一种推杆式汽车半轴连续调质生产系统及方法与流程
1.本发明涉及机械加工制造技术领域,具体涉及一种推杆式汽车半轴连续调质生产系统及方法。
背景技术:
2.汽车半轴一般指驱动桥,驱动桥一般由主减速器、差速器、车轮传动装置和驱动桥壳等组成,转向驱动桥还有等速万向节。驱动桥处于动力传动系统末端,其基本功能是:
①
将万向传动装置传来的发动机转矩通过主减速器、差速器、半轴等传到驱动车轮,实现降速增大转矩;
②
通过主减速器圆锥齿轮副改变转矩的传递方向;
③
通过差速器实现两侧车轮差速作用,保证内外车轮以不同转速转向;
④
通过桥壳体和车轮实现承载及传力矩作用。
3.目前,在汽车零部件生产过程中,汽车半轴等工件需调质热处理。而本技术的发明人经过研究发现,采用传统的台车炉调质,由于人为因素较多,不仅产品质量不稳定,而且工人劳动强度大,效率低下。
技术实现要素:
4.针对现有汽车半轴等工件调质热处理采用传统的台车炉调质,由于人为因素较多,不仅产品质量不稳定,而且工人劳动强度大,效率低下的技术问题,本发明提供一种推杆式汽车半轴连续调质生产系统。
5.为了解决上述技术问题,本发明采用了如下的技术方案:
6.一种推杆式汽车半轴连续调质生产系统,包括送料装置、推料装置、淬火炉和plc控制器,所述送料装置包括料台、料盘、载盘机构和传动机构,所述料台的前后侧表面以及左侧表面固定连接有侧挡,所述料台的左侧侧挡上固定设有行程开关,所述料盘包括可滑动设置于料台前后侧表面与侧挡形成的台阶面上的料板,所述料板上沿左右方向设置有便于汽车半轴连续放置的料架,所述料板底面设有滑槽,所述载盘机构包括底座、举升气缸和载板,所述举升气缸固定安装在底座表面,所述举升气缸的活塞杆竖直向上且与载板底部固定连接,所述载板在举升气缸的带动下可上升至与料板底面抵顶接触,所述传动机构包括双轴电机,所述双轴电机的两端固定连接有主动转轴,所述主动转轴上固定连接有主动齿轮,所述料台的左侧下部转动连接有从动转轴,所述从动转轴上固定连接有与双轴电机两端主动齿轮对应的从动齿轮,所述主动齿轮和从动齿轮上啮合连接有传动链条,所述传动链条的两端分别与底座的左右两端固定连接;所述推料装置包括支撑台和推料油缸,所述推料油缸固定安装在支撑台表面,所述推料油缸的活塞杆顶端固定连接有推料头,所述料台的前后侧表面侧挡上开设有便于推料头通过的缺口;所述淬火炉包括炉体、炉盖、炉底导轨、加热元件、进料门和出料门,所述炉盖可拆卸连接于炉体上,所述炉底导轨固定设置于炉体的炉膛内,所述加热元件设置于炉膛底部,所述进料门设置于炉体的进料端,所述出料门设置于炉体的出料端,所述进料门和出料门侧旁的炉体上分别固定设置有升降油缸,所述升降油缸的活塞杆竖直向上且顶端通过拉索与进料门和出料门顶部对应连接;所述行
程开关、举升气缸、双轴电机、推料油缸和升降油缸均与plc控制器电连接。
7.进一步,所述载板表面在靠近四个角落处分别设有卡块,所述料板底面设有与卡块对应配合的卡槽。
8.进一步,所述载盘机构还包括稳定板,所述稳定板与料台前后两侧内壁预设的滑槽可滑动配合连接,所述稳定板上设有便于载板穿过的空腔,所述稳定板底面的四个角落通过支柱与底座固定连接。
9.进一步,所述料台的左侧下部还设有将从动转轴和从动齿轮遮罩的防护网。
10.进一步,所述推料头的左侧固定连接有可在料台左侧表面与侧挡形成的台阶面上移动的弧形支杆,所述推料头的右侧固定连接有导向支杆,所述导向支杆远离推料头的一端紧密伸入固定在支撑台表面的导向筒内。
11.进一步,所述炉膛底部的加热元件采用辐射加热管。
12.进一步,所述炉体上还设置有热循环装置,所述热循环装置包括将需降温的高温区热量抽出的热循环风机,以及将抽出热量送入需升温的低温区的热循环管道。
13.进一步,所述炉体的顶部设置有支撑梁,所述支撑梁上竖向开设有过孔,所述支撑梁的过孔内部固定连接有定滑轮,所述拉索的一端绕过定滑轮后铅直线末端与进料门和出料门顶部对应连接。
14.进一步,所述炉盖由型钢和钢板焊接构成。
15.本发明还提供一种推杆式汽车半轴连续调质生产方法,所述方法中采用了前述的推杆式汽车半轴连续调质生产系统,所述方法包括以下步骤:
16.s1、将待处理的汽车半轴放置在所述料架上;
