一种高强奥氏体不锈钢及其冷轧卷生产方法与流程
1.本发明属于钢铁冶炼技术领域,涉及一种高强奥氏体不锈钢及其冷轧卷生产方法。
背景技术:
2.高强奥氏体不锈钢主要应用于食品包装、传送机械等行业,对耐腐蚀性能、焊接性能都有较高的要求,同时要求有较高的强度,抗拉强度要求大于900mpa、屈服强度要求大于400mpa,远远超出了常规奥氏体不锈钢的要求。
3.高强奥氏体不锈钢成分设计中,为提高抗晶间腐蚀性能,要求钛含量大于0.3%。为了提高耐高温、高浓度硝酸和硫酸腐蚀的性能,硅含量控制在1.5%左右。此外,成分中还包含铜元素和钼元素,因此高强奥氏体不锈钢较普通的含钛奥氏体不锈钢生产难度更大。
4.现有技术方案如:中国专利“一种含钛奥氏体不锈钢板材的冶炼方法”(申请号:201510619738.0)、中国专利“含钛奥氏体不锈钢的冶炼方法”(申请号:200710139496.0),中国专利“一种含钛奥氏体不锈钢的lf精炼方法”(申请号:201911109355.3),三者均提出含钛奥氏体不锈钢连铸浇注过程中容易出现水口结瘤及结晶器结鱼等问题。
5.除了炼钢和连铸,由于高强奥氏体不锈钢成分中还包含铜元素,热轧卷板容易产生裂纹缺陷,此外,高强奥氏体不锈钢抗拉强度大于900mpa、屈服强度大于400mpa时,还存在轧制负荷大,冷轧板存在肋条纹的问题。
技术实现要素:
6.本发明的目的在于针对现有技术存在的问题,提供一种高强奥氏体不锈钢及其冷轧卷生产方法,本发明能够解决含钛奥氏体不锈钢连铸浇注过程中容易出现水口结瘤、结晶器结鱼的技术问题,及轧制负荷大时表面容易出现裂纹和肋条纹的技术问题。
7.本发明提供一种高强奥氏体不锈钢,其化学成分为c:0.040~0.050%、si:1.55~1.65%、mn:0.45~0.55%、p≤0.035%、s≤0.002%、cr:13.80~14.20%、ni:6.95~7.05%、cu:0.65-0.75%、mo:0.80-0.90%、n:≤0.01%、ti:0.30~0.35%,其它为 fe 和不可避免杂质。
8.为此,本发明采取以下技术方案:一种高强奥氏体不锈钢冷轧卷生产方法,包括如下步骤:a.冶炼:通过电炉-aod 转炉-lf精炼炉工艺冶炼出高强奥氏体不锈钢钢水,所述高强奥氏体不锈钢钢水的钛氮浓度积≤3.5
×
10-3
;b.连铸:通过常规工艺控制中包过热度为 50~60℃,拉速0.80-0.90m/min,使上述步骤的高强奥氏体不锈钢钢水浇铸成板坯,施加电磁搅拌;c.板坯保温:板坯进保温坑保温,保温坑内铸坯表面温度降至450℃~500℃时,及时热修磨;d.板坯修磨:将上述步骤c中板坯进行全修磨处理;
e.热轧:板坯通过加热-高压水除鳞-粗轧-炉卷轧机轧制-卷取的工艺生产;f.冷轧:按照常规奥氏体不锈钢热退火酸洗-20辊轧机轧制-冷退火酸洗的工艺进行生产。
9.进一步地,所述步骤a中aod冶炼全程吹氩,出钢前钢包提前吹氩保护10-20min,保证钢包内气氛。
10.进一步地,所述lf精炼采用的炉渣成分为cao:60~65%、sio2:≤10%、al2o3:20-25%、mgo:4-8%,其它为feo、cr2o3和少量氧化物,所述lf上连铸前弱吹时间大于30min,所述镇静时间大于10min。
11.进一步地,所述步骤b中板坯规格为 220mm
×
1540mm
×
(7500~8000)mm。
12.进一步地,所述步骤d中板坯单面修磨深度大于5.0mm。
13.进一步地,所述步骤e中加热温度为1240-1250℃,在炉时间200-220min,轧制粗轧9道次,炉卷轧机7道次轧制。
14.进一步地,所述步骤e中黑卷厚度为5.0mm。
15.进一步地,所述步骤f中退火温度按照材温控制,材温为1050~1070℃,t(厚度)
×
v(工艺速度)为40-60。
