一种改善Q355ME风电钢带状组织的方法与流程
一种改善q355me风电钢带状组织的方法
技术领域
1.本发明涉及一种改善q355me风电钢带状组织的方法。
背景技术:
2.q355me风电钢应用于风力发电机组塔架的生产,工作环境较为复杂,同时需要长期承受高寒低温环境,要求q355me钢具有良好的耐低温冲击韧性。带状组织对钢产生不利的影响,尤其是钢的低温冲击韧性,使钢的韧脆转变温度升高,低温韧性降低且冲击值不稳定。同时冷速较大时,带状组织会导致钢板心部应力不均,易出现裂纹,导致探伤不合,产生废品。
3.文献带状组织对q345e钢力学性能的影响中研究了带状组织等级对q345e钢纵向和横向拉伸性能与低温冲击性能的影响。研究结果表明带状组织越严重,材料的低温冲击性能越差,在-50℃时,冲击韧性随带状组织级别的增加而显著降低。
4.文献q345d风电钢探伤不合格原因分析中研究了q345d钢板探伤不合格的原因,结果表明钢板中心存在比较严重的带状组织,在热应力、组织应力和有害元素偏聚的联合作用下,引起内部裂纹,导致q345d钢板探伤不合格。
5.申请号201910374219.0公布了一种改善钢板带状组织的方法,本发明通过tmcp轧制工艺,提高粗轧、精轧轧制力,有效提高轧板心部变形量,合理的入水温度,促进组织的快速转变,有效细化晶粒,提高心部合金元素的快速扩散,从而减轻带状组织,提高产品的质量。本发明通过铸坯保温缓冷及钢板轧后堆垛缓冷方法改善带状组织,保证低温冲击稳定性,同时提高产品探伤合格率。
技术实现要素:
6.为了解决上述技术问题,本发明的目的是提供一种改善q355me风电钢带状组织的方法,通过铸坯保温缓冷及钢板轧后堆垛缓冷方法改善带状组织,保证低温冲击稳定性,同时提高产品探伤合格率。
7.为解决上述技术问题,本发明采用如下技术方案:
8.本发明一种改善q355me风电钢带状组织的方法,取q355me铸坯放入电加热炉加热,加热至700℃保温30min后随炉冷却至室温,模拟实际生产过程中铸坯在保温坑中堆垛缓冷;铸坯轧制后放入电加热炉,加热温度为400℃,关闭电源随炉冷却至室温,模拟实际生产过程中轧后钢板堆垛缓冷,进行冲击性能检测和带状组织分析。
9.进一步的,q355me铸坯质量百分比的化学成分c:0.06~0.08%,si:0.20~0.40%,mn:1.40~1.60%,nb:0.025~0.035%,ti:0.05~0.015%,p:≤0.017%,s:≤0.005%,alt:0.020~0.040%,ca:0.0010~0.0030%,余量为fe和不可避免的杂质,质量分数共计为100%。
10.进一步的,取q355me铸坯,规格为长300mm
×
宽250mm
×
厚253mm放入电加热炉加热,加热至700℃保温30min后随炉冷却至室温,模拟实际生产过程中铸坯在保温坑中堆垛
缓冷;然后再将铸坯试样放入电加热炉,随炉升温到1220℃后保温30min,采用二辊可逆轧机轧制后进入层流冷却,终轧温度为820℃,终冷温度为650℃,然后放入电加热炉,加热温度为400℃,关闭电源随炉冷却至室温,模拟实际生产过程中轧后钢板堆垛缓冷,取样进行冲击性能检测和带状组织分析。
11.进一步的,取q355me铸坯,规格为长300mm
×
宽250mm
×
厚253mm放入电加热炉加热,加热至700℃保温30min后随炉冷却至室温,模拟实际生产过程中铸坯在保温坑中堆垛缓冷;然后再将铸坯试样放入电加热炉,随炉升温到1220℃后保温30min,采用二辊可逆轧机轧制后进入层流冷却,终轧温度为820℃,终冷温度为650℃,然后放入电加热炉,加热温度为400℃,关闭电源随炉冷却至室温,模拟实际生产过程中轧后钢板堆垛缓冷,取样进行冲击性能检测和带状组织分析。
12.进一步的,取q355me铸坯,规格为长300mm
×
宽250mm
