一种炼钢连铸控制系统及方法与流程
1.本发明涉及炼钢连铸技术领域,具体而言,涉及一种炼钢连铸控制系统及方法。
背景技术:
2.炼钢连铸生产是将高温钢水由液态转化为合格铸坯的一个生产过程。
3.目前,连铸生产由于其工艺流程的复杂性,其大多操作需依靠人工现场操作实现,例如依靠人工现场进行塞棒控制、保护渣添加、查看结晶器液面状态等日常作业及相应异常事故处置。其存在以下问题:
4.1、在炼钢连铸现场,相应操作工人处在具备高温、粉尘、噪音等诸多职业危害的工作环境中,影响着操作工人的身体健康;
5.2、因工人个人的操作水平及经验限制,导致不同工人的操作水平及对异常情况的处置能力参差不齐,而操作的标准、稳定与否直接关系到炼钢生产的稳定顺行及产品质量,因此目前的炼钢连铸生产难以实现高效、稳定地进行。
技术实现要素:
6.本发明解决的问题是:如何实现炼钢连铸生产的自动化,并提升炼钢连铸生产的效率与稳定性。
7.为解决上述问题,本发明提供一种炼钢连铸控制系统,包括数据监测装置和用于与连铸机通讯连接的远程操作装置,所述数据监测装置包括通讯连接的数据监测机构与数据显示机构,所述数据监测机构用于设置在所述连铸机上,所述数据显示机构和所述远程操作装置均用于设置在中控室内,且所述远程操作装置用于控制所述连铸机。
8.可选地,所述远程操作装置包括中间包吹氩控制机构、结晶器液面控制机构、结晶器自动加渣控制机构、冷却系统控制机构、拉坯速度控制机构和异常情况控制机构。
9.可选地,所述数据监测机构包括氦气输送流量监测子机构、结晶器液面高度监测子机构、保护渣添加量监测子机构、冷却系统流量监测子机构和拉坯速度监测子机构。
10.可选地,所述数据监测装置还包括与所述数据显示机构通讯连接的视频监控机构,所述数据显示机构用于显示所述视频监控机构所监测的所述连铸机的结晶器所在处的画面。
11.可选地,所述远程操作装置还包括与所述数据监测机构或所述数据显示机构通讯连接的异常情况报警机构,所述异常情况报警机构用于在所述连铸机发生异常时进行报警。
12.本发明还提供一种炼钢连铸控制方法,采用上述的炼钢连铸控制系统,包括:
13.构建无人浇铸控制模型;
14.通过所述炼钢连铸控制系统的数据监测装置获取连铸机的运行数据;
15.根据所述运行数据和所述无人浇铸控制模型,控制所述炼钢连铸控制系统的远程操作装置进行所述连铸机的控制。
16.可选地,所述无人浇铸控制模型包括拉速控制模型:
17.所述通过所述炼钢连铸控制系统的数据监测装置获取连铸机的运行数据包括:
18.通过所述数据监测装置的结晶器液面高度监测子机构获取所述连铸机的结晶器液面高度;
19.所述根据所述运行数据和所述无人浇铸控制模型,控制所述炼钢连铸控制系统的远程操作装置进行所述连铸机的控制包括:
20.根据所述结晶器液面高度和所述拉速控制模型,控制所述远程操作装置的结晶器液面控制机构进行所述连铸机的拉引矫直机的拉速控制。
21.可选地,所述无人浇铸控制模型包括流量控制模型:
22.所述通过所述炼钢连铸控制系统的数据监测装置获取连铸机的运行数据包括:
23.通过所述数据监测装置的拉坯速度监测子机构获取所述连铸机的拉引矫直机的拉速;
24.所述根据所述运行数据和所述无人浇铸控制模型,控制所述炼钢连铸控制系统的远程操作装置进行所述连铸机的控制包括:
25.根据所述拉引矫直机的拉速和所述流量控制模型,控制所述远程操作装置的结晶器液面控制机构进行所述连铸机的中间包上塞棒的升降位移控制。
26.可选地,所述无人浇铸控制模型包括异常情况控制模型:
27.所述根据所述运行数据和所述无人浇铸控制模型,控制所述炼钢连铸控制系统的远程操作装置进行所述连铸机的控制包括:
28.当根据所述异常情况控制模型确定所述运行数据异常时,控制所述异常情况控制机构采取应对措施。
29.可选地,所述无人浇铸控制模型包括异常情况报警模型:
