一种高性能铝合金材料及制备方法
1.本发明属于金属材料加工领域,涉及一种高性能铝合金材料及制备方法。
背景技术:
2.近些年,细晶结构材料因其兼备良好的强韧性,受到了国内外学者的广泛关注。大塑性变形工艺是制备细晶材料的主要成形技术,该工艺可以使变形材料产生高密度位错,通过继续加工使其转变成小角度和大角度晶界。换句话说,大塑性变形工艺是一种有效的细化晶粒方法,通过在变形过程中引入大应变量,将块体金属细化至超细晶。大塑性变形工艺主要包括高压扭转、等通道角挤压和累积叠轧等。等通道挤压是块状材料在流经垂直通道过程中累积了较大塑性变形量,晶粒变形破碎,组织得到细化,是目前制备大角度晶界超细晶材料的热门研究工艺。但仅通过等通道挤压技术制备材料的规格尺度有限,通常仅能获得较小尺寸的块状材料,对于较大尺寸的板料较难实现等通道挤压加工。累积叠轧具有低负荷能力、高生产率、可实现大规模生产等优点,是唯一可以采用通用轧制设备连续生产大体积超细晶材料的工艺,因而吸引了科学界和工业界的广泛关注。然而仅通过累积叠轧制备的板料在受力的工况条件下制备的板料中层与层之间容易产生分离,导致叠轧后的金属材料力学性能的有效提高被明显抑制。所以探索一种能够优化的工艺制备具有细晶的高性能铝合金材料及制备方法具有十分重要的意义。
技术实现要素:
3.针对现有技术中存在不足,本发明提供了一种高性能铝合金材料及制备方法。在本发明中,先采用不同道次室温等通道挤压技术制备小尺寸的块状铝合金材料,再通过超声辅助激光重熔技术提升铝合金材料表面的粗糙度和产生铸态组织,再通过累积叠轧技术将两块制备好的铝合金叠轧在一起,最后反复多次激光重熔和累积叠轧工艺制备成品铝合金板料。本发明有效的结合了等通道挤压和累积叠轧技术的优点,能够最大程度改善铝合金材料的组织和性能,另外通过超声辅助激光重熔技术提升铝合金表面的粗糙度和形成易相互结合的铸态组织,所以累积叠轧制备板料的层与层之间依然结合紧密和在受力工况下也不易产生分离,多次重复上述超声辅助激光重熔和累积叠轧工艺能够制备出具有均匀组织和优异力学性能的铝合金板料。
4.本发明提供了一种高性能铝合金材料,制备的铝合金材料的抗拉强度为370~398mpa,延伸率为9.2~11.3%。
5.进一步的,所述铝合金为6系铝合金。
6.本发明提供了一种高性能铝合金材料的制备方法,具体包括如下步骤:
7.(1)将块状铝合金坯料进行平整处理和超声波清洗,将坯料置入等通道转角挤压模具中,采用均匀的速度进行多道次室温等通道转角挤压处理。
8.(2)在氩气保护氛围下,采取超声辅助激光重熔方式在制得的两块铝合金板料表面分别进行超声辅助激光重熔。
9.(3)将步骤(2)制得的两块板料对齐、叠放,并用铆钉铆紧,接着进行轧制和热处理,然后去除氧化层,获得累积叠轧铝合金板。
10.(4)将轧制复合后的铝合金板沿垂直于轧制方向切成大小相等的两块;
11.(5)重复步骤(2)、(3)和(4)的操作工序多次,最后获得成品铝合金板。
12.进一步地,步骤(1)中,等通道转角挤压角度为90-120度,等通道转角挤压速度1~1.5mm/s,等通道转角挤压次数为1-6次;
13.进一步地,步骤(2)中,激光功率为800~1000w,光斑直径3~5mm,扫描速度5~8mm/s,搭接率40-50%,超声振动频率为10~40khz,超声振动功率为1000~5000w;
14.进一步地,步骤(3)中,热轧温度为420~460℃,累积叠轧轧制压下量为50~60%;
15.进一步地,步骤(5)中,重复步骤(2)、(3)和(4)的操作工序次数为2~5次。
16.与现有技术相比,本发明的有益效果在于:
17.本发明提供一种高性能铝合金材料及制备方法,制备的铝合金材料具有均匀细小的晶粒组织,制备的高性能铝合金材料的抗拉强度为370~398mpa,延伸率为9.2~11.3%。
18.针对现有技术中存在不足,本发明提供了一种高性能铝合金材料及制备方法。在本发明中,先采用室温等通道挤压技术制备铝合金,再通过超声辅助激光重熔技术提升等通道挤压后铝合金表面的粗糙度和形成铸态组织,再通过累积叠轧技术将两块制备好的铝合金叠轧在一起,最后反复多次激光重熔和累积叠轧工艺制备成品铝合金板料。本发明有效的结合了等通道挤压和累积叠轧技术的优点,能够最大程度改善铝合金材料的组织和性能,另外通过超声辅助激光重熔技术提升铝合金表面的粗糙度和形成易相互结合的铸态组织,所以累积叠轧制备板料的层与层之间依然结合紧密和在受力工况下也不易产生分离,多次重复上述超声辅助激光重熔和累积叠轧工艺能够制备出具有均匀组织和优异力学性能的铝合金板料。
