一种连续退火炉的气氛置换系统的制作方法
1.本发明涉及退火炉领域,更具体地说,它涉及一种连续退火炉的气氛置换系统。
背景技术:
2.退火炉是在半导体器件制造中使用的一种工艺,其包括加热多个半导体晶片以影响其电性能。
3.在连续退火炉工作中,圆管型钢材在进行连续退火时,由于退火炉的连续工作且在对退火炉的气氛置换过程中,退火炉内的气体会存在多种气体,退火炉在气氛只管过程中由于炉压波动频繁,而且会有一些外部气体随着气氛置换过程中渗入到炉内,这些气体一般含量很少,但是在带钢进入炉内时,表面会存在空气的钻着层,从而将钻着层的空气带入到炉内,这些气体在加上气氛置换过程中渗入的气体会导致炉内杂气含量猛地升高,这些气体会影响钢材的质量以及退火炉的安全,而且,在连续退火的过程中,对于双层连续退火炉来说,不断工作会使内胆长时间温差凝结有大量的水汽,大量的水汽凝结在炉胆上不仅会使炉体生锈,严重来说甚至会由于炉体受热不均而导致爆炸,因此,综上所述,需要对设备进行相关创新设计。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种连续退火炉的气氛置换系统,使得连续退火炉在气氛置换的过程中,减少工件携带的空气和水蒸气的附着,提高加工质量。
5.为实现上述目的,本发明提供了如下技术方案:一种连续退火炉的气氛置换系统,其特征在于:包括退火炉壳体、内胆、热交换器、抽气泵和预处理管,还包括:
6.退火炉壳体,内胆固定安装在退火炉壳体内部,预处理管固定安装在退火炉壳体的一端,热交换器和抽气泵固定安装在退火炉壳体上,支撑架设置在退火炉壳体下侧;
7.清理件,清理件包括除湿机构和挤压机构,除湿机构包括卷绳轮,移动绳和移动刷,卷绳轮通过移动绳使移动刷对内胆进行除湿,挤压机构包括移动块,挤压板,挤压杆和滑动球,通过滑动球与移动块的配合安装使挤压杆带动挤压板对移动刷进行挤压干燥;
8.预处理件,预处理包括旋转机构和抽气机构,抽气机构包括主动齿轮,旋转齿轮,旋转板和抽气头,主动齿轮通过旋转齿轮使旋转板带动抽气头对工件进行旋转抽气,旋转机构包括第一旋转刷,第二旋转刷,第一旋转筒,第二旋转筒和导向柱,第一旋转筒和第二旋转筒在导向柱的移动作用下带动第一旋转刷和第二旋转刷对工件进行相向旋转清理。
9.优选地,所述退火炉壳体内侧壁且靠近预处理管的一侧设置有移动槽,且移动槽中移动安装有挤压杆,挤压杆靠近预处理管的一端安装有滑动球,且挤压杆另一端固定安装挤压板,安装在移动槽内部的挤压杆在竖直方向上配合安装有弹簧。
10.优选地,所述退火炉壳体和内胆之间远离滑动球的一侧移动安装有移动刷,且移动刷移动安装在退火炉壳体内侧壁上,移动刷靠近滑动球的一侧固定连接移动块,移动块
上侧平滑设置有滑动槽,且滑动柱能够限位配合安装在滑动槽中。
11.优选地,所述预处理管内部的退火炉壳体上设置有进料口,且靠近进料口一侧的预处理管内侧壁上转动安装有旋转齿轮,且旋转齿轮内侧壁上固定安装有旋转板,旋转板内侧壁上固定安装有抽气头,抽气头一端连通第二输气管,且第二输气管另一端与外部过滤装置连通,且第二输气管安装在抽气泵上。
12.优选地,所述旋转板远离进料口的一端固定安装第一旋转刷,第一旋转刷转动安装在预处理管内侧壁上,第一旋转刷另一端固定安装第一旋转筒,第一旋转筒上设置有第一导向槽,第一导向槽中滑动安装导向柱,第一旋转筒上侧的预处理管内侧壁上设置有滑移槽,且导向柱一端滑动安装在滑移槽中,第一旋转筒内部同心安装有第二旋转筒,且第二旋转筒上设置有第二导向槽,且导向柱另一端滑动安装在第二导向槽中,第二旋转筒远离第一旋转筒的一端固定安装第二旋转刷,且第二旋转刷旋转安装在预处理管内侧壁上。
13.优选地,所述旋转齿轮下侧的预处理管内部设置有主动齿轮,且主动齿轮与旋转齿轮啮合安装,退火炉壳体与内胆之间且与主动齿轮相对于的位置转动安装有卷绳轮,且卷绳轮与主动齿轮固定轴接,且移动绳另一端固定安装在卷绳轮上,且主动齿轮安装有电机。
