一种磁场辅助超高速激光熔覆铁基非晶涂层的装置和方法
1.本发明涉及表面制备技术领域,尤其是涉及一种磁场辅助超高速激光熔覆铁基非晶涂层的装置和方法。
背景技术:
2.铁基非晶合金具有长程无序、短程有序、无晶体缺陷等特点,这赋予了它很多特殊性能如优异的耐蚀、耐磨性、硬度等。然而由于临界尺寸较小,难以制备出大尺寸非晶合金,使得非晶合金的应用受到了许多限制。目前,研究者常采用涂层制备的方法来实现非晶合金的实际应用。
3.传统表面加工技术主要有热喷涂、硬铬电镀、激光熔覆等方法。电镀工业因其环保问题正面临着转型;热喷涂技术涂层制备效率高,但涂层与基体间机械结合强度低、易产生裂纹,难以达到所需要的性能;传统激光熔覆虽然能让涂层与基体间呈冶金结合,但制备效率低,较大的热输入会导致非晶形成数量少,结晶严重,难以充分发挥铁基非晶合金的优异性能。
4.超高速激光熔覆的加工对象多为轴类圆柱形器件。所以对工件施加的高速旋转能产生超高的表面速度,使得涂层制备速率大大提高,但是这种加工方式存在较大的离心力,使得高温熔池的气体不易析出表面,从而产生气孔等缺陷。超高速激光熔覆技术目前仍处在推广应用阶段,制备过程中的参数研究尚不完善,在厚度控制和内部缺陷调控方面的研究仍有待完成。
5.中国专利cn114318329a公布了一种利用磁场力与离心力双重压制的超高速激光熔覆方法,该方法通过主激光束+辅助激光束对粉末进行双重熔化(激光束未重叠部分同时还能对基体起到预加热作用),利用磁场发生器产生的磁场与基体高速旋转产生的离心力使熔池受压,形成高密度高致密的熔池,从而减少熔覆层产生气孔的机率。同时,利用高速摄像机对熔池状态进行监测,以图像识别技术来判断粉末熔化的充分程度,从而即时调整回转工装的参数。当圆筒半径为0.5m,转速600r/min时经计算离心力为18n,当磁场提供洛伦兹力为15n时,对于inconel 625粉末,取原子量m为55,熔体密度ρ为7300kg/m3,熔池温度t为3600℃,可计算出δh约为15μm,即能够相对于未压制的涂层厚度减少15μm。该专利中计算得到针对于inconel 625粉末,当离心力与洛伦兹力之和达到80n以上时,压制率能超过50%,针对于合金粉末有良好的压制效果。
6.中国专利cn113584477a公布了一种超高速激光熔覆非晶合金涂层的方法,设置激光功率区间为1.0kw~2.5kw,扫描速度区间为100mm/s~250mm/s。通过合理控制熔覆参数(激光功率1.5kw,送粉速率25g/min,保护气流量6l/min),将铁基非晶合金制备成百微米级的无缺陷表面防护涂层,避免了非晶脆性和尺寸效应的限制,充分发挥其优异的耐蚀抗磨性能,实现了对采矿液压支架活塞杆表面的防护。该专利中得到的铁基非晶涂层具有优异的耐腐蚀、耐磨损性能,铁基非晶涂层后的自腐蚀电位提高至-0.437v,相比基体而言自腐蚀电位提高了41%,非晶涂层防护后表面耐磨率仅为2.99
×
10-5
mm3n-1
m-1
,与基体相比降低
了73%。
技术实现要素:
7.本发明提供一种磁场辅助超高速激光熔覆铁基非晶涂层的装置和方法,将磁场辅助下的超高速激光熔覆技术应用于铁基非晶合金涂层的制备中,通过实现铁基非晶合金无缺陷表面防护涂层的可控制备,用以解决非晶脆性和尺寸效应的限制、涂层中非晶相含量不高、易产生裂纹等问题。
8.本发明的目的可以通过以下技术方案来实现:
9.本发明提供一种磁场辅助超高速激光熔覆铁基非晶涂层的装置,用于通过超高速激光熔覆工艺在待加工工件表面制备一层铁基非晶涂层,
10.所述装置包括激光器、贮粉仓、磁场发生装置、电动旋转机床,
11.所述激光器与横向电动滑块和纵向电动滑块连接,受到横向电动滑块和纵向电动滑块的控制,所述激光器位于待加工工件上方,
12.所述贮粉仓与激光器相连,所述贮粉仓通过送粉泵以及送粉管道向激光器的激光熔覆头供粉,
