一种汽车转轴焊接表面精细化处理设备的制作方法
1.本发明涉及一种精细化处理设备,尤其涉及一种汽车转轴焊接表面精细化处理设备。
背景技术:
2.汽车转轴是汽车生产中不可或缺的一部分,而一个转轴大多数达不到使用的要求,因此需要对多个不同的转轴进行焊接,从而达到使用需求的目的,但是焊接会留下焊缝,不仅影响美观,还会影响到汽车部件的拼接,所以大多数需要对焊接后的转轴焊缝进行打磨抛光处理。
3.专利公开号为cn208117580u的专利,公开一种焊缝除尘打磨设备,包括焊缝打磨机本体、主轴、焊缝打磨轮以及除尘组件,所述焊缝打磨机本体连接一主轴,所述主轴端部设置有焊缝打磨轮,所述除尘组件设置于焊缝打磨机本体上,所述控制面板嵌入在焊缝打磨机本体表面,所述凸腔内容置有吸尘机组,所述吸尘机组电性连接到控制面板,所述气室呈半包围半圆形状包裹于焊缝打磨轮上方,所述气室内表面均匀分布有大颗粒碎屑吸嘴和小颗粒碎屑孔,所述集屑盒经由吸尘机组与气室连通。虽然上述专利能够对焊缝进行打磨处理,但是由于是人工拿着转轴进行打磨,受操作人员水平限制,容易造成施力不均,导致焊缝表面粗糙,影响后续使用。
4.基于上述专利中存在的缺陷,我们提出一种能够均匀对转轴焊接表面进行打磨处理,且打磨更加精细的汽车转轴焊接表面精细化处理设备。
技术实现要素:
5.为了克服由于是人工拿着转轴进行打磨,受操作人员水平限制,容易造成施力不均,导致焊缝表面不精细,影响后续使用的缺点,本发明提供一种能够均匀对转轴焊接表面进行打磨处理,且打磨更加精细的汽车转轴焊接表面精细化处理设备。
6.本发明的技术方案为:
7.一种汽车转轴焊接表面精细化处理设备,包括有支腿、安装板和防护壳,安装板底部间隔固接有四根支腿,安装板顶部固接有防护壳,其特征在于,还包括有打磨块、驱动机构和旋转机构,安装板上连接有用于传动的旋转机构,安装板上连接有用于为旋转机构提供动力的驱动机构,旋转机构上连接有用于对物料进行打磨处理的打磨块。
8.作为上述方案的改进,驱动机构包括有伺服电机、安装架、第一转轴和锥齿轮,安装板顶部中后侧位置固接有伺服电机,安装板顶部中前侧位置固接有安装架,安装架上部转动式连接有第一转轴,第一转轴左部与伺服电机的输出轴都固接有锥齿轮,两个锥齿轮相互啮合。
9.作为上述方案的改进,旋转机构包括有立板、导向板、弧形齿条和第一柱齿轮,安装板顶部中前侧左右对称固接有立板,左右两侧立板顶部都固接有导向板,左右两侧导向板均与打磨块转动连接,打磨块外壁中部固接有弧形齿条,第一转轴中部固接有第一柱齿
轮,第一柱齿轮与弧形齿条啮合。
10.作为上述方案的改进,还包括有用于对物料限位的锁定机构,锁定机构包括有槽板、滑动板、固定座、滑杆、u型卡板、提拉板和复位弹簧,安装板顶部前侧左右对称固接有槽板,左右两侧槽板内都滑动式连接有滑动板,左右两侧滑动板顶部都固接有固定座,左右两侧固定座后部都固接有滑杆,左右两侧滑杆上都滑动式连接有用于对物料限位的u型卡板,左右两侧u型卡板顶部都固接有提拉板,左右两侧固定座内侧面与左右两侧u型卡板后部之间都连接有复位弹簧,左右两侧复位弹簧分别绕在左右两侧滑杆上。
