一种往复运动珩磨工装的制作方法
1.本发明属于珩磨加工技术领域,具体涉及一种往复运动珩磨工装。
背景技术:
2.珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法,属于光整加工,需要在磨削或精镗的基础上进行。
3.现有技术中,珩磨通常是采用主轴的往复运动,进行进刀、退刀及珩磨加工,而夹具安装在珩磨系统上时,则是将夹具先与安装板通过螺丝固定安装,然后将安装板上的两个定位孔与珩磨系统上的定位柱对接,先对夹具进行定位,再通过螺丝将安装板固定在珩磨系统上,安装十分不便。特别是对于一些不同类型的小型工件,珩磨时,每种工件需要对应使用一种夹具,这就需要频繁切换不同的夹具,而传统的夹具的安装方式,不同夹具的切换速度低下,夹具切换时间较长,珩磨效率低下。总之,现有的珩磨加工,不管是退刀、进刀、珩磨加工的方式还是夹具的安装方式都大大影响不同型号的工件的珩磨效率。
技术实现要素:
4.本发明所要解决的技术问题是克服现有技术的不足而提供一种针对不同型号的工件的珩磨加工,珩磨效率更高的往复运动珩磨工装。
5.为解决以上技术问题,本发明采用如下技术方案:
6.一种往复运动珩磨工装,包括夹具,所述珩磨工装还包括:
7.直线电机,所述直线电机具有定子模块和在所述定子模块上做直线往复运动的动子模块;
8.安装板,所述安装板与所述动子模块相对固定,所述动子模块的直线往复运动带动所述安装板在所述定子模块上也做直线往复运动;
9.气动柔性定位器,所述气动柔性定位器包括具有定位柱的第一连接座和具有定位套的第二连接座,所述定位套能够夹紧或释放所述定位柱使得所述第一连接座和第二连接座相连或相分离,所述第一连接座、第二连接座中的一个部件与所述夹具相连,所述第一连接座、第二连接座中的另一个部件与所述安装板相连,通过所述定位套夹紧所述定位柱实现所述夹具安装在安装板上。
10.根据本发明的一些实施方式,所述夹具包括基座及设置在所述基座上用于安装工件的夹具本体,所述第一连接座、第二连接座中的所述一个部件与所述基座相连。
11.在一些具体实施方式中,所述第一连接座与所述安装板相连,所述第二连接座连接在所述基座底部。
12.根据本发明的一些实施方式,所述夹具还包括通过第一转轴转动且滑动设置在所述基座上的支架,所述夹具本体通过第二转轴转动且滑动设置在所述支架上,所述夹具还包括设置在所述夹具本体上且两端部伸出所述基座的定位板,所述定位板的两端部上开设定位孔,珩磨系统上位于所述珩磨工装的两侧分别设有沿上下方向延伸的定位杆,两侧所
述定位杆分别用于与各个所述定位孔相插接或分离,当两侧所述定位杆分别与各个所述定位孔插接时,所述定位杆用于对所述夹具进行定位。
13.进一步地,当不同的所述夹具之间相切换时,松开所述定位套释放所述定位柱,取下所述夹具,换上另一个夹具时,先将所述另一个夹具的定位孔穿设在两侧的所述定位杆上,然后将所述另一个夹具上的定位柱插入所述定位套内并夹紧所述定位柱,完成不同夹具的切换。
14.进一步地,所述第一转轴的轴心线、第二转轴的轴心线相互垂直,当所述珩磨工装安装在珩磨系统上时,所述第一转轴的轴心线、第二转轴的轴心线分别沿水平方向延伸。
15.进一步地,所述夹具本体至少部分位于所述基座内且所述夹具本体的下端部位于所述基座内,所述定位板设置在所述夹具本体的下端部。
16.进一步地,所述支架为环形支架,所述支架位于所述基座内,且所述支架的外周面与所述基座的内周面之间具有第一间隙,所述夹具本体位于所述支架内,所述夹具本体的外周面与所述支架的内周面之间具有第二间隙,所述第一间隙、第二间隙使得所述夹具本体沿所述第一转轴的轴心线或第二转轴的轴心线方向滑动一定距离,所述夹具还包括设置在所述基座上且用于限制所述夹具本体绕所述第一转轴或第二转轴转动幅度的限位件。
17.根据本发明的一些实施方式,所述直线电机沿上下方向设置,所述动子模块在所述定子模块上沿上下方向做直线运动,当所述安装板与所述动子模块相连时,所述安装板包括沿上下方向延伸设置的连接部和由所述连接部的上端部向侧方弯折并沿水平方向延伸的安装部,所述第一连接座设置在所述安装部上。
18.本发明采取的第二技术方案为:一种珩磨系统,包括珩磨工装,所述珩磨工装如上述所述。
