一种用于SLM的双材料精准铺粉装置及其控制方法
一种用于slm的双材料精准铺粉装置及其控制方法
技术领域
1.本发明涉及增材制造技术领域,具体涉及一种用于选择性激光熔化增材制造供粉的铺粉机构。
背景技术:
2.增材制造(additive manufacturing,am)是一种根据三维模型数据,将材料逐层累加,从而形成实体的快速成形技术,采用与传统“减法”制造方式相反的“加法”制造方式。增材制造是融合材料科学、机械自动化及信息技术的先进制造技术。随着科技水平的发展,增材制造得到越发广泛的应用,也发挥愈发重要的作用。
3.金属材料增材制造作为增材制造技术最为重要的组成部分之一,是先进制造技术主要的研究方向。增材制造技术包括黏结剂喷射(binder jetting)、粉末床熔化(powder bed fusion)、直接能量沉积(directed energy deposition)、层压(sheet lamination)、材料喷射(material jetting)、光聚合(vat photopolymerization)和材料挤出(material extrusion)七类,适用于金属材料增材制造的选择性激光熔化技术(selective laser melting,slm)即为粉末床熔化技术中的一种。
4.选择性激光熔化技术的增材原理为事先投放足量金属粉末于送粉缸内,打印时成型缸下降一定高度,同时粉缸上升一定高度,一定量的粉末在刮刀的作用下由送粉缸内均匀落出至成型缸上,随后再通过控制振镜调节激光的运行轨迹和功率强度,熔化选定区域的金属粉末,完成单层成型,重复多次单层成型即可得到所需的金属构件。
5.现有的选择性激光熔化技术只能实现单材料的增材制造,无法适应双材料增材制造的需要,且加工前需预先投放大量金属粉末才能保证制造过程正常进行,造成了原材料的大量浪费,加工后的清理工作负担也较重。
6.通过现有技术检索,存在以下已知的技术方案:
7.现有技术1:
8.申请号:cn202020712718.4,申请日:2020.04.30,公开(公告)日:2021.04.30,本实用新型提供了一种多金属材料用铺粉装置,包括工作平台、支架、第一供粉缸、第二供粉缸、第一铺粉刮刀、第二铺粉刮刀和驱动机构;第一供粉缸包括储料仓、第一料口和第一盖片,第二供粉缸包括储料仓、第二料口和第二盖片,第一料口和第二料口全等,第一料口和第二料口呈长条矩形,第二盖片通过与第二料口的短边平行的两条导轨设置在第二料口上,第二盖片沿导轨滑动,第一盖片外缘与第一料口的边缘重合或者过盈,第二盖片与所述第二料口的边缘重合或者过盈;驱动机构驱动支架相对工作平台做往复运动。本实用新型的铺粉装置实现了同时铺不同种类的粉末;并且实现了铺粉时对不同种类的金属粉末的比例调节。
9.该现有技术的落粉过程无法定量化,落下粉末的量无法估量,只能通过多次摇动调节机构经验性调整,原材料损耗量大,加工后的清理工作负担重。
10.现有技术2:
11.申请号:cn201020671362.0,申请日:2010..12.21,公开(公告)日:2011.11.09,本实用新型提供了一种采用回粉槽实现的选择性激光烧结单面送粉装置,包括铺粉辊、送粉缸、溢粉缸与回粉槽,该单面送粉装置只需要在工作台的一侧安装一个送粉缸及一个溢粉缸,在工作台的另一侧安装一个回粉槽,其中回粉槽包括一个缸体、一个活动底板及与活动底板相连接的控制轴。本实用新型节约了设备空间,减小了设备尺寸、降低了设备复杂程度,有效降低了设备成本,提升了设备可靠性,进一步满足了sls工艺要求。
12.该现有技术只适用于单种材料的增材制造,难以满足两种或多种材料的增材制造的需要。
13.通过以上的检索发现,以上技术方案没有影响本发明的新颖性;并且以上现有技术的相互组合没有破坏本发明的创造性。
技术实现要素:
14.本发明正是为了避免上述现有技术所存在的不足之处,提供了一种用于slm的双材料精准铺粉装置及其控制方法。
15.本发明为解决技术问题采用如下技术方案:一种用于slm的双材料精准铺粉装置,包括安装于安装平板上的上落粉机构和铺粉机构,所述安装平板上开设成型口,成型缸对应设于所述成型口处;
16.上落粉机构