13.所述磁场发生装置通过信号线与终端控制系统相连;
14.所述电动旋转机床用于放置待加工工件。
15.在本发明的一个实施方式中,所述激光熔覆头固定在激光器下方,所述激光器通过所述横向电动滑块和纵向电动滑块移动,所述横向电动滑块、纵向电动滑块、送粉泵均与终端控制系统相连,受终端控制系统控制。
16.在本发明的一个实施方式中,所述电动旋转机床包括电动导轨、机床转盘、齿状夹盘及机床控制系统,所述机床转盘设置在电动导轨上,所述齿状夹盘设置在机床转盘上,所述齿状夹盘用于放置筒状工件或盘状工件;所述电动导轨与机床控制系统连接,所述机床控制系统用于控制电动导轨,所述机床控制系统通过信号线直接与终端控制系统连接,并由终端控制系统统一控制。
17.在本发明的一个实施方式中,所述齿状夹盘的上方设置有红外摄像机,所述红外摄像机通过信号线与终端控制系统连接。
18.在本发明的一个实施方式中,所述磁场发生装置包括磁场发生器、旋转头、第一伸缩电机、磁场控制系统及第二伸缩电机,所述磁场发生器与旋转头直接相连,所述旋转头与第一伸缩电机及第二伸缩电机连接,通过第一伸缩电机及第二伸缩电机控制磁场发生器运动,所述第一伸缩电机及第二伸缩电机与磁场控制系统连接,所述第一伸缩电机与第二伸缩电机的运动受磁场控制系统控制。
19.在本发明的一个实施方式中,所述激光器还与进气装置连接。
20.在本发明的一个实施方式中,所述装置包括多套磁场发生器和激光器,同时进行筒状工件与盘状工件的熔覆。
21.本发明还提供一种磁场辅助超高速激光熔覆铁基非晶涂层的方法,基于所述磁场辅助超高速激光熔覆铁基非晶涂层的装置进行,包括以下步骤:
22.步骤s1、将干净的盘状工件或筒状工件固定于机床转盘上的齿状夹盘上;
23.步骤s2、将干燥好的非晶粉末装入贮粉仓中,并设置送粉泵的送粉速度;
24.步骤s3、调节磁场控制系统使磁场发生器处于机床转盘正下方;
25.步骤s4、设置激光器的相关参数如激光功率、机床旋转速度、光斑直径、激光头进给速度、送粉速度、载气流量、保护气流量、搭接率等熔覆参数等;
26.步骤s5、通过进气装置调节载气流量;
27.步骤s6、开启红外摄像机,开启磁场发生器电源,打开送粉泵,开始熔覆;
28.步骤s7、当机床转盘旋转一圈后,暂停熔覆,红外摄像机将摄像内容反馈至终端控制系统,根据熔池传热过程,判断熔覆参数是否选取合适;动态调整熔覆参数,优先级顺序为激光功率>旋转速度>送粉速度;重复上述步骤直至熔覆完成。
29.在本发明的一个实施方式中,在超高速激光熔覆过程中,激光器通过横向电动滑块和纵向电动滑块的移动,以改变激光熔覆头与筒状工件或盘状工件之间的相对位置,磁场发生器提供的磁场会使高速旋转的高温金属熔池产生洛伦兹力,以此克服筒状工件或盘状工件表面熔融态粉末由于旋转而产生的离心力。
30.在本发明的一个实施方式中,熔覆过程中,超高速激光熔覆工艺的激光功率为4.0kw~10.0kw,工件旋转速度为600r/min~800r/min(基于基体尺寸),光斑直径1.0mm~3.0mm,送粉速度为10-30g/min。扫描速度20-200m/min(基于工件尺寸);搭接率5%~100%;载气流量10l/min~30l/min。
31.在本发明的一个实施方式中,熔覆过程中,激光聚焦位置与粉末流聚焦位置重合,且离焦量范围通过电脑控制机器人,使得熔覆头和基板之间的距离始终保持在10mm。
32.在本发明的一个实施方式中,所述磁场发生器方向将与工件旋转方向进行匹配,以满足磁场力总是与离心力方向相反。
33.在本发明的一个实施方式中,所述磁场发生器的电流强度大小应根据红外摄像机所摄熔池表面传热过程而适当改变。
34.在本发明的一个实施方式中,步骤s2中,所述非晶粉末采用气体雾化法制备,粉末粒度区间30μm~75μm,球形度≥90%,含氧量≤150ppm;材料为铁基非晶合金材料。
35.在本发明的一个实施方式中,本发明中涂层厚度根据参数设定,为50μm~250μm。