19.优选地,所述珩磨系统为立式珩磨系统。
20.由于上述技术方案运用,本发明与现有技术相比具有下列优点:
21.本发明的往复运动珩磨工装,通过直线电机与气动柔性定位器的结合设计,将夹具通过气动柔性定位器安装在安装板上,安装板安装在直线电机的动子模块上,珩磨过程中,通过直线电机上的动子模块的往复运动,带动夹具往复运动,进行退刀和进刀以及珩磨加工,相比传统的主轴往复运动,速度大大提高,珩磨效率大大提高,结合气动柔性定位器的使用,实现不同工件的夹具的快速切换,无需人工定型、锁紧螺丝,气动定位锁紧,大大降低夹具的切换时间,珩磨效率得到进一步提高。
附图说明
22.图1为本发明的代表性实施例的往复运动珩磨工装的立体结构示意图;
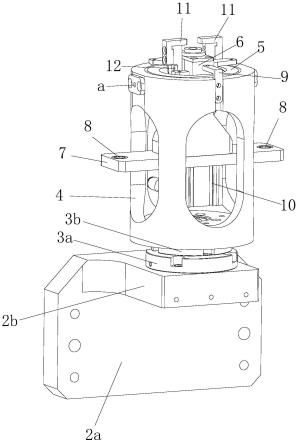
23.图2为图1的往复运动珩磨工装的立体结构示意图(未显示直线电机);
24.图3为图2的主视图;
25.图4为图3中a-a向剖视图;
26.图5为图1的珩磨工装的定位板与定位杆连接后的结构示意图;
27.图6为图1的珩磨工装的夹头的放大结构示意图(显示第三转轴和第四转轴的连接位置);
28.图7为珩磨系统的结构示意图;
29.图8为图7中b处放大示意图;
30.图中:100、机架;200、工件放置区;300、输送机构;400、珩磨工装;500、测量机构;600、去毛刺工位;700、主轴箱组件;
31.1、直线电机;1a、定子模块;2、安装板;2a、连接部;2b、安装部;3、气动柔性定位器;3a、第一连接座;3b、第二连接座;4、基座;5、支架;6、夹具本体;7、定位板;8、定位孔;9、限位件;10、气缸;11、夹头;11a、夹头本体;11b、压部;12、滑槽;12a、第一槽;12b、第二槽;13、定位杆;14、主轴;
32.a、第一转轴;b、第二转轴;c、第三转轴;d、第四转轴。
具体实施方式
33.以下结合说明书附图及具体实施例对本发明做进一步描述:
34.如图1~6所示的往复运动珩磨工装400,包括夹具、直线电机1、安装板2和气动柔性定位器3,其中:
35.直线电机1沿上下方向设置,其具有定子模块1a和在定子模块1a上沿上下方向做直线往复运动的动子模块。
36.安装板2与动子模块固定连接,动子模块的直线往复运动带动安装板2在定子模块上也做直线往复运动,当安装板2与动子模块相连时,安装板2包括沿上下方向延伸设置的连接部2a和由连接部2a的上端部向侧方弯折并沿水平方向延伸的安装部2b。
37.气动柔性定位器3,包括具有定位柱的第一连接座3a和具有定位套的第二连接座3b,定位套夹紧或释放定位柱使得第一连接座3a和第二连接座3b相连或相分离,第一连接座3a固定设置在安装部2b上,第二连接座3b固定设置在夹具底部,通过定位套夹紧定位柱实现夹具安装在安装板2上,定位套释放定位柱时,夹具可以从安装板2上取下,进行不同夹具的切换。
38.如图4所示,夹具包括基座4、通过第一转轴a转动且滑动设置在基座4上的支架5及通过第二转轴b转动且滑动设置在支架5上的夹具本体6,夹具本体6用于安装工件,第一连接座3a固定设在基座4的底部,支架5为环形支架,且支架5位于基座4内,夹具本体6位于支架5内,夹具本体6至少部分位于基座4内且夹具本体6的下端部位于基座4内。
39.该夹具还包括设置在夹具本体6的下端部的定位板7,定位板7的两端部伸出基座4,且定位板7的两端部上开设定位孔8,珩磨系统上位于该夹具的两侧分别设有沿上下方向延伸的定位杆13,两侧定位杆13分别用于与各个定位孔8相插接或分离,当两个定位杆13分别与各个定位孔8插接时,定位杆13用于对夹具进行定位,以便于装夹工件及珩磨。
40.当不同夹具之间相切换时,松开定位套释放定位柱,取下夹具,换上另一个夹具时,先将另一个夹具上的定位孔8穿设在两侧的定位杆13上,快速方便定位,然后将另一个夹具上的定位柱插入定位套内并夹紧定位柱,完成不同夹具的切换,不需人工定位,锁紧螺丝,气动定位锁紧,大大减少切换时间,实现快速切换,大大提高珩磨效率。