30.所述根据所述运行数据和所述无人浇铸控制模型,控制所述炼钢连铸控制系统的远程操作装置进行所述连铸机的控制包括:
31.当根据所述异常情况报警模型确定所述运行数据异常时,控制所述异常情况报警机构进行报警。
32.本发明与现有技术相比,具有以下有益效果:相对于现有技术中依靠人工现场进行炼钢连铸生产而言,炼钢连铸控制系统通过将远程操作装置设置在中控室内,一方面,以使得用于炼钢连铸生产的连铸机的操作能够远离炼钢连铸现场,从而使得炼钢连铸生产人员可脱离具备高温、粉尘、噪音等诸多职业危害的工作环境,从而保证生产人员的身体健康;另一方面,使得连铸机的多个部件的操作集中在中控室内,实现了连铸机的集中控制,提升了连铸机各部件操控的便利性、标准性与稳定性,从而提升了炼钢连铸生产的效率与稳定性,且便于实现连铸机的自动化控制及无人值守。
附图说明
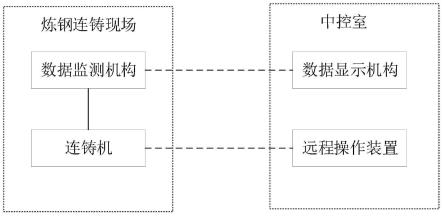
33.图1为本发明实施例中炼钢连铸控制系统与连铸机的位置关系示意图;
34.图2为本发明实施例中炼钢连铸控制方法的流程图。
具体实施方式
35.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
36.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
37.结合图1所示,本发明实施例提供一种炼钢连铸控制系统,包括数据监测装置和用于与连铸机通讯连接的远程操作装置,数据监测装置包括通讯连接的数据监测机构与数据显示机构,数据监测机构用于设置在连铸机上,数据显示机构和远程操作装置均用于设置在中控室内,且远程操作装置用于控制连铸机。
38.本实施例中,用于炼钢连铸生产的连铸机包括钢水运载装置(钢水包、回转台)、中间包及其水口更换装置、结晶器及其振动装置、二次冷却装置、拉引矫直机、铸坯切断装置、引锭装置等部件。炼钢连铸控制系统的数据监测装置的数据监测机构用于设置在连铸机的多个部件上,用于实时采集(获取)连铸机进行炼钢连铸生产时相应部件的相应运行数据(其包括相应部件自身的运行参数数据与部件上钢水或铸坯的状态数据等);与数据监测机构通讯连接的数据显示机构则设置在中控室内,用于在远离炼钢连铸现场的中控室内显示数据监测机构实时采集的相应数据。远程操作装置设置在中控室内,以便于在远离炼钢连铸现场的中控室内对连铸机的相应部件进行远程操作。其中,炼钢连铸控制系统可以是通过上位机分析处理数据监测装置采集的数据,并控制远程操作装置进行炼钢连铸生产,以实现炼钢连铸自动化生产;又可以是通过人工结合数据监测装置采集的数据,手动控制远程操作装置进行炼钢连铸生产。
39.这样,相对于现有技术中依靠人工现场进行炼钢连铸生产而言,炼钢连铸控制系统通过将远程操作装置设置在中控室内,一方面,以使得用于炼钢连铸生产的连铸机的操作能够远离炼钢连铸现场,从而使得炼钢连铸生产人员(连铸机的操作人员)可脱离具备高温、粉尘、噪音等诸多职业危害的工作环境,从而保证生产人员的身体健康;另一方面,使得连铸机的多个部件的操作集中在中控室内,实现了连铸机的集中控制,提升了连铸机各部件操控的便利性、标准性与稳定性,从而提升了炼钢连铸生产的效率与稳定性,且便于实现连铸机的自动化控制及无人值守。而且,通过设置数据监测装置,以对连铸机相应部件的运行数据等进行及时地采集、获取,一方面,数据显示机构显示数据监测机构获取的相应数据,便于上位机基于数据监测机构获取的相应数据或人工基于数据显示机构显示的相应数据(通过远程操作装置)对连铸机的相应部件及时进行操作,以保证连铸机各部件能够相互配合进行炼钢连铸生产,从而保证炼钢连铸生产能够顺利且稳定地进行;另一方面,便于及时发现连铸机在炼钢连铸生产中发生的异常情况,以及时通过远程操作装置进行操作处理。