17.s2、所述plc控制器控制举升气缸的活塞杆向上运动,带动载板上升至与料板底面抵顶接触;
18.s3、所述plc控制器控制双轴电机正向转动,双轴电机带动主动转轴上的主动齿轮转动,从而通过啮合在主动齿轮上的传动链条带动从动齿轮转动,并同时带动与传动链条固定连接的底座向料台左侧移动,通过底座移动带动料板向料台左侧移动;当部分料板移动到料台前后侧表面侧挡上开设的缺口处时,所述plc控制器控制双轴电机暂停转动;而后所述plc控制器控制举升气缸的活塞杆向下运动,带动载板下降与料板底面脱离;所述plc控制器控制双轴电机反向转动,通过底座移动带动载板向料台右侧回移,当载板回移至左侧与料板间隔开时,所述plc控制器控制举升气缸的活塞杆再次向上运动,带动载板上升至与料板右侧相对;所述plc控制器控制双轴电机再次正向转动,通过底座移动带动载板再次向料台左侧移动,通过载板与料板右侧紧密接触,将料板左侧推动至料台左侧行程开关处触发plc控制器控制双轴电机暂停,之后所述plc控制器控制举升气缸以及双轴电机带动底座复位;
19.s4、所述plc控制器控制升降油缸的活塞杆向下运动,通过拉索带动淬火炉上的进料门和出料门打开;
20.s5、所述plc控制器控制推料油缸的活塞杆向侧挡缺口方向移动,带动推料头与料盘侧面抵顶接触,将料盘推动至炉膛内的炉底导轨上,并通过推入的料盘对炉底导轨上放满的现有料盘传动将位于出料门侧的一个料盘推出,然后所述plc控制器控制升降油缸的活塞杆向上运动,通过拉索带动淬火炉上的进料门和出料门关闭,开始淬火。
21.与现有技术相比,本发明提供的推杆式汽车半轴连续调质生产系统及方法,通过设置的送料装置、推料装置、淬火炉和plc控制器,能对汽车半轴实现自动化连续调质热处理生产,不仅保证了产品质量的稳定性,而且还减轻了工人劳动强度,提高了生产效率;本发明除了主要用于汽车半轴的加热淬火及回火热处理外,也可用于其它类型工件的热处理。
附图说明
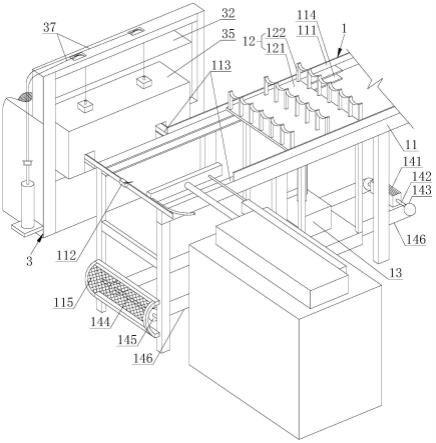
22.图1是本发明提供的推杆式汽车半轴连续调质生产系统结构示意图。
23.图2是图1中省略料盘后的生产系统结构示意图。
24.图3是本发明提供的辐射加热管在淬火炉炉膛底部布置的结构示意图。
25.图4是本发明提供的热循环装置在淬火炉上设置的结构示意图。
26.图中,1、送料装置;11、料台;111、侧挡;112、行程开关;113、缺口;114、滑槽;115、防护网;12、料盘;121、料板;122、料架;13、载盘机构;131、底座;132、举升气缸;133、载板;134、卡块;135、稳定板;136、支柱;14、传动机构;141、双轴电机;142、主动转轴;143、主动齿轮;144、从动转轴;145、从动齿轮;146、传动链条;2、推料装置;21、支撑台;22、推料油缸;23、推料头;24、弧形支杆;25、导向支杆;26、导向筒;3、淬火炉;31、炉体;311、支撑梁;312、过孔;313、定滑轮;32、炉盖;33、炉底导轨;34、加热元件;35、进料门;36、升降油缸;37、拉索;38、热循环装置;381、热循环风机;382、热循环管道。
具体实施方式
27.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
28.在本发明的描述中,需要理解的是,术语“纵向”、“径向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
29.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
30.请参考图1至图3所示,本发明提供一种推杆式汽车半轴连续调质生产系统,包括送料装置1、推料装置2、淬火炉3和plc控制器,所述送料装置1包括料台11、料盘12、载盘机构13和传动机构14,所述料台11的前后侧表面以及左侧表面固定连接有侧挡111,所述料台11的左侧侧挡111上固定设有行程开关112,所述料盘12包括可滑动设置于料台11前后侧表面与侧挡111形成的台阶面上的料板121,所述料板121上沿左右方向设置有便于汽车半轴连续放置的料架122,所述料板121底面设有滑槽,所述载盘机构13包括底座131、举升气缸