17.储粉仓通过支架安装固定于所述安装平板上方,其底部开设出料口;一对支座对立设置,安装固定至所述安装平板上,主动轴和从动轴转动安装至一对所述支座上,两者的轴线平行设置;落粉步进电机安装至所述支座或安装平板上,其输出轴与所述主动轴的一端连接固定;所述主动轴和从动轴上安装固定有同步带轮,同步带张紧设于所述主动轴和从动轴上的同步带轮上;所述同步带位于储粉仓内,其一端对应出料口的位置设置,所述同步带的外表面均布开设各长条状的带槽;
18.铺粉机构
19.所述刮刀机构包括上板、下板、存粉块、固定托板、刮刀刃和直线执行机构,所述上板开设与出料口适配的长条状落料孔,所述下板顶面开设滑槽,滑槽底部开设出料孔,所述存粉块滑动配合设于滑槽内,其上开设长条状的存粉孔;
20.所述上板安装固定至下板顶部,所述上板和下板通过固定托板安装至运输机构的执行端上,所述运输机构用于驱动刮刀机构做往返于上落粉机构及成型缸之间的直线运动;
21.直线执行机构安装固定至所述所述上板、下板或固定托板上,其输出端嵌入至所述滑槽内与存粉块连接固定;所述直线执行机构用于驱动存粉块于滑槽内滑动至仅存粉孔顶部与落料孔连通的第一工位或仅存粉孔底部与出料孔连通的第二工位;所述刮刀刃安装固定至所述下板底部。
22.进一步的,所述铺粉装置包括沿所述直线运动方向同向设置的至少两个上落粉机构。
23.进一步的,所述落料孔和存粉孔的数量对应上落粉机构的数量设置,所述出料孔的数量对应存粉孔的数量设置或比存粉孔的数量少一,各所述落料孔和存粉孔以与各上落
粉机构的同步带间距一致的间距对应平行设置,各所述出料孔与各存粉孔偏置设置。
24.进一步的,所述运输机构包括一对平行设置的导向滑轨,所述导向滑轨上滑动配合连接有导向滑块,所述导向滑块作为运输机构的执行端,与所述固定托板对应安装固定;
25.两对运输支座分别对立设于两个导向滑轨两端处,两根运输传动轴平行设置,且分别转动安装至两对所述运输支座上,两根所述输传动轴中任一作为主动传动轴,另一作为从动传动轴,所述主动传动轴的一端与安装固定的运输电机的输出端连接固定;
26.所述主动传动轴和从动传动轴上分别安装固定有作为主动带轮和从动带轮的运输带轮,运输带张紧设于所述从动带轮和主动带轮上,所述运输带上设有运输带压片,所述运输带压片与对应的固定托板连接固定。
27.进一步的,所述同步带轮为单挡边同步带轮,所述同步带轮通过内部开设的键槽与设有a型平键的主动轴或从动轴配合连接;
28.所述运输带轮为成对设置的双挡边带轮,两对所述双挡边带轮分别安装固定至主动传动轴及从动传动轴的两端,所述运输带也相应设置为两个,每个所述运输带分别张紧设于对应的一组主动带轮和从动带轮上。
29.进一步的,所述带槽的宽度为粉末颗粒直径的15-400倍,深度为粉末颗粒直径的3-100倍。
30.进一步的,所述主动轴通过深沟球轴承转动安装至一对支座上,所述落粉步进电机的输出轴与主动轴以及主动传动轴与运输电机的输出端通过梅花型弹性联轴器连接固定,所述储粉仓通过内六角圆柱头螺钉与支架连接固定。
31.进一步的,所述安装平板上还开设有回收孔,余粉收集罐对应设于回收孔下方,安装至所述安装平板上,所述回收孔处覆设网板;所述同步带下方设有与储粉仓可拆卸配合插设的收集板。
32.一种用于slm的双材料精准铺粉装置的控制方法,包括以下步骤:
33.第一步,根据实际需要设置上落粉机构的数量,并于每个上落粉机构的储粉仓内装入不同种的足量金属粉末;
34.第二步,将打印的模型导入计算机,根据粉末定量输送模型,计算出进行一层增材制造所需的粉末量,并确认该粉末量对应所需的带槽数量,随后编写mcu控制程序输入单片机;
35.第三步,成型缸上升至与刮刀刃的距离满足设定的初值距离;
36.第四步,运输电机通过运输带轮、运输带驱动固定托板在导向滑块的导向作用下沿导向滑轨滑动,带动刮刀机构移动至加载位置,同时直线执行机构驱动存粉块于滑槽内滑动至第一工位,使存粉孔与落料孔连通,且位于指定的一个上落粉机构出料位置的正下方;
37.第五步,单片机控制落粉电机驱动同步带以设定的转速转过设定的角度,通过设定数量的带槽将设定量的粉末由储粉仓内送出,于出料位置经落料孔下落至存粉孔内暂存;