36.在本发明的一个实施方式中,控制熔覆台经过导轨由竖直状态滑动至平行于地面的状态,旋转磁场发生器使感生磁场垂直穿插于工件平面;工件旋转时会产生离心力使高温熔池有趋于工件边界运动的趋势,该趋势可在磁场力的作用下减弱。
37.在本发明的一个实施方式中,步骤s6中,调节磁场发生器对齐机床转盘中心。
38.在本发明的一个实施方式中,步骤s6中,基于熔覆参数设置磁场发生器电流强度、磁场发生器进给速度等相关参数。
39.在本发明的一个实施方式中,步骤s1之前,可以用砂纸对盘状工件或筒状工件进行锈迹擦除,并用无水乙醇进行清理,常温干燥。
40.在本发明的一个实施方式中,步骤s7之后,待熔覆完成后将工件冷却至室温,卸下工件;用无水乙醇清洗工件表面的非晶涂层,干燥后进行后续加工。
41.可以理解的是,传统激光熔覆都是将激光能量聚焦在基体材料上,基体会由于直接受到大量激光能量作用,产生较大的熔化深度。高热输入使得基体中的元素更容易对熔覆层进行稀释,极大限制了熔化-凝固速度的同时又使得非晶相向晶相转变的趋势增大,大大影响了非晶涂层的质量。
42.与现有技术相比,本发明的有益效果体现在以下方面:
43.1.将激光能量作用在非晶粉末上,较多的激光能量使得粉末以液滴而非颗粒的方式与基体材料结合,既减少了粉末的浪费,更提高了熔覆层非晶含量。
44.2.高旋转速度(熔覆速度可达200m/min)与适当激光功率的结合,既使得熔覆速度得到大大提高,又获得了更高的结合牢固度和表面光滑度。
45.3.通过优化激光功率和扫描速度之间的配合,将铁基非晶涂层的成型性能提高至最佳,在保证基板与涂层之间良好的冶金结合的情况下,将基板对铁基非晶涂层的稀释率降低至最低。同时,通过特定的关系式(合理控制激光功率、扫描速度、送粉速度),将铁基非晶合金制备成可控厚度的无缺陷涂层。
46.4.将超高速激光熔覆的“快速凝固”与外磁场下的“加速传热”、“改善熔池对流”、“破碎枝晶”等作用相结合,大大减少了熔覆层中的气孔、裂纹等缺陷,提高了涂层的综合性能。
47.5.相比于传统激光熔覆,本装置能熔覆柱状、轴类、盘状工件,扫描速度更快、熔覆效率更高。
48.6.本装置所述磁场发生器、泵、伸缩电机、红外摄像机与控制系统组成了一个即时反馈控制系统,动态控制过程参数,从而减少未熔化粉末的生成、提高熔覆层散热,提升工件的综合性能。
附图说明
49.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
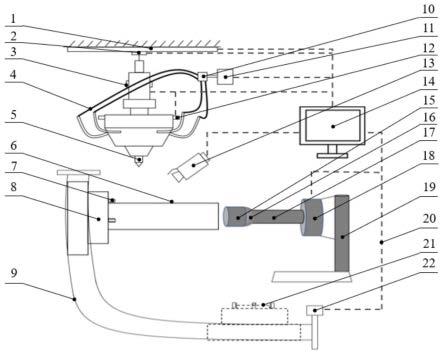
50.图1为本发明实施例1中磁场辅助下的超高速激光熔覆装置示意图;
51.图2为本发明实施例1中机床的三维结构示意图;
52.图3为本发明实施例1中电磁线圈原理图;
53.图4为本发明实施例1中磁场发生器内部结构;
54.图5为本发明实施例1中加工筒状工件时高温熔池的受力情况;
55.图6为本发明实施例1中磁场辅助下超高速激光熔覆的工艺流程图;
56.图7为本发明实施例1中加工盘状工件时示意图;
57.图中标号所示:
58.1.横向电动滑块;2.纵向电动滑块;3.激光器;4.送粉管道;5.激光熔覆头;6.筒状工件;7.齿状夹盘;8.机床转盘;9.电动导轨;10.送粉泵;11.贮粉仓;12.进气装置;13.红外摄像机;14.终端控制系统;15.磁场发生器;16.旋转头;17.第一伸缩电机;18.磁场控制系统;19.第二伸缩电机;20.信号线;21.盘状工件;22.机床控制系统。
具体实施方式
59.为了使本发明的目的、技术方案和优点更加清楚,下面将对本发明作进一步地详细描述。
60.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“厚度”、“上”、“下”、“竖直”、“水平”等方位指示用语为基于附图所示的方位,仅为了便于描述本发明和简
