一种过共析桥梁预应力钢绞线用钢脱氢控制方法与流程
1.本发明涉及冶炼技术领域,尤其涉及一种过共析桥梁预应力钢绞线用钢脱氢控制方法。
背景技术:
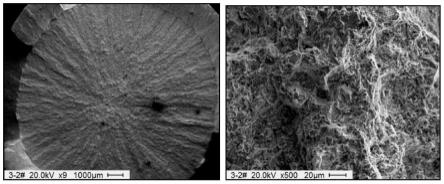
2.在过共析钢中氢是致命的有害元素,当氢含量大于2.5ppm时,可能会产生白点,显著降低钢材的性能。由于氢的原子半径较小,容易在钢材中产生偏聚现象,尤其聚集在钢中的缺陷位置,从而会形成薄弱区,导致钢材断裂。预应力钢绞线用钢由于其使用条件的特殊性,对氢含量有明确的要求,要求钢水中的氢含量不大于0.00025%,若钢中的氢含量大于0.00025%时,导致热轧态钢预应力钢绞线钢的面缩率较低,用户在拉拔使用过程中发生脆断,脆断宏观照片和微观照片如图1、图2所示,为明显的氢致沿晶断裂形貌。去氢工艺通常在冶炼环节完成,可通过rh或vd真空脱气处理。但随着预应力钢绞线桥梁向更大跨度的发展,要求预应力钢绞线强度不断提升,对钢中氢含量的要求越来越严格。
技术实现要素:
3.为了解决上述技术问题,本发明的目的是提供一种过共析桥梁预应力钢绞线用钢脱氢控制方法,通过在线定氢和铸坯缓冷工艺的优化,进一步降低钢坯中氢含量。
4.为解决上述技术问题,本发明采用如下技术方案:
5.本发明一种过共析桥梁预应力钢绞线用钢脱氢控制方法,包括:kr铁水预处理脱硫—顶底复吹转炉—lf精炼—vd精炼或rh精炼—280
×
380mm大方坯连铸;其中:
6.1)转炉要求要高碳出钢,保证后期精炼配碳的加入量少;
7.2)所使用的脱氧剂、合金和保护渣全部在线烘烤,烘烤温度300℃以上,烘烤时间40min以上;
8.3)采用vd脱氢工艺控制:在vd真空条件下使用氩气强烈搅拌,促进氢的上浮去除。优选的工艺参数:深真空处理时间≥20min,真空度≤100pa,深真空搅拌氩气量≥200nl/min;
9.4)采用rh脱氢工艺控制:rh真空罐必须预先清洗,不得有残钢残渣,以防预应力钢绞线用钢在rh真空循环脱气时,造成钢水温度和成分的波动;rh真空度达到100pa以下后,循环时间要保持15min以上;在rh循环过程中,要根据化学成分变化将其调整至目标,合金元素调整合格后,保证rh循环时间大于 25min;当钢水温度合格后,复压破真空,温度合格后钢包吊至铸机浇铸平台;
10.5)浇注保护渣要干燥,铸坯在冷床时及时测温,根据铸坯控温缓冷工艺,将铸坯下线后吊入缓冷坑内;然后,根据氢扩散行为,适时采用焦炉煤气和空气的混合燃气加热升温,在12小时内缓冷坑内环境温度达到850℃以上;其后在850℃的温度条件下,保温72小时;最终打开缓冷坑空冷24小时后更长时间,当温度达到400℃以下发往下厂轧制。
11.进一步的,优选的工艺参数:深真空处理时间≥25min,真空度≤30pa,深真空搅拌
氩气量≥300nl/min。
12.进一步的,所述预应力钢绞线用钢的化学成分以质量百分比计算为c: 0.84%~0.90%、si:0.80%~0.95%、mn:0.60%~0.90%、p≤0.025%、s ≤0.025%,v:0.03%~0.07%,cr:0.35%~0.45%,余量为fe及不可避免的杂质。
13.与现有技术相比,本发明的有益技术效果:
14.本专利涉及的控温缓冷坑,设计简单,采用常规加热、保温材料以及过程控制工艺易于推广实施,脱氢效果明显,能够稳定将重轨钢钢坯氢含量控制在 1.0ppm以内。
附图说明
15.下面结合附图说明对本发明作进一步说明。
16.图1为本发明过共析桥梁预应力钢绞线用钢脱氢控制方法主视图;
17.图2为本发明过共析桥梁预应力钢绞线用钢脱氢控制方法剖视图;
18.图3为本发明过共析桥梁预应力钢绞线用钢脱氢控制方法仰视图;
19.附图标记说明:1、本体;2、安装孔;3、加强槽;4、定位梯形台;5、配重标识区;6、开口;7、品牌标识区;8、封盖。
具体实施方式
20.本实例中预应力钢绞线用钢化学成分见表1。工艺路线:kr铁水预处理脱硫—顶底复吹转炉—lf精炼—vd精炼—280
×