11.作为上述方案的改进,还包括有用于带动物料左右移动的横向移位机构,横向移位机构包括有立块、第二转轴、传动组件、第二柱齿轮、连接块和直齿条,安装板顶部后侧左右对称固接有立块,左右两侧立块上部都转动式连接有第二转轴,左右两侧第二转轴中部均与伺服电机的输出轴之间连接有传动组件,传动组件由两个皮带轮和皮带组成,一个皮带轮安装于第二转轴中部,另一个皮带轮安装于伺服电机的输出轴,皮带绕于两个皮带轮之间,左右两侧第二转轴前部都固接有第二柱齿轮,左右两侧滑动板顶部中后侧都固接有连接块,左右两侧连接块后侧面都固接有直齿条,左右两侧直齿条分别与左右两侧第二柱齿轮啮合。
12.作为上述方案的改进,还包括有用于方便抬升提拉板的抬升机构,抬升机构包括有连接杆和橡胶套筒,左右两侧提拉板上部之间固接有连接杆,连接杆中部固接有用于增大摩擦力的橡胶套筒。
13.作为上述方案的改进,还包括有用于收集碎屑的集灰机构,集灰机构包括有限位框和抽屉,安装板底部中前侧固接有用于收集碎屑的限位框,限位框内滑动式放置有抽屉。
14.作为上述方案的改进,还包括有把手,抽屉外前侧面中部固接有把手。
15.本发明的有益效果为:
16.1、本发明将物料放置在左右两侧固定座之间,且物料表面焊缝处放置在打磨块内,左右两侧u型卡板向下移动分别通过左右两侧固定座对物料进行限位,随后人们即可对物料表面焊缝处进行打磨处理,如此,能够均匀对转轴焊接表面进行打磨处理,且打磨更加精细。
17.2、本发明横向移位机构的作用下,左右两侧固定座左右移动带动物料左右移动,如此可增大物料表面焊缝精细化处理效果,如此,无需人工拉动物料左右移动,简化了操作流程,同时节省了人力。
18.3、本发明集灰机构的作用下,打磨块对物料进行打磨处理时,碎屑掉落至抽屉内,人们可通过把手拿出抽屉对碎屑进行后续处理,如此,可方便人们对碎屑进行收集。
附图说明
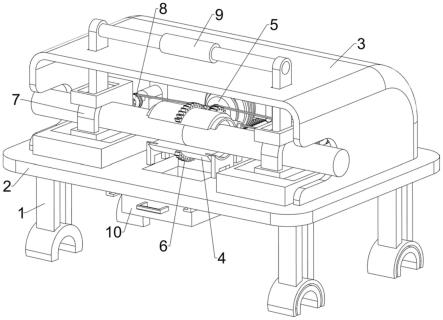
19.图1为本发明的立体结构示意图。
20.图2为本发明的第一种部分立体结构示意图。
21.图3为本发明的第二种部分立体结构示意图。
22.图4为本发明驱动机构的第一种立体结构示意图。
23.图5为本发明驱动机构的第二种立体结构示意图。
24.图6为本发明旋转机构的立体结构示意图。
25.图7为本发明锁定机构的立体结构示意图。
26.图8为本发明锁定机构的第一视角部分立体结构示意图。
27.图9为本发明锁定机构的第二视角部分立体结构示意图。
28.图10为本发明横向移位机构的立体结构示意图。
29.图11为本发明a部分的放大示意图。
30.图12为本发明抬升机构的立体结构示意图。
31.图13为本发明集灰机构的第一视角立体结构示意图。
32.图14为本发明集灰机构的第二视角立体结构示意图。
33.图中标号名称:1、支腿,2、安装板,3、防护壳,4、打磨块,5、驱动机构,51、伺服电机,52、安装架,53、第一转轴,54、锥齿轮,6、旋转机构,61、立板,62、导向板,63、弧形齿条,64、第一柱齿轮,7、锁定机构,71、槽板,72、滑动板,73、固定座,74、滑杆,75、u型卡板,76、提拉板,77、复位弹簧,8、横向移位机构,81、立块,82、第二转轴,83、传动组件,84、第二柱齿轮,85、连接块,86、直齿条,9、抬升机构,91、连接杆,92、橡胶套筒,10、集灰机构,101、限位框,102、抽屉,103、把手。
具体实施方式