化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
61.结合图1~图7对本发明实施例的一种超高速激光熔覆铁基非晶涂层的制备方法进行详细的说明。
62.参考图1-图7,本发明提供一种磁场辅助超高速激光熔覆铁基非晶涂层的装置,用于通过超高速激光熔覆工艺在待加工工件表面制备一层铁基非晶涂层,
63.所述装置包括激光器3、贮粉仓11、磁场发生装置、电动旋转机床,
64.所述激光器3与横向电动滑块1和纵向电动滑块2连接,受到横向电动滑块1和纵向电动滑块2的控制,所述激光器3位于待加工工件上方,
65.所述贮粉仓11与激光器3相连,所述贮粉仓11通过送粉泵10以及送粉管道4向激光器3的激光熔覆头5供粉,
66.所述磁场发生装置通过信号线20与终端控制系统14相连;
67.所述电动旋转机床用于放置待加工工件。
68.其中,所述激光熔覆头5固定在激光器3下方,所述激光器3通过所述横向电动滑块1和纵向电动滑块2移动,所述横向电动滑块1、纵向电动滑块2、送粉泵10均与终端控制系统14相连,受终端控制系统14控制。
69.其中,所述电动旋转机床包括电动导轨9、机床转盘8、齿状夹盘7及机床控制系统22,所述机床转盘8设置在电动导轨9上,所述齿状夹盘7设置在机床转盘8上,所述齿状夹盘7用于放置筒状工件6或盘状工件21;所述电动导轨9与机床控制系统22连接,所述机床控制系统22用于控制电动导轨9,所述机床控制系统22通过信号线20直接与终端控制系统14连接,并由终端控制系统14统一控制。
70.其中,所述齿状夹盘7的上方设置有红外摄像机13,所述红外摄像机13通过信号线20与终端控制系统14连接。
71.其中,所述磁场发生装置包括磁场发生器15、旋转头16、第一伸缩电机17、磁场控制系统18及第二伸缩电机19,所述磁场发生器15与旋转头16直接相连,所述旋转头16与第一伸缩电机17及第二伸缩电机19连接,通过第一伸缩电机17及第二伸缩电机19控制磁场发生器15运动,所述第一伸缩电机17及第二伸缩电机19与磁场控制系统18连接,所述第一伸缩电机17与第二伸缩电机19的运动受磁场控制系统18控制。
72.其中,所述激光器3还与进气装置12连接。
73.其中,所述装置包括多套磁场发生器和激光器,同时进行筒状工件6与盘状工件21的熔覆。
74.本发明还提供一种磁场辅助超高速激光熔覆铁基非晶涂层的方法,基于所述磁场辅助超高速激光熔覆铁基非晶涂层的装置进行,包括以下步骤:
75.步骤s1、将干净的盘状工件21或筒状工件6固定于机床转盘8上的齿状夹盘7上;
76.步骤s2、将干燥好的非晶粉末装入贮粉仓11中,并设置送粉泵10的送粉速度;
77.步骤s3、调节磁场控制系统18使磁场发生器15处于机床转盘8正下方;
78.步骤s4、设置激光器3的相关参数如激光功率、机床旋转速度、光斑直径、激光头进给速度、送粉速度、载气流量、保护气流量、搭接率等熔覆参数等;
79.步骤s5、通过进气装置12调节载气流量;
80.步骤s6、开启红外摄像机13,开启磁场发生器15电源,打开送粉泵10,开始熔覆;
81.步骤s7、当机床转盘8旋转一圈后,暂停熔覆,红外摄像机13将摄像内容反馈至终端控制系统14,根据熔池传热过程,判断熔覆参数是否选取合适;动态调整熔覆参数,优先级顺序为激光功率>旋转速度>送粉速度;重复上述步骤直至熔覆完成。
82.在超高速激光熔覆过程中,激光器通过横向电动滑块1和纵向电动滑块2的移动,以改变激光熔覆头5与筒状工件6或盘状工件21之间的相对位置,磁场发生器15提供的磁场会使高速旋转的高温金属熔池产生洛伦兹力,以此克服筒状工件6或盘状工件21表面熔融态粉末由于旋转而产生的离心力。
