一种多层辊底式箱式炉生产线的制作方法
1.本发明属于超高强钢板材热成形加工领域,具体地说涉及一种多层辊底式箱式炉生产线。
背景技术:
2.目前超高强钢热成形一般采用直线式辊底炉和支撑板式箱式炉两种加热方式。直线式辊底炉采用炉辊进行板料支撑和输送,需要炉辊进行直线平铺排列,长度短则几十米长则近百米,占用空间比较大。支撑板式箱式炉炉膛内部采用固定支撑板对板料进行支撑,加热元件放置在支撑板间,分布在前中后三个不同温度加热区,这种方式板料受热不均,板料输送需要专用插臂机构,炉层之间空间狭小,加热元件或支撑损毁更换比较困难,维护维修劳动强度大。
技术实现要素:
3.本发明提供了一种多层辊底式箱式炉生产线,具有占用空间小、板料受热均匀、维护维修方便、劳动强度低等优点。
4.本发明的技术方案是这样实现的:一种多层辊底式箱式炉生产线,包括左右码垛台,码垛台后方设置拆垛机器人和打码机,生产线后方设置出料平台总成,一侧设置压机,压机两端分别设置入模机械手和出模机械手,压机出模端设置成品输送平台和集成控制系统,其特征在于:所述生产线前端左右各设置有升降式送料架,所述升降式送料架后端设置多层辊底式箱式炉,所述多层辊底式箱式炉后端设置移栽升降式单层辊底式箱式炉。
5.优选的,所述升降式送料架的送料升降架上设置送料导轨和送料升降机构,送料导轨上设置滑动的送料滑块,送料升降机构通过链条与送料滑块连接,送料滑块上把接送料辊轮机构。
6.优选的,所述多层辊底式箱式炉的多层炉架上设置多层炉辊轮机构、多层炉前炉门驱动杆、多层炉前炉门驱动、多层炉后炉门驱动、多层炉后炉门驱动杆及多层炉炉门驱动离合器,多层炉前炉门驱动、多层炉后炉门驱动分别与对应的多层炉炉门驱动离合器相连接;多层炉炉门驱动离合器通过链条与对应的多层炉前炉门驱动杆、多层炉后炉门驱动杆连接;多层炉前炉门驱动杆通过缆绳与多层炉前炉门连接;多层炉后炉门驱动杆通过缆绳与多层炉后炉门连接。
7.优选的,所述移栽升降式单层辊底式箱式炉的单层炉升降架上设置单层炉导轨、单层炉升降驱动,底部滑动设置单层炉移轨;所述单层炉导轨上设置单层炉滑块,所述单层炉升降驱动通过链条与单层炉滑块连接;所述单层炉滑块把接有单层炉炉体,单层炉炉体上设置单层炉后炉门驱动、单层炉辊轮机构及单层炉前炉门驱动;所述单层炉后炉门驱动通过缆绳与单层炉后炉门连接,所述单层炉前炉门驱动通过缆绳与单层炉前炉门连接。
8.本发明技术方案的有益效果是:本发明生产线占用空间大大减小,更换加热元件更加方便,维护维修方便,劳动强度低,料片加热更均匀,制品质量更高。
附图说明
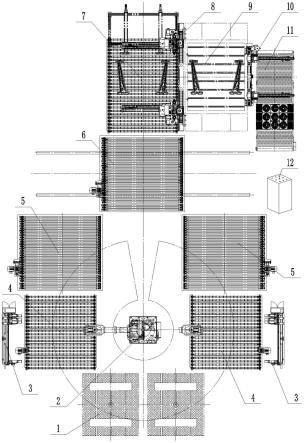
9.图1为本发明生产线俯视示意图;
10.图2为本发明升降式送料架主视示意图;
11.图3为本发明升降式送料架侧视示意图;
12.图4为本发明多层辊底式箱式炉主视示意图;
13.图5为本发明多层辊底式箱式炉侧视示意图;
14.图6为本发明移栽升降式单层辊底式箱式炉主视示意图;
15.图7为本发明移栽升降式单层辊底式箱式炉侧视示意图;
16.附图标记:1、码垛台;2、拆垛机器人;3、打码机;4、升降式送料架;41、送料升降架;42、送料辊轮机构;43、送料滑块;44、送料导轨;45、送料升降机构;5、多层辊底式箱式炉;51、多层炉架;52、多层炉辊轮机构;53、多层炉前炉门;54、多层炉前炉门驱动杆;55、多层炉前炉门驱动;56、多层炉后炉门驱动;57、多层炉后炉门驱动杆;58、多层炉后炉门;59、多层炉炉门驱动离合器;6、移栽升降式单层辊底式箱式炉;61、单层炉升降架;62、单层炉滑块;63、单层炉后炉门驱动;64、单层炉后炉门;65、单层炉辊轮机构;66、单层炉炉体;67、单层炉前炉门驱动;68、单层炉前炉门;69、单层炉移轨;610、单层炉导轨;611、单层炉升降驱动;7、出料定位平台总成;8、入模机械手;9、压机;10、出模机械手;11、成品输送平台;12、集成控制系统。