附图说明
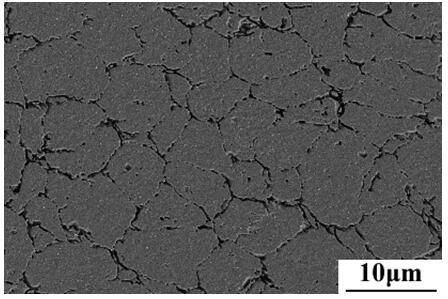
19.图1为本发明实施例1制备的高性能铝合金材料的微观组织形貌图。
具体实施方式
20.下面结合附图以及具体实施例对本发明作进一步的说明,但本发明的保护范围并不限于此。
21.本实施例涉及的铝合金为6系铝合金,为本领域广泛应用的公知材料。
22.实施例1:
23.(1)将块状铝合金坯料进行平整处理和超声波清洗,将坯料置入等通道转角挤压模具中,采用均匀的速度进行多道次室温等通道转角挤压处理。等通道转角挤压角度为90度,等通道转角挤压速度1mm/s,等通道转角挤压次数为4次;
24.(2)在氩气保护氛围下,采取超声辅助激光重熔方式在制得的两块铝合金板料表面分别进行超声辅助激光熔凝。激光功率为1000w,光斑直径4mm,扫描速度6mm/s,搭接率50%,超声振动频率为20khz,超声振动功率为1000w;
25.(3)将步骤(2)制得的两块板料对齐、叠放,并用铆钉铆紧,接着进行轧制和热处理,然后去除氧化层,获得累积叠轧铝合金板。热轧温度为420℃,累积叠轧轧制压下量为
50%;
26.(4)将轧制复合后的铝合金板沿垂直于轧制方向切成大小相等的两块;
27.(5)重复步骤(2)、(3)和(4)的操作工序3次,最后获得成品铝合金板。
28.对制备得到的铝合金材料进行微观组织表征及满足国标要求的室温力学性能测试。如图1,制备得到的铝合金具有均匀细小的晶粒组织,抗拉强度为398mpa,延伸率为11.3%。
29.实施例2:
30.与实施例1基本相同,但有以下改变:步骤(1)的等通道转角挤压次数为2次。
31.对制备得到的铝合金材料进行满足国标要求的室温力学性能测试。抗拉强度为370mpa,延伸率为9.2%。
32.实施例3:
33.与实施例1基本相同,但有以下改变:步骤(2)的激光功率为800w。
34.对制备得到的铝合金材料进行满足国标要求的室温力学性能测试。抗拉强度为391mpa,延伸率为10.5%。
35.实施例4:
36.与实施例1基本相同,但有以下改变:步骤(3)的热轧温度为460℃。
37.对制备得到的铝合金材料进行满足国标要求的室温力学性能测试。抗拉强度为385mpa,延伸率为9.8%。
38.实施例5:
39.与实施例1基本相同,但有以下改变:重复步骤(2)、(3)和(4)的操作工序次数为2次。
40.对制备得到的铝合金材料进行满足国标要求的室温力学性能测试。抗拉强度为389mpa,延伸率为10.1%。
41.对比例1:
42.(1)将块状铝合金坯料进行平整处理和超声波清洗,将坯料置入等通道转角挤压模具中,采用均匀的速度进行多道次室温等通道转角挤压处理。等通道转角挤压角度为90度,等通道转角挤压速度1mm/s,等通道转角挤压次数为4次;
43.对制备得到的铝合金材料进行满足国标要求的室温力学性能测试。抗拉强度为310mpa,延伸率为8.3%
44.对比例2:
45.(1)将两块等尺寸的长方形铝合金板料对齐、叠放,并用铆钉铆紧,接着进行轧制和热处理,然后去除氧化层,获得累积叠轧铝合金板。热轧温度为420℃,累积叠轧轧制压下量为50%;
46.(2)将轧制复合后的铝合金板沿垂直于轧制方向切成大小相等的两块;
47.(3)重复步骤(1)和(2)的操作工序3次,最后获得成品铝合金板。
48.对制备得到的铝合金材料进行满足国标要求的室温力学性能测试。抗拉强度为254mpa,延伸率为6.4%
49.对比例3:
50.(1)在氩气保护氛围下,采取超声辅助激光重熔方式在两块等尺寸的长方形铝合
金板料表面分别进行超声辅助激光熔凝。激光功率为1000w,光斑直径4mm,扫描速度6mm/s,搭接率50%,超声振动频率为20khz,超声振动功率为1000w;
51.(2)将制得的两块铝合金板料对齐、叠放,并用铆钉铆紧,接着进行轧制和热处理,然后去除氧化层,获得累积叠轧铝合金板。热轧温度为420℃,累积叠轧轧制压下量为50%;
52.(3)将轧制复合后的铝合金板沿垂直于轧制方向切成大小相等的两块;
53.(4)重复步骤(1)、(2)和(3)的操作工序3次,最后获得成品铝合金板。
54.对制备得到的铝合金材料进行满足国标要求的室温力学性能测试。抗拉强度为298mpa,延伸率为7.8%
55.所述实施例为本发明的优选的实施方式,但本发明并不限于上述实施方式,在不背离本发明的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1