16.进一步地,所述步骤f中20辊轧机轧制全程采用50~60吨大张力进行轧制,首道次压下率控制在8%以下。
17.本发明的有益效果在于:1.本发明通过控制炉渣结构、钢水的钛氮浓度积≤3.5
×
10-3
、过热度大于50℃,避免了氮化钛夹杂物的提前析出,减轻了钢液中夹杂物对连铸保护渣的恶化,并通过对钢水纯净度控制和板坯深修磨,解决了高强奥氏体不锈钢冷轧卷表面线鳞的问题;2.本发明所生产的高强奥氏体不锈钢由于添加了cu,在传统加热过程中容易形成富铜相,在热加工变形时容易引起表面开裂,但是本发明通过板坯保温、合理的加热温度和在炉时间控制,避免了含铜奥氏体不锈钢表面裂纹的问题;3.本发明所生产的高强奥氏体不锈钢添加了一定量的钼和硅元素,在传统热轧过程中容易导致变形抗力增加,给热加工带来一定困难,但是本发明通过粗轧9道次和炉卷轧机7道次轧制,既满足轧机负荷的要求又满足良好板形的控制要求;4.本发明通过施加电磁搅拌,细化晶粒,提高板坯了热塑性;5.本发明冷轧退火通过控制合理的退火温度,得到了奥氏体加马氏体的两相组织,抗拉强度达到1050mpa以上;6.本发明20辊轧机通过全程采用50~60吨大张力进行轧制和首道次压下率控制在8%以下的措施,解决了宽幅高强奥氏体不锈钢肋条纹的问题。
附图说明
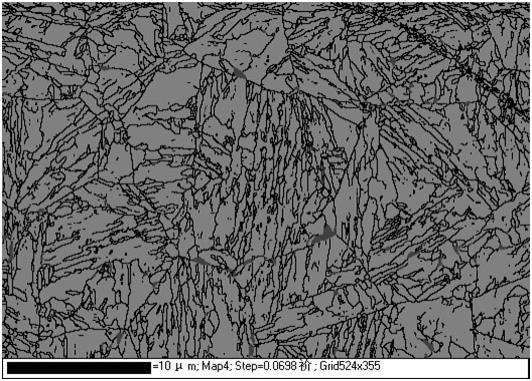
18.图1为本发明实施例1中高强奥氏体不锈钢金相组织示意图;图2为本发明实施例2中高强奥氏体不锈钢金相组织示意图;图3为本发明实施例3中高强奥氏体不锈钢金相组织示意图。
具体实施方式
19.下面结合附图与实施方法对本发明的技术方案进行相关说明。
20.实施例1一种高强奥氏体不锈钢冷轧卷生产方法,包括如下步骤:a.冶炼:通过电炉-aod 转炉-lf精炼炉工艺冶炼出高强奥氏体不锈钢钢水,其中,aod冶炼全程吹氩,出钢前钢包提前吹氩保护10min,保证钢包内气氛;lf精炼采用的炉渣成分为cao:60%、sio2:10%、al2o3:20%、mgo:8%,其它为feo、cr2o3和少量氧化物;所述lf上连铸前弱吹时间为30min,镇静时间为10min,所述钢水的钛氮浓度积为3.5
×
10-3
;b.连铸:通过常规工艺控制中包过热度为60℃,拉速0.8m/min,使钢水浇铸成板坯,施加电磁搅拌,板坯规格为 220mm
×
1540mm
×
7500mm;上述步骤中高强奥氏体不锈钢化学成分为c:0.040%、si:1.55%、mn:0.45%、p:0.035%、s:0.002%、cr:13.80%、ni:6.95%、cu:0.65%、mo:0.80%、n:0.01%、ti:0.35%,其它为 fe 和不可避免杂质。
21.c.板坯保温:板坯进保温坑保温,保温坑内铸坯表面温度降至450℃时及时热修磨;d.板坯修磨:板坯进行全修磨处理,修磨深度为6mm;e.热轧:板坯通过加热-高压水除鳞-粗轧-炉卷轧机轧制-卷取的工艺生产,加热温度为1240℃,在炉时间200min,轧制粗轧9道次,炉卷轧机7道次轧制,轧制后黑卷厚度为5.0mm;f.冷轧:按照常规奥氏体不锈钢热退火酸洗-20辊轧机轧制-冷退火酸洗的工艺进行生产,其中,退火温度按照材温控制,材温为1050℃,t(厚度)
×
v(工艺速度)为40,20辊轧机轧制全程采用60吨大张力进行轧制,首道次压下率控制在7%,冷轧卷的最终厚度为1.5mm。
22.实施例1中高强奥氏体不锈钢金相组织见图1所示,高强奥氏体不锈钢力学性能见表1所示,抗拉强度达到1050mpa以上。