34.以下结合具体实施例对上述方案做进一步说明。应理解,这些实施例是用于说明本技术而不限于限制本技术的范围。实施例中采用的实施条件可以根据具体厂家的条件做进一步调整,未注明的实施条件通常为常规实验中的条件。
35.实施例1
36.一种汽车转轴焊接表面精细化处理设备,如图1-图6所示,包括有支腿1、安装板2、防护壳3、打磨块4、驱动机构5和旋转机构6,安装板2底部间隔固接有四根支腿1,安装板2顶部固接有防护壳3,安装板2上连接有驱动机构5,驱动机构5与安装板2之间连接有旋转机构6,旋转机构6上连接有打磨块4,打磨块4可实现对物料进行打磨,旋转机构6可实现带动打磨块4转动,驱动机构5可实现为旋转机构6提供动力。
37.如图1-图5所示,驱动机构5包括有伺服电机51、安装架52、第一转轴53和锥齿轮54,安装板2顶部中后侧位置固接有伺服电机51,安装板2顶部中前侧位置固接有安装架52,安装架52上部转动式连接有第一转轴53,第一转轴53左部与伺服电机51的输出轴都固接有锥齿轮54,两个锥齿轮54相互啮合。
38.如图1、图2、图3和图6所示,旋转机构6包括有立板61、导向板62、弧形齿条63和第一柱齿轮64,安装板2顶部中前侧左右对称固接有立板61,左右两侧立板61顶部都固接有导向板62,左右两侧导向板62均与打磨块4转动连接,打磨块4外壁中部固接有弧形齿条63,第一转轴53中部固接有第一柱齿轮64,第一柱齿轮64与弧形齿条63啮合。
39.首先操作人员将物料放置在打磨块4内,且物料焊缝处与打磨块4对应,然后抓住物料,启动伺服电机51正反交替转动,伺服电机51正反交替转动通过两个锥齿轮54带动第一转轴53正反交替转动,第一转轴53正反交替转动带动第一柱齿轮64正反交替转动,第一柱齿轮64正反交替转动带动弧形齿条63正反交替转动,弧形齿条63正反交替转动带动打磨块4正反交替转动,打磨块4正反交替转动对物料表面焊缝处进行打磨,同时人们也可拉动物料左右移动,能够均匀对物料表面焊缝处进行打磨,打磨的更加精细,物料表面焊缝处精
细化完成后,关闭伺服电机51,伺服电机51停止通过两个锥齿轮54带动第一转轴53正反交替转动,打磨块4也就停止正反转动,再取出物料进行后续处理即可。
40.实施例2
41.在实施例1的基础之上,如图1、图2、图7、图8和图9所示,还包括有锁定机构7,锁定机构7包括有槽板71、滑动板72、固定座73、滑杆74、u型卡板75、提拉板76和复位弹簧77,安装板2顶部前侧左右对称固接有槽板71,左右两侧槽板71内都滑动式连接有滑动板72,左右两侧滑动板72顶部都固接有固定座73,左右两侧固定座73后部都固接有滑杆74,左右两侧滑杆74上都滑动式连接有u型卡板75,u型卡板75配合固定座73可实现对物料进行限位,左右两侧u型卡板75顶部都固接有提拉板76,左右两侧固定座73内侧面分别与左右两侧u型卡板75后部之间都连接有复位弹簧77,左右两侧复位弹簧77分别绕在左右两侧滑杆74上。
42.如图1、图2、图10和图11所示,还包括有横向移位机构8,横向移位机构8包括有立块81、第二转轴82、传动组件83、第二柱齿轮84、连接块85和直齿条86,安装板2顶部后侧左右对称固接有立块81,左右两侧立块81上部都转动式连接有第二转轴82,左右两侧第二转轴82中部均与伺服电机51的输出轴之间连接有传动组件83,传动组件83由两个皮带轮和皮带组成,一个皮带轮安装于第二转轴82中部,另一个皮带轮安装于伺服电机51的输出轴,皮带绕于两个皮带轮之间,左右两侧第二转轴82前部都固接有第二柱齿轮84,左右两侧滑动板72顶部中后侧都固接有连接块85,左右两侧连接块85后侧面都固接有直齿条86,左右两侧直齿条86分别与左右两侧第二柱齿轮84啮合。