380mm大方坯连铸。1)转炉出钢碳含量0.15%以上,实际控制0.27%。2)所使用脱氧剂为sica、siba脱氧剂,采用钒铁合金、铬铁合金和保护渣全部在线烘烤,实测烘烤温度335℃,烘烤时间46min。3)采用vd脱氢工艺控制:在vd真空条件下使用氩气强烈搅拌,促进氢的上浮去除。优选的工艺参数:深真空处理时间22min,真空度≤100pa,深真空搅拌氩气量220nl/min。优选的工艺参数:深真空处理时间27min,真空度26pa,深真空搅拌氩气量340nl/min。4)根据铸坯中氢的扩散理论,铸坯中在600~700℃之间氢的扩散系数最大,在此温度区间,通过测定不同温度下预应力钢绞线用钢的扩散系数,制定了预应力钢绞线用钢控温缓冷工艺制度。当采用液态定氢仪测量钢液氢含量大于0.00025%的情况下,采用铸坯缓冷。铸坯下线后立即进缓冷坑,之后开始升温,在12小时内,缓冷坑内温度升至700℃后开始保温,保温目标为650℃,保温12小时后,开盖空冷6小时,约400℃时发车。
21.本专利涉及的控温缓冷坑,设计简单,采用常规加热、保温材料以及过程控制工艺易于推广实施,脱氢效果明显,能够稳定将重轨钢钢坯氢含量控制在 1.0ppm以内。拉伸试验后断口改善明显,断口为韧窝形貌,如图3所示。
22.表1过共析桥梁预应力钢绞线用钢化学成分/%
[0023][0024]
表2铸坯缓冷控制参数
[0025][0026]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
技术特征:
1.一种过共析桥梁预应力钢绞线用钢脱氢控制方法,其特征在于,包括:kr铁水预处理脱硫—顶底复吹转炉—lf精炼—vd精炼或rh精炼—280
×
380mm大方坯连铸;其中:1)转炉要求要高碳出钢,保证后期精炼配碳的加入量少;2)所使用的脱氧剂、合金和保护渣全部在线烘烤,烘烤温度300℃以上,烘烤时间40min以上;3)采用vd脱氢工艺控制:在vd真空条件下使用氩气强烈搅拌,促进氢的上浮去除。优选的工艺参数:深真空处理时间≥20min,真空度≤100pa,深真空搅拌氩气量≥200nl/min;4)采用rh脱氢工艺控制:rh真空罐必须预先清洗,不得有残钢残渣,以防预应力钢绞线用钢在rh真空循环脱气时,造成钢水温度和成分的波动;rh真空度达到100pa以下后,循环时间要保持15min以上;在rh循环过程中,要根据化学成分变化将其调整至目标,合金元素调整合格后,保证rh循环时间大于25min;当钢水温度合格后,复压破真空,温度合格后钢包吊至铸机浇铸平台;5)浇注保护渣要干燥,铸坯在冷床时及时测温,根据铸坯控温缓冷工艺,将铸坯下线后吊入缓冷坑内;然后,根据氢扩散行为,适时采用焦炉煤气和空气的混合燃气加热升温,在12小时内缓冷坑内环境温度达到850℃以上;其后在850℃的温度条件下,保温72小时;最终打开缓冷坑空冷24小时后更长时间,当温度达到400℃以下发往下厂轧制。2.根据权利要求1所述的过共析桥梁预应力钢绞线用钢脱氢控制方法,其特征在于,优选的工艺参数:深真空处理时间≥25min,真空度≤30pa,深真空搅拌氩气量≥300nl/min。3.根据权利要求1所述的过共析桥梁预应力钢绞线用钢脱氢控制方法,其特征在于,所述预应力钢绞线用钢的化学成分以质量百分比计算为c:0.84%~0.90%、si:0.80%~0.95%、mn:0.60%~0.90%、p≤0.025%、s≤0.025%,v:0.03%~0.07%,cr:0.35%~0.45%,余量为fe及不可避免的杂质。
技术总结
本发明公开了一种过共析桥梁预应力钢绞线用钢脱氢控制方法,包括:KR铁水预处理脱硫—顶底复吹转炉—LF精炼—VD精炼或RH精炼—280
技术研发人员:赵晓敏 吕刚 高丹 王刚 银志军 惠治国 杨鲁明 白月琴
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:2022.08.25
技术公布日:2022/12/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1