40.可选地,远程操作装置与连铸机之间设有增设就地/远程选择开关(或就地操作箱),用于实现连铸机控制方式的切换。示例性地,当选择开关在就地方式时,可在炼钢连铸现场直接控制连铸机;当选择开关在远控方式时,可在中控室内通过远程操作装置来控制连铸机。
41.可选地,炼钢连铸控制系统还包括用于存储数据监测装置所监测数据的数据存档装置,数据存档装置与数据监测机构和/或数据显示机构通讯连接。通过设置数据存档装置,以便于后期对连铸机和炼钢连铸控制系统等有效进行运行情况分析、故障分析和能源消耗分析等,以便于后期对连铸机和炼钢连铸控制系统等进行优化、改进。
42.可选地,位于中控室内的远程操作装置设有控制面板,以便于操作人员手动操作控制面板以实现对连铸机的控制。
43.可选地,远程操作装置包括中间包吹氩控制机构、结晶器液面控制机构、结晶器自动加渣控制机构、冷却系统控制机构、拉坯速度控制机构和异常情况控制机构。
44.本实施例中,炼钢连铸控制系统通过远程操作装置对连铸机的多个部件进行集中控制。示例性地,远程操作装置包括中间包吹氩控制机构、结晶器液面控制机构、结晶器自动加渣控制机构、拉坯速度控制机构和异常情况控制机构;远程操作装置通过设置中间包吹氩控制机构,用于控制连铸机的中间包上的吹氩结构向中间包内输送氩的流量等;拉坯速度控制机构则用于控制(调节)拉引矫直机对二次冷却装置(二冷区)所出铸坯的拉速;结晶器液面控制机构用于控制结晶器内钢水的液面高度,其具体通过控制拉引矫直机对铸坯的拉速或控制中间包向结晶器内注流的流量大小(如通过控制中间包上塞棒的升降位移)等实现;结晶器自动加渣控制机构用于控制结晶器处加渣机构向结晶器内钢水加保护渣的时机与加渣量等;冷却系统控制机构用于控制结晶器和/或二次冷却装置上的水冷系统中的冷却水的流量等;异常情况控制机构则用于在炼钢连铸生产中发生异常情况时采取相应应对措施进行控制,以提升炼钢连铸控制系统的安全性、可靠性和智能性等,例如,当发生结晶器内钢水液面急剧上升时,若关闭中间包塞棒和适当提高拉引矫直机拉速后,液面仍上升,则应通过异常情况控制机构对中间包的水口打盲板,防止结晶器溢钢。
45.其中,由于连铸机的各部件在炼钢连铸中需要相互配合,因此,连铸机中某个部件的运行与控制一般会影响到其他部件的运行与控制或受到其他部件的运行与控制的影响。如此,通过远程操作装置将连铸机多个部件的控制集中在中控室,便于实现连铸机多个部件的联锁。
46.可选地,数据监测机构包括氦气输送流量监测子机构、结晶器液面高度监测子机构、保护渣添加量监测子机构、冷却系统流量监测子机构和拉坯速度监测子机构。
47.本实施例中,数据监测机构可以是连铸机各部件自有的数据监测机构,也可以是连铸机各部件非自有(或外置)的数据监测机构;数据显示机构则通过i/o、通信接口、专用仪表或第三方系统(如plc接口驱动、opc接口驱动、modbus接口驱动、网关接口驱动等)等连接至连铸机各部件处的数据监测机构,实现通讯连接,以实时监测并自动获取连铸机各部件的运行数据等。示例性地,数据监测机构通过氦气输送流量监测子机构监测并获取(采集)氦气输送流量等数据;通过结晶器液面高度监测子机构监测并获取结晶器液面高度等数据;通过保护渣添加量监测子机构监测并获取保护渣添加量等数据;通过冷却系统流量监测子机构监测并获取结晶器和二次冷却装置上的水冷系统中的冷却水的流量等数据;通过拉坯速度监测子机构监测并获取拉引矫直机的拉速等数据。在一些实施例中,数据监测机构还包括用于监测并获取塞棒升降位移数据、结晶器振动频率及幅度数据等数据的其他监测子机构。
48.而且,数据监测机构的各个子机构监测并获取的所有数据会反馈到中控室内的数
据显示机构或上位机等,以实现连铸机各部件的运行数据等的集中监控和管理,提升了连铸机数据监测与管理的便捷性。
49.可选地,数据监测装置还包括与数据显示机构通讯连接的视频监控机构,数据显示机构用于显示视频监控机构所监测的连铸机的结晶器所在处的画面。