38.第六步,运输电机以设定的运输速度驱动刮刀机构移动至打印位置,使刮刀机构到达成型缸边缘位置上方;
39.第七步,运输电机驱动刮刀机构继续向前移动,使刮刀机构以设定的打印速度由
成型缸上方移动经过;该过程中,直线执行机构驱动存粉块于滑槽内滑动至第二工位,使存粉孔与出料孔连通,暂存于存粉孔内的粉末经出料孔下落至成型缸上,并在刮刀刃作用下均匀平铺;
40.步骤八,激光系统烧结该层粉末上的指定区域,完成该层增材制造;
41.步骤九,成型缸下降一个步距的高度,随后按步骤四~步骤八的方法进行下一层增材制造,直至增材制造完成。
42.进一步的,所述粉末定量输送模型按如下方法建立:
43.第五步中,单片机控制落粉电机驱动同步带以设定的转速转过设定的角度,该设定的角度应使n个带槽中的粉末由上落粉机构的出料位置落出,n按下式确定:
[0044][0045]
其中,a为正方形成型缸的边长,d为单层增材制造所需粉末的厚度,s为安全供应系数。本发明提供了一种用于slm的双材料精准铺粉装置及其控制方法,具有以下有益效果:
[0046]
1、本发明通过运输机构驱动刮刀机构于上落粉机构及成型缸之间往复运动,由刮刀机构于上落粉机构对应的加载位置接收并暂存上落粉机构供给的金属粉末,再将金属粉末输送至成型缸对应的打印位置均匀平铺;上落粉机构通过设有带槽的同步带实现金属粉末的定量供给,减少了金属粉末的浪费,降低了增材制造作业后清洁工作的难度;
[0047]
2、本发明可设置多个上落粉机构实现不同种金属材料的供给,通过铺粉机构与多个上落粉机构的协同工作,在不停机的情况下以单层增材制造为单元,实现多材料的增材制造,大大简化了多材料增材制造作业的复杂性,提高了多材料增材制造的效率;
[0048]
3、本发明的刮刀机构的存粉块可在第一工位状态下阻挡金属粉末落出,并在第二工位状态下实现金属粉末出料,运输机构可在存粉块的第一工位状态下驱动刮刀机构快速移动经过非成形区域,并在存粉块的第二工位状态下驱动刮刀机构以进给速度移动,减少了刮刀在非成形区域的进给行程,进一步提高了增材制造的效率;
[0049]
4、本发明采用对称的结构形式,提高了空间利用率。
附图说明
[0050]
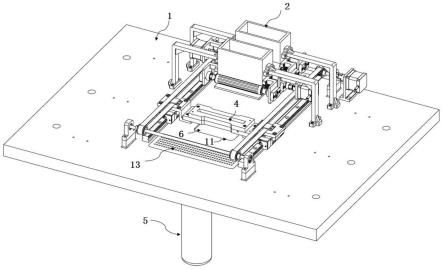
图1为本发明的结构示意图;
[0051]
图2为本发明上落粉机构的结构示意图;
[0052]
图3为本发明的铺粉机构的结构示意图;
[0053]
图4为本发明储粉仓的结构示意图;
[0054]
图5为本发明同步带的结构示意图;
[0055]
图6为本发明同步带与主动轴和从动轴的装配结构示意图;
[0056]
图7为本发明刮刀机构的结构示意图;
[0057]
图8为本发明成型缸的结构示意图;
[0058]
图9为本发明下板的结构示意图。
[0059]
图中:
[0060]
1、安装平板,11、成型口,12、回收孔,13、网板;2、上落粉机构,21、支架,22、储粉
仓,221、出料口,23、支座,24、主动轴,25、从动轴,26、落粉电机,27、同步带轮,28、同步带,281、带槽,29、收集板;4、铺粉机构,41、运输机构,411、导向滑轨,412、导向滑块,413、运输支座,414、运输传动轴,415、运输电机,416、运输带轮,417、运输带,418、运输带压片;42、刮刀机构,421、上板,4211、落料孔,422、下板,4221、滑槽,4222、出料孔,423、存粉块,4231、存粉孔,424、固定托板,425、刮刀刃,426、直线执行机构;5、余粉收集罐;6、成型缸。
具体实施方式
[0061]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0062]
如图1~图9所示,其结构关系为:包括安装于安装平板1上的上落粉机构2和铺粉机构4,安装平板1上开设成型口11,成型缸6对应设于成型口11处;
[0063]
上落粉机构2
[0064]