×
厚253mm放入电加热炉,随炉升温到1220℃后保温30min,采用二辊可逆轧机轧制后进入层流冷却,终轧温度为815℃,终冷温度为655℃,然后放入电加热炉,加热温度为400℃,关闭电源随炉冷却至室温,模拟实际生产过程中轧后钢板堆垛缓冷,取样进行冲击性能检测和带状组织分析。
13.与现有技术相比,本发明的有益技术效果:
14.本发明的有益效果是在实验室模拟铸坯保温缓冷及钢板轧后堆垛缓冷,有效改善钢板带状组织,保证低温冲击稳定性。将试验结果应用于q355me风电钢实际生产,具有良好的指导意义,钢板带状组织得到改善,同时提高探伤合格率。
附图说明
15.下面结合附图说明对本发明作进一步说明。
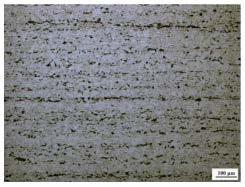
16.图1为实施例1带状组织;
17.图2为实施例2带状组织;
18.图3为实施例3带状组织;
19.图4为对比例带状组织。
具体实施方式
20.下面结合具体实施例对本发明作进一步详细的说明。
21.实施例1
22.取q355me铸坯,规格为300mm(长)
×
250mm(宽)
×
253mm(厚)放入电加热炉加热,加热至700℃保温30min后随炉冷却至室温,模拟实际生产过程中铸坯在保温坑中堆垛缓冷。然后再将铸坯试样放入电加热炉,随炉升温到1220℃后保温30min,采用二辊可逆轧机轧制后进入层流冷却,终轧温度为820℃,终冷温度为650℃,然后放入电加热炉,加热温度为400℃,关闭电源随炉冷却至室温,模拟实际生产过程中轧后钢板堆垛缓冷,取样进行冲击性能检测和带状组织分析。
23.实施例2
24.取q355me铸坯,规格为300mm(长)
×
250mm(宽)
×
253mm(厚)放入电加热炉加热,加热至700℃保温30min后随炉冷却至室温,模拟实际生产过程中铸坯在保温坑中堆垛缓冷。然后再将铸坯试样放入电加热炉,随炉升温到1220℃后保温30min,采用二辊可逆轧机轧制
后进入层流冷却,终轧温度为810℃,终冷温度为650℃,冷却后放到冷床上空冷至室温,取样进行冲击性能检测和带状组织分析。
25.实施例3
26.取q355me铸坯,规格为300mm(长)
×
250mm(宽)
×
253mm(厚)放入电加热炉,随炉升温到1220℃后保温30min,采用二辊可逆轧机轧制后进入层流冷却,终轧温度为815℃,终冷温度为655℃,然后放入电加热炉,加热温度为400℃,关闭电源随炉冷却至室温,模拟实际生产过程中轧后钢板堆垛缓冷,取样进行冲击性能检测和带状组织分析。
27.对比例
28.取q355me铸坯,规格为300mm(长)
×
250mm(宽)
×
253mm(厚)放入电加热炉,随炉升温到1220℃后保温30min,采用二辊可逆轧机轧制后进入层流冷却,终轧温度为805℃,终冷温度为640℃,铸坯轧制后放入电加热炉,冷却后放到冷床上空冷至室温,取样进行冲击性能检测和带状组织分析。
29.各实施例和对比例的化学成分含量见表1;工艺参数见表2;所得钢板的冲击性能和带状组织级别见表3。
30.表1化学成分(wt%)
31.成分csimnpsalsnbtica实施例10.070.251.450.0120.0040.0280.0300.0100.0020实施例20.060.301.500.0120.0030.0300.0300.0080.0022实施例30.070.351.500.0130.0040.0320.0320.0120.0020对比例0.070.301.500.0130.0030.0300.0280.0100.0025
32.表2工艺参数
[0033][0034]
表3冲击性能和带状组织
[0035][0036][0037]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1