132和载板133,所述举升气缸132固定安装在底座131表面,所述举升气缸132的活塞杆竖直向上且与载板133底部固定连接,所述载板133在举升气缸132的带动下可上升至与料板121底面抵顶接触,由此构成对料板121实现托举,所述传动机构14包括双轴电机141,所述双轴电机141的两端固定连接有主动转轴142,所述主动转轴142上固定连接有主动齿轮143,所述料台11的左侧下部转动连接如通过轴承连接有从动转轴144,所述从动转轴144上固定连接有与双轴电机141两端主动齿轮143对应的从动齿轮145,即针对双轴电机141两端的两个主动齿轮143,所述从动转轴144上也对应设置有两个从动齿轮145,所述主动齿轮143和从动齿轮145上啮合连接有传动链条146,所述传动链条146的两端分别与底座131的左右两端固定连接,由此底座131在双轴电机141的正反转动作用下,通过传动链条146带动可实现来回移动;所述推料装置2包括支撑台21和推料油缸22,所述推料油缸22固定安装在支撑台21表面,所述推料油缸22的活塞杆顶端固定连接有推料头23,所述料台11的前后侧表面侧挡111上开设有便于推料头23通过的缺口113;所述淬火炉3包括炉体31、炉盖32、炉底导轨33、加热元件34、进料门35和出料门(图中未示),所述炉盖32可拆卸连接如通过螺栓连接于炉体31上,即所述炉盖32与炉体31采用分体式设置,由此松开螺栓后可以用行吊把炉盖32吊起方便后期检修,所述炉底导轨33固定设置于炉体31的炉膛内,所述炉底导轨33可与料板121底面的滑槽对应配合,所述加热元件34设置于炉膛底部,所述进料门35设置于炉体31的进料端,所述出料门设置于炉体31的出料端,所述进料门35和出料门侧旁的炉体31上分别固定设置有升降油缸36,所述升降油缸36的活塞杆竖直向上且顶端通过拉索37与进料门35和出料门顶部对应连接,由此进料门35和出料门通过拉索37在升降油缸36的带动下可上下升降,而所述淬火炉3其他未述部分可采用现有技术来实现;所述行程开关112、举升气缸132、双轴电机141、推料油缸22和升降油缸36均与plc控制器(图中未示)电连接,所述plc控制器可设置在支撑台21内或系统上的其他地方,所述plc控制器主要用于输出脉冲信号和换向信号来完成控制,具体可采用现有技术来实现,即所述plc控制器的具体结构和控制方式为本领域技术人员公知。
31.作为具体实施例,请参考图2所示,所述载板133表面在靠近四个角落处分别设有卡块134,所述料板121底面设有与卡块134对应配合的卡槽,由此通过卡块134与卡槽的卡接配合,可实现载板133对料板121的稳定托举,进而增强了料板12移动过程中的稳定性。
32.作为具体实施例,请参考图2所示,所述载盘机构13还包括稳定板135,所述稳定板135与料台11前后两侧内壁预设的滑槽114可滑动配合连接,所述稳定板135上设有便于载板133穿过的空腔,所述稳定板135底面的四个角落通过支柱136与底座131固定连接,即通过支柱136在底座131上连接稳定板135,而稳定板135又与料台11前后两侧内壁预设的滑槽114可滑动配合连接,由此可提升底座131在移动过程中的平稳性,从而在前述实施例增强料板12移动过程中稳定性的基础上,采用本实施例中技术方案可进一步提升料板12在移动过程中的稳定性。
33.作为具体实施例,请参考图1和图2所示,所述料台11的左侧下部还设有将从动转轴144和从动齿轮145遮罩的防护网115,由此在对从动转轴144和从动齿轮145构成保护的基础上,还可以防止人员误碰造成伤害。
34.作为具体实施例,请参考图1和图2所示,所述推料头23的左侧固定连接有可在料台11左侧表面与侧挡111形成的台阶面上移动的弧形支杆24,所述推料头23的右侧固定连
接有导向支杆25,所述导向支杆25远离推料头23的一端紧密伸入固定在支撑台21表面的导向筒26内,由此通过在推料头23的左右两侧分别设置弧形支杆24和导向支杆25,可以更好确保推料头23在推料过程中实现水平平稳推送。