23.表1 高强奥氏体不锈钢力学性能屈服强度(mpa)抗拉强度(mpa)延伸率(%)69210747.50实施例2一种高强奥氏体不锈钢冷轧卷生产方法,包括如下步骤:a.冶炼:通过电炉-aod 转炉-lf精炼炉工艺冶炼出高强奥氏体不锈钢钢水,其中,aod冶炼全程吹氩,出钢前钢包提前吹氩保护20min,保证钢包内气氛;lf精炼采用的炉渣成分为cao:65%、sio2:5%、al2o3:25%、mgo:4%,其它为feo、cr2o3和少量氧化物;所述lf上连铸前弱吹时间为35min,镇静时间为15min,所述钢水的钛氮浓度积为2.7
×
10-3
;b.连铸:通过常规工艺控制中包过热度为50℃,拉速0.9m/min,使钢水浇铸成板坯,施加电磁搅拌,板坯规格为 220mm
×
1540mm
×
8000mm;上述步骤中高强奥氏体不锈钢化学成分为c:0.05%、si:1.65%、mn:0.55%、p:0.033%、s:0.0015%、cr:14.2%、ni:7.05%、cu:0.75%、mo:0.9%、n:0.09%、ti:0.3%,其它为 fe 和不可避免杂质。
24.c.板坯保温:板坯进保温坑保温,保温坑内铸坯表面温度降至550℃时及时热修磨;d.板坯修磨:板坯进行全修磨处理,修磨深度为5mm;e.热轧:板坯通过加热-高压水除鳞-粗轧-炉卷轧机轧制-卷取的工艺生产,加热温度为1250℃,在炉时间220min,轧制粗轧9道次,炉卷轧机7道次轧制,轧制后黑卷厚度为5mm;f.冷轧:按照常规奥氏体不锈钢热退火酸洗-20辊轧机轧制-冷退火酸洗的工艺进行生产,其中,退火温度按照材温控制,材温为1070℃,t(厚度)
×
v(工艺速度)为60,20辊轧机轧制全程采用50吨大张力进行轧制,首道次压下率控制在6%,冷轧卷的最终厚度为3mm。
25.实施例2中高强奥氏体不锈钢金相组织见图2所示,高强奥氏体不锈钢力学性能见表2所示,其抗拉强度达到1050mpa以上。
26.表2 高强奥氏体不锈钢力学性能实施例3一种高强奥氏体不锈钢冷轧卷生产方法,包括如下步骤:a.冶炼:通过电炉-aod 转炉-lf精炼炉工艺冶炼出高强奥氏体不锈钢钢水,其中,aod冶炼全程吹氩,出钢前钢包提前吹氩保护15min,保证钢包内气氛;lf精炼采用的炉渣成分为cao:62%、sio2:7%、al2o3:23%、mgo:7%,其它为feo、cr2o3和少量氧化物;所述lf上连铸前弱吹时间为40min,镇静时间为12min,所述钢水的钛氮浓度积为2.72
×
10-3
;b.连铸:通过常规工艺控制中包过热度为55℃,拉速0.85m/min,使钢水浇铸成板坯,施加电磁搅拌,板坯规格为 220mm
×
1540mm
×
7800mm;上述步骤中高强奥氏体不锈钢化学成分为c:0.045%、si:1.6%、mn:0.5%、p:0.031%、s:0.0018%、cr:14.15%、ni:7.02%、cu:0.71%、mo:0.88%、n:0.08%、ti:0.34%,其它为 fe 和不可避免杂质。
27.c.板坯保温:板坯进保温坑保温,保温坑内铸坯表面温度降至500℃时及时热修磨;d.板坯修磨:板坯进行全修磨处理,修磨深度为5.5mm;e.热轧:板坯通过加热-高压水除鳞-粗轧-炉卷轧机轧制-卷取的工艺生产,加热温度为1245℃,在炉时间210min,轧制粗轧9道次,炉卷轧机7道次轧制,轧制后黑卷厚度为5mm;f.冷轧:按照常规奥氏体不锈钢热退火酸洗-20辊轧机轧制-冷退火酸洗的工艺进行生产,其中,退火温度按照材温控制,材温为1060℃,t(厚度)
×
v(工艺速度)为50,20辊轧机轧制全程采用55吨大张力进行轧制,首道次压下率控制在6.5%,冷轧卷的最终厚度为2.5mm。
28.实施例3中高强奥氏体不锈钢金相组织见图3所示,高强奥氏体不锈钢力学性能见表3所示,其抗拉强度达到1050mpa以上。
29.表3 高强奥氏体不锈钢力学性能
屈服强度(mpa)抗拉强度(mpa)延伸率(%)67010788.50
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1