14.优选地,所述退火炉壳体上一端安装有进气管,且退火炉壳体另一端安装有出气管,出气管通过第一输气管与热交换器连通,且进气管与热交换器连通。
15.与现有技术相比,本发明具备以下有益效果:
16.1.本发明所述的一种连续退火炉的气氛置换系统,卷绳轮、移动绳和移动刷的配合使用,使得移动块带动移动刷对内胆外侧壁上和退火炉壳体内壁上粘附的水蒸气进行清理,通过移动块和滑动球的配合使用,使得挤压板对其下侧的移动刷进行挤压,使移动刷在移动清理的过程中吸附的水分挤压出来,便于移动刷干燥和进行下一次吸水清理。
17.2.本发明所述的一种连续退火炉的气氛置换系统,通过旋转齿轮和主动齿轮的配合使用,实现对工件表面粘附的空气进行旋转抽取,防止外部空气进入到退火炉中与气氛置换过程中渗入的气体结合进而造成大范围内的气压波动,对生产造成质量问题,通过第二旋转筒、第一旋转筒和导向柱的配合使用,实现对工件表面的双向全面清理,通过对工件表面粘附的杂质颗粒进行清理,一方面对工件表面附着的杂质颗粒进行清理,防止颗粒在退火过程中与工件焊接在一起,造成工件表面凹凸不平,另一方面通过对工件表面的清理,减少颗粒堆积在工件表面形成的孔隙对空气的储存,加强对空气的去除,有利于气氛置换的效果。
附图说明
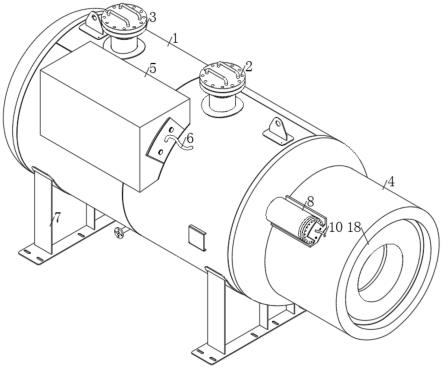
18.图1为本发明提供的一种连续退火炉的气氛置换系统立体的结构示意图;
19.图2为本发明提供的一种连续退火炉的气氛置换系统图1中俯视的结构示意图;
20.图3为本发明提供的一种连续退火炉的气氛置换系统图2中a-a的剖视结构示意图;
21.图4为本发明提供的一种连续退火炉的气氛置换系统图3中b处的局部放大结构示意图;
22.图5为本发明提供的一种连续退火炉的气氛置换系统图3中c处的局部放大结构示
意图;
23.图6为本发明提供的一种连续退火炉的气氛置换系统图3中d的剖视结构示意图;
24.图7为本发明提供的一种连续退火炉的气氛置换系统图3中e处的局部放大结构示意图;
25.图8为本发明提供的一种连续退火炉的气氛置换系统图6中第一旋转筒的结构示意图;
26.图9为本发明提供的一种连续退火炉的气氛置换系统图6中第二旋转筒的结构示意图;
27.1、退火炉壳体;2、出气管;3、进气管;4、预处理管;5、热交换器;6、第一输气管;7、支撑架;8、抽气泵;9、抽气头;10、第二输气管;12、内胆;13、移动刷;14、移动块;15、移动绳;16、第一旋转刷;17、第二旋转筒;18、第二旋转刷;19、进料口;20、滑动槽;24、滑动球;25、挤压板;26、挤压杆;27、移动槽;28、弹簧;29、第一旋转筒;30、导向柱;31、滑移槽;32、第一导向槽;33、第二导向槽;34、卷绳轮;35、电机;36、主动齿轮;37、旋转齿轮;38、旋转板。
具体实施方式
28.参照图1-图9对本发明一种连续退火炉的气氛置换系统实施例做进一步说明。
29.见图1、图2、图3、图4和图5,一种连续退火炉的气氛置换系统,其特征在于:包括退火炉壳体1、内胆12、热交换器5、抽气泵8和预处理管4,还包括:
30.退火炉壳体1,内胆12固定安装在退火炉壳体1内部,预处理管4固定安装在退火炉壳体1的一端,热交换器5和抽气泵8固定安装在退火炉壳体1上,支撑架7设置在退火炉壳体1下侧;
31.清理件,清理件包括除湿机构和挤压机构,除湿机构包括卷绳轮34,移动绳15和移动刷13,卷绳轮34通过移动绳15使移动刷13对内胆12进行除湿,挤压机构包括移动块14,挤压板25,挤压杆26和滑动球24,通过滑动球24与移动块14的配合安装使挤压杆26带动挤压板25对移动刷13进行挤压干燥;
32.预处理件,预处理包括旋转机构和抽气机构,抽气机构包括主动齿轮36,旋转齿轮37,旋转板38和抽气头9,主动齿轮36通过旋转齿轮37使旋转板38带动抽气头9对工件进行旋转抽气,旋转机构包括第一旋转刷16,第二旋转刷18,第一旋转筒29,第二旋转筒17和导向柱30,第一旋转筒29和第二旋转筒17在导向柱30的移动作用下带动第一旋转刷16和第二旋转刷18对工件进行相向旋转清理。