储粉仓22通过支架21安装固定于安装平板1上方,其底部开设出料口221;一对支座23对立设置,安装固定至安装平板1上,主动轴24和从动轴25转动安装至一对支座23上,两者的轴线平行设置;落粉步进电机26安装至支座23或安装平板1上,其输出轴与主动轴24的一端连接固定;主动轴24和从动轴25上安装固定有同步带轮27,同步带28张紧设于主动轴24和从动轴25上的同步带轮27上;同步带28位于储粉仓22内,其一端对应出料口221的位置设置,同步带28的外表面均布开设各长条状的带槽281;
[0065]
铺粉机构4
[0066]
刮刀机构42包括上板421、下板422、存粉块423、固定托板424、刮刀刃425和直线执行机构426,上板421开设与出料口221适配的长条状落料孔4211,下板422顶面开设滑槽4221,滑槽底部开设出料孔4222,存粉块423滑动配合设于滑槽4221内,其上开设长条状的存粉孔4231;
[0067]
上板421安装固定至下板422顶部,上板421和下板422通过固定托板424安装至运输机构41的执行端上,运输机构41用于驱动刮刀机构42做往返于上落粉机构2及成型缸6之间的直线运动;
[0068]
直线执行机构426安装固定至上板421、下板422或固定托板424上,其输出端嵌入至滑槽4221内与存粉块423连接固定;直线执行机构426用于驱动存粉块423于滑槽4221内滑动至仅存粉孔4231顶部与落料孔4211连通的第一工位或仅存粉孔4231底部与出料孔4222连通的第二工位;刮刀刃425安装固定至下板422底部。
[0069]
优选的,铺粉装置包括沿直线运动方向同向设置的至少两个上落粉机构2。
[0070]
优选的,落料孔4211和存粉孔4231的数量对应上落粉机构2的数量设置,出料孔4222的数量对应存粉孔4231的数量设置或比存粉孔4231的数量少一,各落料孔4211和存粉孔4231以与各上落粉机构2的同步带28间距一致的间距对应平行设置,各出料孔4222与各存粉孔4231偏置设置;每个存粉孔4231均可在直线执行机构426驱动下滑动至仅与其顶部对应的一个落料孔4211连通的第一工位,或仅与其底部对应的一个出料孔4222连通的第二工位;该设置下,刮刀机构42位于加载位置时,每组存粉孔4231和落料孔4211分别对应位于
一个上落粉机构2出料位置的正下方,可使刮刀机构42进行不同种金属粉末的加载时,始终位于同一加载位置,利于编程的简化。
[0071]
优选的,运输机构41包括一对平行设置的导向滑轨411,导向滑轨411上滑动配合连接有导向滑块412,导向滑块412与导向滑轨411形成沿导向滑轨411的滑动副;导向滑块412作为运输机构41的执行端,与固定托板424对应安装固定;
[0072]
两对运输支座413分别对立设于两个导向滑轨411两端处,两根运输传动轴414平行设置,且分别转动安装至两对运输支座413上,两根输传动轴414中任一作为主动传动轴,另一作为从动传动轴,主动传动轴的一端与安装固定的运输电机415的输出端连接固定;
[0073]
主动传动轴和从动传动轴上分别安装固定有作为主动带轮和从动带轮的运输带轮416,运输带417张紧设于从动带轮和主动带轮上,运输带417上设有运输带压片418,运输带压片418与对应的固定托板424连接固定。
[0074]
优选的,同步带轮27为单挡边同步带轮,同步带轮27通过内部开设的键槽与设有a型平键的主动轴24或从动轴25配合连接;
[0075]
运输带轮416为成对设置的双挡边带轮,两对双挡边带轮分别安装固定至主动传动轴及从动传动轴的两端,运输带417也相应设置为两个,每个运输带417分别张紧设于对应的一组主动带轮和从动带轮上。
[0076]
优选的,带槽281的宽度为粉末颗粒直径的15-400倍,深度为粉末颗粒直径的3-100倍;实际使用时,该范围还可进一步优化缩小,以316l不锈钢为例,其粉末颗粒直径为13-56um,则带槽281的宽度可设为3mm
±
2mm,深度可设为0.6mm
±
0.4mm。
[0077]
优选的,主动轴24通过深沟球轴承转动安装至一对支座23上,落粉步进电机26的输出轴与主动轴24以及主动传动轴与运输电机415的输出端通过梅花型弹性联轴器连接固定,储粉仓22通过内六角圆柱头螺钉与支架21连接固定。
[0078]