35.作为具体实施例,请参考图3所示,所述炉膛底部的加热元件34采用现有的辐射加热管来实现,而采用辐射管加热可以避免汽车半轴等工件进出刮坏加热元件,由此可以提升加热元件的使用寿命。
36.作为具体实施例,请参考图4所示,由于产品的切换,加热的工艺参数不一样,可能需要降温,本实施例在所述炉体31上还设置有热循环装置38,所述热循环装置38包括将需降温的高温区热量抽出的热循环风机381,以及将抽出热量送入需升温的低温区的热循环管道382,由此不仅节省了能耗,而且还节约了时间。
37.作为具体实施例,请参考图1和图2所示,所述炉体31的顶部设置有支撑梁311,所述支撑梁311上竖向开设有过孔312,所述支撑梁311的过孔312内部固定连接有定滑轮313,所述拉索37的一端绕过定滑轮313后铅直线末端与进料门35和出料门顶部对应连接,由此可以保证进料门35和出料门在升降油缸36的带动下可轻松实现上下升降。
38.作为具体实施例,所述炉盖32由现有的型钢和钢板焊接构成,由此可以使得炉盖具有良好的外观和表面质量。
39.本发明还提供一种推杆式汽车半轴连续调质生产方法,所述方法中采用了前述的推杆式汽车半轴连续调质生产系统,所述方法包括以下步骤:
40.s1、将待处理的汽车半轴放置在所述料架122上;
41.s2、所述plc控制器控制举升气缸132的活塞杆向上运动,带动载板133上升至与料板121底面抵顶接触;
42.s3、所述plc控制器控制双轴电机141正向转动,双轴电机141带动主动转轴142上的主动齿轮143转动,从而通过啮合在主动齿轮143上的传动链条146带动从动齿轮145转动,并同时带动与传动链条146固定连接的底座131向料台11左侧移动,通过底座131移动带动料板121向料台11左侧移动;当部分料板121移动到料台11前后侧表面侧挡上开设的缺口113处时,所述plc控制器控制双轴电机141暂停转动;而后所述plc控制器控制举升气缸132的活塞杆向下运动,带动载板133下降与料板121底面脱离;所述plc控制器控制双轴电机141反向转动,通过底座131移动带动载板133向料台11右侧回移,当载板133回移至左侧与料板11间隔开时,所述plc控制器控制举升气缸132的活塞杆再次向上运动,带动载板133上升至与料板121右侧相对;所述plc控制器控制双轴电机141再次正向转动,通过底座131移动带动载板133再次向料台11左侧移动,通过载板133与料板121右侧紧密接触,将料板121左侧推动至料台11左侧行程开关112处触发plc控制器控制双轴电机141暂停,之后所述plc控制器控制举升气缸132以及双轴电机141带动底座131复位;
43.s4、所述plc控制器控制升降油缸36的活塞杆向下运动,通过拉索37带动淬火炉3上的进料门35和出料门打开;
44.s5、所述plc控制器控制推料油缸22的活塞杆向侧挡缺口113方向移动,带动推料头23与料盘12侧面抵顶接触,将料盘12推动至炉膛内的炉底导轨33上,并通过推入的料盘12对炉底导轨33上放满的现有料盘传动将位于出料门侧的一个料盘推出,即通过炉底导轨上现有的料盘相互传力将位于出料门侧的一个料盘推出,从而实现每到一个送料周期就向
炉内送一个盘料,同时出料端也相应地要出一个盘料,然后所述plc控制器控制升降油缸36的活塞杆向上运动,通过拉索37带动淬火炉3上的进料门35和出料门关闭,开始淬火。淬火完成后的其他热处理步骤为本领域技术人员公知,具体为将淬火完成后的汽车半轴取出放入淬火池内冷却,冷却完成后重复前述送料和推料动作,将汽车半轴送入回火炉内回火后,即完成该次热处理。
45.与现有技术相比,本发明提供的推杆式汽车半轴连续调质生产系统及方法,通过设置的送料装置、推料装置、淬火炉和plc控制器,能对汽车半轴实现自动化连续调质热处理生产,不仅保证了产品质量的稳定性,而且还减轻了工人劳动强度,提高了生产效率;本发明除了主要用于汽车半轴的加热淬火及回火热处理外,也可用于其它类型工件的热处理。
46.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1