50.本实施例中,视频监控机构优选采用耐高温的高清摄像头,以监测并存储(自身存储或通过远程操作装置等进行存储)结晶器及其所在位置处的画面。具体地,通过所在视频监控机构,以监测结晶器的液面、振动、加渣等动态情况,以及监测中间包的水口工作情况(以用于确定中间包的浸入式水口是正常工作还是发生了断裂等异常情况)。在一些实施例中,视频监控机构设有多个高清摄像头,以用于监测连铸机的多个部件的运行状态及相应的钢水或铸坯的铸造状态。与视频监控机构通讯连接的数据显示机构用于显示视频监控机构所监测的画面,以便于在中控室内直观且清晰地看到连铸机的相应运行状态等,且便于及时发现异常情况(如中间包水口断裂等)等。
51.可选地,数据显示机构采用显示器,以便于实时显示数据监测机构所采集的数据及视频监控机构所采集的画面等。
52.可选地,远程操作装置还包括与数据监测机构或数据显示机构通讯连接的异常情况报警机构,异常情况报警机构用于在连铸机发生异常时进行报警。
53.本实施例中,异常情况报警机构用于在连铸机发生异常时进行报警(例如声光报警等),以在通过控制异常情况控制机构对连铸机相应部件采取相应应对措施时,同时进行相应类型的报警,即向相应操作人员进行示警并提醒异常类型,便于实现炼钢连铸生产的无人化运行以及保证炼钢连铸生产无人化运行的安全、高效。
54.可选地,异常情况报警机构优选设置在中控室等易于为操作人员发现的位置。在一些实施例中,远程操作装置的异常情况报警机构处还设有报警复位机构,用于在异常情况解除后自动或人工手动解除报警。
55.结合图2所示,本发明另一实施例一种炼钢连铸控制方法,采用上述的炼钢连铸控制系统,包括以下步骤:
56.步骤100、构建无人浇铸控制模型;
57.步骤200、通过炼钢连铸控制系统的数据监测装置获取连铸机的运行数据;
58.步骤300、根据运行数据和无人浇铸控制模型,控制炼钢连铸控制系统的远程操作装置进行连铸机的控制。
59.具体地,本方法中,先通过步骤100,预先构建用于连铸机进行炼钢连铸生产的无人浇铸控制模型。其后,通过步骤200,在连铸机进行炼钢连铸生产时,通过设置在连铸机的多个部件上的数据监测装置的数据监测机构实时获取(采集、监测)连铸机相应部件的相应运行数据,该运行数据包括相应部件自身的运行参数数据与部件上钢水或铸坯的状态数据等。再后,通过步骤300,将数据监测装置监测到的运行数据(其来自数据监测机构或数据显示机构)输入无人浇铸控制模型,根据无人浇铸控制模型确定连铸机相应部件需采取的操作,并通过控制远程操作装置来实现该操作,从而实现连铸机的自动化控制,也就是说,无人浇铸控制模型即为用于根据数据监测装置监测到的运行数据来确定连铸机相应部件需采取的操作的模型。值得说明的是,连铸机可以是所有部件均采用无人浇铸控制模型进行控制,实现连铸机的全自动化控制;还可以是一部分部件采用无人浇铸控制模型进行控制,
另一部分部件通过人工进行控制,实现连铸机的半自动化控制。
60.可选地,无人浇铸控制模型包括拉速控制模型:
61.步骤200包括:通过数据监测装置的结晶器液面高度监测子机构获取连铸机的结晶器液面高度;
62.步骤300包括:根据结晶器液面高度和拉速控制模型,控制远程操作装置的结晶器液面控制机构进行连铸机的拉引矫直机的拉速控制。
63.本实施例中,无人浇铸控制模型通过拉速控制模型实现拉引矫直机拉速的自动化控制,以提升炼钢连铸生产的效率与稳定性。具体地,在通过步骤200得到连铸机的结晶器的运行数据中结晶器液面高度(即结晶器内钢水液面高度)的数据后,在步骤300中,根据拉速控制模型确定当前结晶器液面高度应对应的拉引矫直机的拉速,并通过控制远程操作装置的结晶器液面控制机构来控制拉引矫直机实现上述拉速;也就是说,拉速控制模型用于根据结晶器液面高度来自动确定拉引矫直机应采取的拉速。