优选的,安装平板1上还开设有回收孔12,余粉收集罐5对应设于回收孔12下方,安装至安装平板1上,回收孔12处覆设网板13;同步带28下方设有与储粉仓22可拆卸配合插设的收集板29。
[0079]
一种用于slm的双材料精准铺粉装置的控制方法,使用上述铺粉装置进行增材制造,包括以下步骤:
[0080]
第一步,根据实际需要设置上落粉机构2的数量,并于每个上落粉机构2的储粉仓22内装入不同种的足量金属粉末;
[0081]
第二步,将打印的模型导入计算机,根据粉末定量输送模型,计算出进行一层增材制造所需的粉末量,并确认该粉末量对应所需的带槽281数量,随后编写mcu控制程序输入单片机;实际使用时,单片机用于控制落粉电机26和运输电机415的启停、转速和转动角度,以及直线执行机构426的启停和换向;单片机可选用stm32单片机;
[0082]
第三步,成型缸6上升至与刮刀刃425的距离满足设定的初值距离;
[0083]
第四步,运输电机415通过运输带轮416、运输带417驱动固定托板424在导向滑块412的导向作用下沿导向滑轨411滑动,带动刮刀机构42移动至加载位置,同时直线执行机构426驱动存粉块423于滑槽4221内滑动至第一工位,使存粉孔4231与落料孔4211连通,且位于指定的一个上落粉机构2出料位置的正下方;
[0084]
第五步,单片机控制落粉电机26驱动同步带28以设定的转速转过设定的角度,通
过设定数量的带槽281将设定量的粉末由储粉仓22内送出,于出料位置经落料孔4211下落至存粉孔4231内暂存;
[0085]
第六步,运输电机415以设定的运输速度驱动刮刀机构42移动至打印位置,使刮刀机构42到达成型缸6边缘位置上方;
[0086]
第七步,运输电机415驱动刮刀机构42继续向前移动,使刮刀机构42以设定的打印速度由成型缸6上方移动经过;该过程中,直线执行机构426驱动存粉块423于滑槽4221内滑动至第二工位,使存粉孔4231与出料孔4222连通,暂存于存粉孔4231内的粉末经出料孔4222下落至成型缸6上,并在刮刀刃425作用下均匀平铺;
[0087]
步骤八,激光系统烧结该层粉末上的指定区域,完成该层增材制造;
[0088]
步骤九,成型缸6下降一个步距的高度,随后按步骤四~步骤八的方法进行下一层增材制造,直至增材制造完成。
[0089]
优选的,粉末定量输送模型按如下方法建立:
[0090]
第五步中,单片机控制落粉电机26驱动同步带28以设定的转速转过设定的角度,该设定的角度应使n个带槽281中的粉末由上落粉机构2的出料位置落出,n按下式确定:
[0091][0092]
其中,a为正方形成型缸6的边长,d为单层增材制造所需粉末的厚度,s为安全供应系数。
[0093]
如图8所示,正方形成型缸6的边长为a,单层增材制造所需粉末的厚度为d,则单层增材制造即一次打印所需的粉末量为a2d。
[0094]
如图9所示,同步带28的带槽281的长度、宽度和高度分别为l、b和h,则每个带槽281理论上能够输送的粉末量为lbh。
[0095]
考虑到金属粉末具有较强的流动性,储粉仓22与同步带28之间存在的微小间隙会导致少量金属粉末泄漏,以及金属粉末在高温环境下具有一定粘性导致少量金属粉末粘附于同步带28上无法送出,均会使得实际送出的粉末量小于理论值,因此需要设置安全供应系数s以平衡该差值。
[0096]
则每次加载时,出料的带槽281的数量n满足:
[0097]
nalh=sa2d;
[0098]
为使带槽281的数量尽量圆整及保证设计的合理性,优选为带槽281的长度l与成型缸6的边长a一致,则有:
[0099]
nbh=sad;
[0100]
即:
[0101][0102]
实际应用中,s优选为1.5能获得较好的增材制造质量。
[0103]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要
素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0104]
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1