具体实施方式
17.为了更好地理解与实施,下面结合附图对本发明作进一步描述:
18.一种多层辊底式箱式炉生产线,包括左右码垛台1,码垛台1后方设置拆垛机器人2和打码机3,生产线后方设置出料平台总成7,一侧设置压机9,压机9两端分别设置入模机械手8和出模机械手10,压机9出模端设置成品输送平台11和集成控制系统12,其特征在于:所述生产线前端左右各设置有升降式送料架4,所述升降式送料架4后端设置多层辊底式箱式炉5,所述多层辊底式箱式炉5后端设置移栽升降式单层辊底式箱式炉6。所述升降式送料架4的送料升降架41上设置送料导轨44和送料升降机构45,送料导轨44上设置滑动的送料滑块43,送料升降机构45通过链条与送料滑块43连接,送料滑块43上把接送料辊轮机构42。所述多层辊底式箱式炉5的多层炉架51上设置多层炉炉辊机构52、多层炉前炉门驱动杆54、多层炉前炉门驱动55、多层炉后炉门驱动56、多层炉后炉门驱动杆57及多层炉炉门驱动离合器59,多层炉前炉门驱动55、多层炉后炉门驱动56分别与对应的多层炉炉门驱动离合器59相连接;多层炉炉门驱动离合器59通过链条与对应的多层炉前炉门驱动杆54、多层炉后炉门驱动杆57连接;多层炉前炉门驱动杆54通过缆绳与多层炉前炉门53连接;多层炉后炉门驱动杆57通过缆绳与多层炉后炉门58连接。所述移栽升降式单层辊底式箱式炉6的单层炉升降架61上设置单层炉导轨610、单层炉升降驱动611,底部滑动设置单层炉移轨69;所述单层炉导轨610上设置单层炉滑块62,所述单层炉升降驱动611通过链条与单层炉滑块62连接;所述单层炉滑块62把接有单层炉炉体66,单层炉炉体66上设置单层炉后炉门驱动63、单层炉辊轮机构65及单层炉前炉门驱动67;所述单层炉后炉门驱动63通过缆绳与单层炉后炉门64连接,所述单层炉前炉门驱动67通过缆绳与单层炉前炉门68连接。
19.启动工作时,生产线处在复位零点状态。首先,集成控制系统12控制拆垛机器人2
在码垛台1上取料,经过打码机3打码后把料放置到有入料需求的多层辊底式箱式炉5前方的升降式送料架4上。
20.其次,升降式送料架4移位到多层辊底式箱式炉5需要入料的炉层。
21.然后,需要入料的炉层前的多层炉炉门驱动离合器59闭合,多层炉前炉门驱动55带动多层炉前炉门驱动杆54转动,通过缆绳将多层炉前炉门53打开。
22.送料辊轮机构42快速转动,将料片输送进多层辊底式箱式炉5炉膛内,紧接着,多层炉前炉门53闭合。升降式送料架4移位到下一需求入料炉层。
23.多层炉辊轮机构52驱动板料在炉膛内以一定速度前后移动,直至加热结束,发出出料信号。移栽升降式单层辊底式箱式炉6移动到需要出料炉层位,准备接料。
24.需要出料的炉层的多层炉炉门驱动离合器59闭合,多层炉后炉门驱动56带动多层炉后炉门驱动杆57转动,通过缆绳将多层炉后炉门58打开。同时,单层炉前炉门驱动67带动单层炉前炉门68打开。
25.多层炉辊轮机构52快速将板料输送到移栽升降式单层辊底式箱式炉6的炉膛内,单层炉前炉门68快速关闭。
26.单层炉升降驱动611驱动单层炉炉体66到起始零位等待出料。
27.单层炉后炉门驱动63迅速将单层炉后炉门64打开,单层炉辊轮机构65迅速启动将板料输送至出料定位平台总成7上;单层炉后炉门驱动63迅速将单层炉后炉门64闭合。移栽升降式单层辊底式箱式炉6移动到下一需要出料的炉层位,继续等待接料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1