83.熔覆过程中,超高速激光熔覆工艺的激光功率为4.0kw~10.0kw,工件旋转速度为600r/min~800r/min(基于基体尺寸),光斑直径1.0mm~3.0mm,送粉速度为10-30g/min。扫描速度20-200m/min(基于工件尺寸);搭接率5%~100%;载气流量10l/min~30l/min。
84.熔覆过程中,激光聚焦位置与粉末流聚焦位置重合,且离焦量范围通过电脑控制机器人,使得熔覆头和基板之间的距离始终保持在10mm。
85.其中,所述磁场发生器15方向将与工件旋转方向进行匹配,以满足磁场力总是与离心力方向相反。
86.其中,所述磁场发生器15的电流强度大小应根据红外摄像机所摄熔池表面传热过程而适当改变。
87.其中,步骤s2中,所述非晶粉末采用气体雾化法制备,粉末粒度区间30μm~75μm,球形度≥90%,含氧量≤150ppm;材料为铁基非晶合金材料。
88.其中,本发明中涂层厚度根据参数设定,为50μm~250μm。
89.其中,控制熔覆台经过导轨由竖直状态滑动至平行于地面的状态,旋转磁场发生器使感生磁场垂直穿插于工件平面;工件旋转时会产生离心力使高温熔池有趋于工件边界运动的趋势,该趋势可在磁场力的作用下减弱。
90.其中,步骤s6中,调节磁场发生器15对齐机床转盘8中心。
91.其中,步骤s6中,基于熔覆参数设置磁场发生器15电流强度、磁场发生器15进给速度等相关参数。
92.其中,步骤s1之前,可以用砂纸对盘状工件21或筒状工件6进行锈迹擦除,并用无水乙醇进行清理,常温干燥。
93.其中,步骤s7之后,待熔覆完成后将工件冷却至室温,卸下工件;用无水乙醇清洗工件表面的非晶涂层,干燥后进行后续加工。
94.下面结合附图和具体实施例对本发明进行详细说明。
95.实施例
96.图1为本实施例提供的一种超高速激光熔覆铁基非晶涂层的制备装置,包括将清洁干净的待熔覆筒状工件6通过机床齿状夹盘7固定于在机床转盘8上。开启磁场发生器15电源,并通过调节第一伸缩电机17以及第二伸缩电机19,将磁场发生装置对准筒状工件6或机床转盘8中心。将经过干燥后的fe基非晶粉末加入到贮粉仓11中,调节好送粉泵10送粉速度,然后设置好进气装置12中的载气流量、保护气流量等参数调整到预定值,并通过终端控制系统14调整激光熔覆头5和筒状工件6之间的距离以保证超高速激光熔覆过程中的离焦量范围始终在10mm之间;采用超高速激光熔覆工艺在筒状工件6表面制备一层铁基非晶涂
层,其中,采用的超高速激光熔覆工艺中主要参数为激光器3功率为4.0kw~10.0kw,旋转速度为600r/min~800r/min,送粉速度为10g/min~30g/min。
97.对于筒状工件6,调节横向电动滑块1使激光熔覆头5的横向进给速度为0.5m/min~1.5m/min,先将磁场发生器15的伸缩速度与激光熔覆头5的进给速度保持一致(熔覆时,磁场发生器15将随激光熔覆头5同步向筒状工件6未熔覆一侧移动),打开送粉泵10电源。在各项工艺参数到预定值后,然后做好个人防护工作,开启自动运行模式,进行熔覆层的制备。涂层制备过程中要随时观察送粉管道4对粉末的供给情况,激光熔覆枪头5出粉、保护气运行是否异常,若有异常应及时根据情况判断是否停机处理。根据红外摄像机13记录已熔覆筒状工件6的表面传热过程,根据红外摄像机13拍摄到的画面,合理调整磁场发生器15中电流强度以及发生器伸缩速度。
98.当所熔覆工件为盘状工件21时,利用机床控制系统22控制电动导轨9,通过滑动机床将机床工作台放置水平以便安装固定盘状工件21。同时,机床控制系统22会将机床工艺参数如转盘旋转速度反馈给终端控制系统。磁场发生器15、第一伸缩电机17、第二伸缩电机19受磁场控制系统18控制,磁场强度受磁场控制系统18控制的电流强度影响,第一伸缩电机17、第二伸缩电机19可以控制磁场发生器15位置,使之能与激光熔覆头5保持一直的距离和进给速度。
