工艺要求后,钢包加盖,出站连浇。
[0064]
下面通过实例对本发明的具体实施方式作进一步说明:
[0065]
实施例1
[0066]
炉号为22101479,钢种hrb400b,该钢种为直上钢种,工艺要求:到站钢水温度1565~1585℃,出站钢水温度1546~1556℃。
[0067]
转炉出钢后,实测钢水到站温度1571℃,且钢包无底吹。
[0068]
首先,顶吹气体选择吹氩模式,设定氩气压力1.4mpa,氩气流量1600nm3/h;
[0069]
然后,将该装置氩氧棒插入钢水1500mm深度,吹氩6min时,测温取样,实测钢水温度1550℃;
[0070]
接着,将氩氧棒提出钢水液面,关闭氩气。
[0071]
最后,钢包加盖,出站连浇。
[0072]
实施例2
[0073]
炉号为22201565,钢种q235b,该钢种工艺要求:到站钢水温度1600~1620℃,出站
钢水温度1570~1582℃,出站钢水氧含量35~55ppm。
[0074]
转炉出钢后,钢水到站正常吹氩,测温,实测钢水温度1586℃,低于工艺目标温度范围下限14℃,需要进行吹氧升温操作。
[0075]
(1)将顶吹气体切换成吹氧模式,设定氧气压力1.2mpa,氧气流量1200nm3/h;接着将该装置氩氧棒插入钢水1500mm,吹氧升温5min后,将氩氧棒提出钢水液面。
[0076]
(2)测温取样,定氧操作,实测钢水硅含量0.14%,钢水锰含量0.36%,钢水温度1605℃,钢水氧含量82ppm。
[0077]
(3)通过喂丝机向升温后钢水中喂铝丝35m后,再次定氧,实测钢水氧含量48ppm。
[0078]
(4)通过高位料仓向钢水中加入硅铁合金57kg,硅锰合金70kg,吹氩搅拌4min后,再次测温取样,实测钢水温度1578℃,钢水硅含量0.21%,锰含量0.43%。
[0079]
钢水成分温度,氧含量符合工艺要求,钢包加盖,出站连浇。
[0080]
实施例3
[0081]
炉号为22301283,钢种q235b,该钢种工艺要求:到站钢水温度1600~1620℃,出站钢水温度1570~1582℃,出站钢水氧含量35~55ppm。
[0082]
转炉出钢后,钢水到站正常吹氩,测温,实测钢水温度1590℃,低于工艺目标温度范围下限10℃,需要进行吹氧升温操作。
[0083]
(1)将顶吹气体切换成吹氧模式,设定氧气压力1.2mpa,氧气流量1200nm3/h;接着将该装置氩氧棒插入钢水1400mm深度,吹氧升温4min后,将氩氧棒提出钢水液面。
[0084]
(2)测温取样,定氧操作,实测钢水硅含量0.16%,钢水锰含量0.41%,钢水温度1597℃,钢水氧含量73ppm。
[0085]
(3)通过喂丝机向升温后钢水中喂铝丝28m后,再次定氧,实测钢水氧含量46ppm。
[0086]
(4)通过高位料仓向钢水中加入硅铁合金60kg,硅锰合金35kg,吹氩搅拌4min后,再次测温取样,实测钢水温度1576℃,钢水硅含量0.23%,锰含量0.45%。
[0087]
(5)钢水成分温度,氧含量符合工艺要求,钢包加盖,出站连浇。
[0088]
该装置具有氩氧可选择的顶吹功能,可作为对出钢后钢包透气量小或无底吹,以及进站钢水温度低于工艺要求目标范围下限10~30℃的异常生产状况的一种补救措施。通过顶吹氩可以实现出钢后钢包透气量小或无底吹时,均匀钢水成分和温度的目的;通过顶吹氧可以实现到站低温钢水在线升温的目的。该方法操作灵活简便,通过对钢包顶吹氩搅拌和钢包顶吹氧升温的工艺参数合理设定,以及过程操作控制优化,有效避免了倒包作业或吊lf炉加热升温常规处理方法造成的处理耗时长、钢水温降大、铁损严重和能源动力消耗增加的问题,有利于节约炼钢成本和生产稳定顺行。
[0089]
本发明的目的在于提供一种具有氩氧可选择的钢包顶吹装置及其使用方法,可以实现对出钢后到站钢水钢包透气量小或无底吹时,通过顶吹氩搅拌,达到均匀钢水成分和温度的目的,同时,还可以实现对出钢后到站温度低于工艺要求目标范围下限10~30℃的钢水进行在线升温,避免倒包作业或吊lf炉加热升温存在的处理耗时长、钢水温降大、铁损严重和能源动力消耗增加的问题。
[0090]
一种具有氩氧可选择的钢包顶吹装置及其使用方法自投入使用以来,取得以下几个方面实施效果:
[0091]
(1)通过顶吹氩可以实现出钢后钢包透气量小或无底吹时,均匀钢水成分和温度
的目的,且钢包顶吹氩与底吹氩钢水温降基本相当。与常规倒包作业处理方法相比,单次可减少倒包作业温降20~30℃,减少倒包处理时间8~10min。
[0092]
(2)通过顶吹氧可以实现到站低温钢水在线升温的目的。与常规低温钢水吊lf炉加热升温处理方法相比,减少吊运时间5~10min,减少吊运过程中钢水温降3~5℃,另外,在相同的升温幅度的条件下,升温成本可节约6~8元/t钢。
[0093]
(3)该方法作为一种对异常生产状态的补救手段,可根据需要,自由切换钢包顶吹氩或顶吹氧模式,具有效率高、成本低和安全可靠的特点,有利于节约炼钢成本和生产稳定顺行。
[0094]
本发明钢包顶吹装置及其使用方法,结构简单,可较好防止吹氩站钢水温度过低,确保钢水成分和温度均匀,具有较强的实用性和较好的应用前景。
[0095]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0096]
上面结合附图对本发明进行了示例性描述,但是本发明并不受限于上述方式,只要采用本发明的方法构思和技术方案进行的各种非实质性的改进或直接应用于其它场合的,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1