43.首先操作人员拉动左右两侧提拉板76向上移动,左右两侧提拉板76向上移动分别带动左右两侧u型卡板75向上移动,左右两侧复位弹簧77均被压缩,左右两侧u型卡板75向上移动分别与左右两侧固定座73脱离,随后将物料放置在左右两侧固定座73之间,且物料表面焊缝处放置在打磨块4内,松开左右两侧提拉板76,因左右两侧复位弹簧77的作用,左右两侧u型卡板75分别与左右两侧提拉板76向下移动复位,且左右两侧u型卡板75向下移动分别通过左右两侧固定座73对物料进行限位,随后人们即可对物料表面焊缝处进行打磨处理,物料表面焊缝处精细化完成后,按上述操作取出物料进行后续处理即可,如此,可方便对物料进行限位固定。
44.当伺服电机51工作时,伺服电机51正反交替转动带动左右两侧传动组件83正反交替转动,左右两侧传动组件83正反交替转动分别带动左右两侧第二转轴82正反交替转动,左右两侧第二转轴82正反交替转动分别带动左右两侧第二柱齿轮84正反交替转动,左右两侧第二柱齿轮84正反交替转动分别带动左右两侧直齿条86左右移动,左右两侧直齿条86左右移动分别带动左右两侧连接块85左右移动,左右两侧连接块85左右移动分别带动左右两侧滑动板72左右移动,左右两侧滑动板72左右移动分别带动左右两侧固定座73左右移动,左右两侧固定座73左右移动带动物料左右移动,如此可增大物料表面焊缝精细化处理效果,物料表面焊缝处精细化完成后,关闭伺服电机51,伺服电机51停止通过左右两侧传动组件83分别带动左右两侧第二转轴82转动,左右两侧滑动板72也就停止左右移动,如此,无需人工拉动物料左右移动。
45.实施例3
46.在实施例1和实施例2的基础之上,如图1、图2和图12所示,还包括有抬升机构9,抬升机构9包括有连接杆91和橡胶套筒92,左右两侧提拉板76上部之间固接有连接杆91,连接
杆91中部固接有橡胶套筒92,橡胶套筒92可实现增大与手的摩擦力。
47.如图1、图13和图14所示,还包括有集灰机构10,集灰机构10包括有限位框101和抽屉102,安装板2底部中前侧固接有限位框101,限位框101内滑动式放置有抽屉102,抽屉102可实现收集碎屑。
48.如图13和图14所示,还包括有把手103,抽屉102外前侧面中部固接有把手103。
49.当如拉动提拉板76向上移动时,可通过连接杆91拉动左右两侧提拉板76向上移动,橡胶套筒92可增大与手的摩擦力,避免打滑,如此,可方便人们拉动左右两侧提拉板76。
50.当打磨块4对物料进行打磨处理时,碎屑掉落至抽屉102内,抽屉102内装有适量的碎屑后,人们可通过把手103拿出抽屉102对碎屑进行后续处理,随后将抽屉102放回至限位框101内,如此,可方便人们对碎屑进行收集。
51.上述实施例,只是本发明的较佳实施例,并非用来限制本发明实施范围,故凡以本发明权利要求所述内容所做的等效变化,均应包括在本发明权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1