99.横向电动滑块1、纵向电动滑块2、激光器3、贮粉仓11、红外摄像机13、磁场控制系统18、机床控制系统22通过信号线20直接与终端控制系统14连接,并由其统一控制。
100.本实施例所述机床三维结构如图2所示,可在电动导轨9上同时安装多套熔覆系统,可根据实际情况同时熔覆筒状工件以及盘状工件。
101.本实施例所述磁场发生器15的内部结构图3所示,装置通过缠绕的通电线圈产生磁场,通电线圈的电流大小由磁场控制系统18控制。图4为本实施例中磁场发生装置在熔覆时,插入待熔覆筒状工件6中时的俯视图(基于正视磁场发生器),随着图4中通电线圈的旋转产生的磁场,工件表面的高温金属熔池由于垂直于磁感线运动,产生洛伦兹力,伴随着自身重力以及离心旋转运动带来的离心力,有如图5所示的受力分析图。通过改变磁场强度,在保持工件旋转速度的情况下,当洛伦兹力越大,熔池受到的压制力越大,熔池中的气体在挤压作用下加速逃逸,使得熔覆层中的气孔、间隙等减少,克服了超高速激光熔覆过程中筒状工件的熔覆层易产生气孔以及裂纹的问题。另外,磁场作用下能够加入熔池中液体的流动,加速内外传热过程,通过均匀液相内温度场,消除初生枝晶在不同温度处生长不均的情况,能降低初生枝晶产生凹陷和裂纹,从而进一步减少熔覆层出现缺陷的可能性。
102.具体的,以fe基非晶合金为例,在盘状工件上制备非晶涂层,进行采用图6所示流程,具体步骤如下:
103.a.采用316l钢圆盘作为盘状工件21,将盘状工件21打磨、无水乙醇清洗、室温干燥;
104.b.将盘状工件21通过齿状夹盘7固定于机床转盘8上;
105.c.将干燥好的非晶粉末装入贮粉仓11中,并设置好送粉泵10的送粉速度为15g/min;
106.d.通过磁场控制系统18控制旋转头16竖直向上旋转90
°
,调整第一伸缩电机17、第二伸缩电机19使磁场发生器15处于旋转机床正下方,开启磁场发生器电源;
107.e.调整电动导轨9位置使激光熔覆头5聚焦位置位于盘状工件21正上方10mm处,所述送粉管14输送的粉末聚焦位置与激光焦点位置重合;盘状工件21通过机床转盘8带动旋转,转速为800rpm;激光器3功率设置为6kw,光斑直径为2mm;调节横向电动滑块1、纵向电动滑块2使激光熔覆头5对准盘状工件21中心,根据设置的70%熔覆搭接率,调节横向电动滑块1的步进速度;通过磁场控制系统,设置第一伸缩电机17的伸缩速度与横向电动滑块1的步进速度一致;调节进气装置12使得载气流量为30l/min;
108.f.开启红外摄像机13,开始熔覆;
109.g.当转盘旋转一圈后,暂停熔覆。红外摄像机13将摄像内容反馈至终端控制系统14,根据熔池传热过程,判断熔覆参数是否选取合适;动态调整熔覆参数,优先级顺序为激光功率>旋转速度>送粉速度;重复e,f,g直至熔覆完成;
110.该熔覆过程中,磁场发生器15构建磁感线向上的磁场如图7所示,机床转盘8逆时针旋转,以使高温熔池产生的洛伦兹力与离心力相反,熔池有向转盘8中心运动的趋势,使熔池中的气孔有向外析出的趋势,从而形成高致密、无气孔/裂纹等缺陷的多道熔覆层。
111.激光器3提供的高能激光,能使得非晶粉末充分熔化,仅剩下较少激光能量用于熔化基体,大大减小了涂层的稀释率,防止了非晶涂层的晶化现象。机床转盘8提供的高转速,在降低基体的热输入以外,还提高了熔池的冷却速度,更有利于非晶相的形成。磁场发生器15产生的磁场,促进了熔池中液态金属的流动,加速了热传导过程,提高了冷却速度。使液相各处温度起伏减少,从而减少初生枝晶产生凹陷和裂纹。
112.应当理解,并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见。显然,本领域技术人员应当将说明书作为一个整体,可以对本发明实施例进行各种改动而不脱离本发明实施例的范围。
113.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1