41.当珩磨工装安装在珩磨系统上时,第一转轴a的轴心线、第二转轴b的轴心线分别沿水平方向延伸且相互垂直,支架5的外周面与基座4的内周面之间具有第一间隙,夹具本体6的外周面与支架5的内周面之间具有第二间隙,第一间隙、第二间隙使得夹具本体6沿第一转轴a的轴心线或第二转轴b的轴心线相对滑动一定距离,该夹具还包括设置在基座4上
且用于限制夹具本体6绕第一转轴a或第二转轴b转动幅度的限位件9,工件加工过程中,工件可一定程度的浮动。
42.夹具本体6具有上端开口且用于容纳工件的容纳腔,如图6所示,该夹具还包括分别通过第三转轴c转动且沿上下方向滑动设置在夹具本体6相对两侧且用于夹紧或释放工件的夹头11及用于驱动两侧夹头11转动且滑动以夹紧或释放工件的动力机构,第三转轴c设置在夹具本体6上,第三转轴c的轴心线与第二转轴b的轴心线相平行,在两侧夹头11对应第三转轴c的位置开设滑槽12,第三转轴c插设在滑槽12内且与滑槽12相对滑动且转动地设置。
43.如图6所示,两侧夹头11包括沿上下方向延伸设置的夹头本体11a及形成在夹头本体11a的上端部且向夹具本体6内侧延伸的压部11b,两侧压部11b压设在工件的上端面以夹紧工件,滑槽12包括沿上下方向延伸设置的第一槽12a及由第一槽12a的下端部向靠近夹具本体6方向弯折且向下延伸形成的第二槽12b,当两侧夹头12夹紧工件时,第三转轴c位于第一槽12a内;当两侧夹头11释放工件时,第三转轴c相对滑动至第二槽12b内。
44.动力机构包括两端部分别与两侧夹头本体11a的下端部通过第四转轴d转动连接的连杆及设置在定位板7上且位于定位板7下方的气缸10,气缸10的活塞杆的上端部穿过定位板7后与连杆中部相连,第四转轴d的轴心线与第三转轴c的轴心线相平行。
45.如图7~8所示,将往复运动珩磨工装400安装到珩磨系统上。
46.该珩磨系统包括机架100、工件放置区200、输送机构300、测量机构500、去毛刺工位600和主轴箱组件700,其中,工件放置区200设置在机架100上且用于放置待加工的工件和已加工的工件;输送机构300设置在机架100上且用于输送待加工的工件或已加工的工件;珩磨工装400的直线电机1沿上下方向设置在机架100上,定子模块1a相对固定安装在机架100上;主轴箱组件700具有沿上下方向设置且位于夹具上方的主轴14,主轴14上安装珩磨刀具(图中未显示);测量机构500设置在机架100上且用于对已加工的工件进行测量;去毛刺工位600设置机架100上且用于对测量后的工件进行去毛刺处理。
47.具体地,输送机构300将工件放置区200的待加工的工件输送至夹具进行珩磨加工,珩磨加工完后的工件通过输送机构300输送至测量机构500进行测量检测,检测完后的工件通过输送机构300输送至去毛刺工位600进行去毛刺处理,去毛刺完后的工件再通过输送机构300输送回工件放置区200,工件实现自动化上料、自动化珩磨加工、在线自动化测量加工精度、自动化去毛刺,工件实现全程自动化加工,珩磨效率大大提高。
48.上述设置的珩磨工装的工作原理:
49.待加工工件的上下料,采用机械手上下料,需上下料时,气缸10的活塞杆向上运动,驱动连杆向上运动,带动两侧夹头11向上滑动且绕第三转轴c向外翻转,两侧夹头11分别向两侧张开,便于机械手抓取工件以上下料,上下料完毕后,气缸10的活塞杆向下运动,带动两侧夹头11向下滑动且绕第三转轴c向内翻转,两侧夹头11夹紧工件,压部11b压设在工件的上端面,从而将工件固定在夹具本体6内,便于工件的加工。工件的夹紧或释放采用自动压紧或释放,实现工件的自动化上下料,大大提高工件加工的工作效率。
50.工件的珩磨加工,通过直线电机1驱动夹具上下往复运动,进而进行珩磨的进刀或退刀,此外,珩磨加工过程中,也可以通过直线电机1的往复运动,而进行珩磨加工,直线电机1的快速往复速度可高达1400mm/s以上,相比珩磨主轴伺服往复,速度快5倍以上,珩磨效
率可提高3~5倍。
51.对于不同工件的加工,切换不同的夹具,通过气动柔性定位器3实现不同夹具的快速切换,结合定位杆13和定位孔8的作用,无需人工定位、锁紧螺丝,气动定位锁紧,大大减少切换时间,实现快速切换,进一步大大提高珩磨效率。
52.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1