64.示例性地,在结晶器注入钢水过程中,当数据监测装置监测到结晶器液位达到第一预设液位时,控制拉引矫直机以起步拉速启动,并在一段时间内达到目标拉速(正常浇钢时的拉速)。当数据监测装置监测到结晶器液位达到第二预设液位(其大于第一预设液位)时,控制拉引矫直机从目标拉速进一步提速至一定拉速,避免结晶器钢水溢出。其中,第一预设液位、第二预设液位、起步拉速、目标拉速等参数可根据连铸机的实际进行预设。
65.可选地,无人浇铸控制模型包括流量控制模型:
66.步骤200包括:通过数据监测装置的拉坯速度监测子机构获取拉引连铸机的矫直机的拉速;
67.步骤300包括:根据拉引矫直机的拉速和流量控制模型,控制远程操作装置的结晶器液面控制机构进行连铸机的中间包上塞棒的升降位移控制。
68.本实施例中,无人浇铸控制模型通过流量控制模型实现塞棒升降位移的自动化控制,以提升炼钢连铸生产的效率与稳定性。具体地,在通过步骤200得到连铸机的拉引矫直机的运行数据中的拉速数据后,在步骤300中,根据流量控制模型确定当前拉速下应采取的流量(即中间包流向结晶器的钢水的流量),并通过控制远程操作装置的结晶器液面控制机构来控制塞棒升降以改变中间包水口大小,从而实现上述流量;也就是说,流量控制模型用于根据拉引矫直机的拉速来自动确定注入结晶器的钢水应采取的流量,该流量需保证结晶器液位位于一定范围内,以避免结晶器内钢水液位超过液位上限而漏钢或低于液位下限而无法稳定形成铸坯。
69.可选地,无人浇铸控制模型包括异常情况控制模型:
70.步骤300包括:当根据异常情况控制模型确定运行数据异常时,控制异常情况控制机构采取应对措施。
71.具体地,在炼钢连铸控制系统中,当根据异常情况控制模型判断出数据监测装置实时获取的连铸机相应部件的相应运行数据发生异常时,控制异常情况控制机构采取相应的应对措施,以保证炼钢连铸生产能够安全、稳定、高效地进行;也就是说,异常情况控制模型用于根据数据监测装置实时获取的连铸机相应部件的相应运行数据,判断相应部件是否发生运行异常,并在相应部件发生运行异常时控制异常情况控制机构采取相应的应对措施,以使得相应部件能够恢复正常运行。其中,异常情况控制模型接入监测装置所监测的所
有数据,以监控整个炼钢连铸生产过程,当某个部件的相应数据超过某个预设的数值(阈值)时,异常情况控制模型自动判定发生异常,并进行处置。
72.示例性地,可通过相应运行数据判定连铸机发生异常的情况如下:连铸机的各部件没根据设定进行启停、运行;结晶器液面高于液位上限或低于液位下限;冷却装置上的水冷系统中的冷却水的流量高于流量上限或低于流量下限、冷却水水温高于温度上限等等。
73.可选地,无人浇铸控制模型包括异常情况报警模型:
74.步骤300包括:当根据异常情况报警模型确定运行数据异常时,控制异常情况报警机构进行报警。
75.具体地,在炼钢连铸控制系统中,当根据异常情况报警模型判断出数据监测装置实时获取的连铸机相应部件的相应运行数据发生异常时,控制异常情况报警机构进行相应类型的报警,以向相应操作人员进行示警并提醒异常类型;也就是说,异常情况报警模型用于根据数据监测装置实时获取的连铸机相应部件的相应运行数据,判断相应部件是否发生运行异常,并在相应部件发生运行异常时控制异常情况报警机构进行相应类型的报警。基于上述运行数据异常时异常情况控制机构会采取相应应对措施,此时,一并通过异常情况报警机构进行报警,便于实现炼钢连铸生产的无人化运行以及保证炼钢连铸生产无人化运行的安全、高效。
76.其中,异常情况报警模型接入监测装置所监测的所有数据,以监控整个炼钢连铸生产过程,当某个部件的相应数据超过某个预设的数值(阈值)时,异常情况报警模型自动判定发生异常,并进行报警。
77.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1