33.所述退火炉壳体1内侧壁且靠近预处理管4的一侧设置有移动槽27,且移动槽27中移动安装有挤压杆26,挤压杆26靠近预处理管4的一端安装有滑动球24,且挤压杆26另一端固定安装挤压板25,安装在移动槽27内部的挤压杆26在竖直方向上配合安装有弹簧28。
34.所述退火炉壳体1和内胆12之间远离滑动球24的一侧移动安装有移动刷13,且移动刷13移动安装在退火炉壳体1内侧壁上,移动刷13靠近滑动球24的一侧固定连接移动块14,移动块14上侧平滑设置有滑动槽20,且滑动柱能够限位配合安装在滑动槽20中。
35.当钢带从预处理管4流通到退火炉中时,启动电机35,电机35通过带动与其固定轴接的卷绳轮34旋转,卷绳轮34通过固定安装其上的移动绳15带动与移动绳15另一端固定连接的移动块14在退火炉壳体1和内胆12之间水平移动,移动块14带动与其固定安装的移动
刷13进行水平移动,使得移动刷13在退火炉壳体1内部上进行水平移动,且移动绳15上设置有回弹装置,可以实现移动绳15在移动绳15放松时移动刷13回弹到初始位置,实现移动刷13对内胆12外侧壁上和退火炉壳体1内壁上粘附的水蒸气进行往复清理,当移动绳15通过移动块14带动移动刷13移动到靠近预处理管4的一端时,此时,在移动绳15带动移动块14移动的过程中,设置在退火炉壳体1和内胆12之间的滑动球24开始在移动块14的滑动槽20中滑动,滑动球24在滑动槽20中的运动轨迹为先向上移动在向下移动,即,滑动球24通过与其固定连接的挤压杆26带动与挤压杆26固定安装在挤压板25在移动槽27中进行同步先向上移动再向下移动,此运动过程为,当挤压板25向上移动过程中,挤压板25远离移动刷13运动,使得移动刷13移动到挤压板25下侧,当挤压板25向下侧移动时,挤压板25对其下侧的移动刷13进行挤压,使移动刷13在移动清理的过程中吸附的水分挤压出来,便于移动刷13干燥和进行下一次吸水清理。
36.见图1、图3、图6、图7、图8和图9,所述预处理管4内部的退火炉壳体1上设置有进料口19,且靠近进料口19一侧的预处理管4内侧壁上转动安装有旋转齿轮37,且旋转齿轮37内侧壁上固定安装有旋转板38,旋转板38内侧壁上固定安装有抽气头9,抽气头9一端连通第二输气管10,且第二输气管10另一端与外部过滤装置连通,且第二输气管10安装在抽气泵8上。
37.所述旋转板38远离进料口19的一端固定安装第一旋转刷16,第一旋转刷16转动安装在预处理管4内侧壁上,第一旋转刷16另一端固定安装第一旋转筒29,第一旋转筒29上设置有第一导向槽32,第一导向槽32中滑动安装导向柱30,第一旋转筒29上侧的预处理管4内侧壁上设置有滑移槽31,且导向柱30一端滑动安装在滑移槽31中,第一旋转筒29内部同心安装有第二旋转筒17,且第二旋转筒17上设置有第二导向槽33,且导向柱30另一端滑动安装在第二导向槽33中,第二旋转筒17远离第一旋转筒29的一端固定安装第二旋转刷18,且第二旋转刷18旋转安装在预处理管4内侧壁上。
38.所述旋转齿轮37下侧的预处理管4内部设置有主动齿轮36,且主动齿轮36与旋转齿轮37啮合安装,退火炉壳体1与内胆12之间且与主动齿轮36相对于的位置转动安装有卷绳轮34,且卷绳轮34与主动齿轮36固定轴接,且移动绳15另一端固定安装在卷绳轮34上,且主动齿轮36安装有电机35。
39.在工件被输入退火炉中的过程中,电机35同样带动与其固定轴接的主动齿轮36旋转,主动齿轮36旋转的同时带动与其啮合安装的旋转齿轮37转动,旋转齿轮37转动安装在预处理管4上,且旋转齿轮37通过固定安装其内侧壁上的旋转板38带动固定安装在旋转板38内侧壁上的抽气头9旋转,使得抽气头9绕钢带上的工件进行旋转抽气,实现对工件表面粘附的空气进行旋转抽取,防止外部空气进入到退火炉中与气氛置换过程中渗入的气体结合进而造成大范围内的气压波动,对生产造成质量问题,在抽气过程之前,旋转板38带动与其固定安装的第一旋转刷16旋转,第一旋转刷16对钢带上的工件进行旋转清理,第一旋转刷16旋转时带动与其固定安装的第一旋转筒29旋转,第一旋转筒29通过设置在其上的第一导向槽32使导向柱30在滑移槽31中进行水平移动,导向柱30在第一导向槽32水平移动的同时也在第二导向槽33中移动,即,导向柱30通过设置在第二旋转筒17上的第二导向槽33使得第二旋转筒17旋转,第二旋转筒17带动与其固定安装的第二旋转刷18旋转,由于第一旋转筒29上第一导向槽32和第二旋转筒17上的第二导向槽33反向设置,所以第一旋转刷16和
第二旋转刷18相向旋转,进而实现对工件表面的双向全面清理,通过对工件表面粘附的杂质颗粒进行清理,一方面对工件表面附着的杂质颗粒进行清理,防止颗粒在退火过程中与工件焊接在一起,造成工件表面凹凸不平,另一方面通过对工件表面的清理,减少颗粒堆积在工件表面形成的孔隙对空气的储存,加强对空气的去除,有利于气氛置换的效果。
40.见图1和图2,所述退火炉壳体1上一端安装有进气管3,且退火炉壳体1另一端安装有出气管2,出气管2通过第一输气管6与热交换器5连通,且进气管3与热交换器5连通。
41.抽气头9中抽取的气体在抽气泵8的作用下通过第二输气管10流通到与第二输气管10连接的外部过滤装置,经过过滤装置过滤后排出,且在气氛置换的过程中,从退火炉中置换出来的气体通过出气管2流通到第一输气管6中,第一输气管6中的废气在热交换器5中对流入的新气体进行热量交换,对新流入的气体进行加热,减少加热新入气体的热量消耗,且加热后的新入气体从热交换器5流出后在通过进气管3流通到退火炉中,实现气体的流通置换。
42.工作原理:当钢带从预处理管4流通到退火炉中时,启动电机35,电机35通过卷绳轮34使固定安装其上的移动绳15带动移动块14在退火炉壳体1和内胆12之间水平移动,移动块14带动移动刷13对内胆12外侧壁上和退火炉壳体1内壁上粘附的水蒸气的清理,当移动绳15通过移动块14带动移动刷13移动到靠近预处理管4的一端时,滑动球24带动挤压杆26通过在移动块14的滑动槽20中滑动进行上下移动,当挤压板25向上移动过程中,挤压板25远离移动刷13运动,使得移动刷13移动到挤压板25下侧,当挤压板25向下侧移动时,挤压板25对其下侧的移动刷13进行挤压,使移动刷13在移动清理的过程中吸附的水分挤压出来,便于移动刷13干燥和进行下一次吸水清理。
43.电机35通过主动齿轮36旋转带动旋转齿轮37转动时,旋转齿轮37通过旋转板38带动抽气头9绕钢带上的工件进行旋转抽气,实现对工件表面粘附的空气进行旋转抽取,防止外部空气进入到退火炉中与气氛置换过程中渗入的气体结合进而造成大范围内的气压波动,对生产造成质量问题,旋转板38通过第一旋转刷16对钢带上的工件进行旋转清理,第一旋转刷16通过第一旋转筒29上的第一导向槽32使导向柱30在滑移槽31中进行水平移动,导向柱30通过第二导向槽33使第二旋转筒17带动第二旋转刷18反向旋转,实现对工件表面的双向全面清理,通过对工件表面粘附的杂质颗粒进行清理,一方面对工件表面附着的杂质颗粒进行清理,防止颗粒在退火过程中与工件焊接在一起,造成工件表面凹凸不平,另一方面通过对工件表面的清理,减少颗粒堆积在工件表面形成的孔隙对空气的储存,加强对空气的去除,有利于气氛置换的效果
44.抽气头9中抽取的气体在抽气泵8的作用下通过第二输气管10流通到与第二输气管10连接的外部过滤装置,经过过滤装置过滤后排出,且在气氛置换的过程中,从退火炉中置换出来的气体通过第一输气管6在热交换器5中对新流入的气体进行加热,减少加热新入气体的热量消耗,且加热后的新入气体从热交换器5流出后在通过进气管3流通到退火炉中,实现气体的流通置换。
45.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1