一种高塑性4043铝合金杆的退火方法、退火态4043铝合金杆及其应用与流程
1.本发明涉及合金材料热处理技术领域,具体涉及一种高塑性4043铝合金杆的退火方法、退火态4043铝合金杆及其应用。
背景技术:
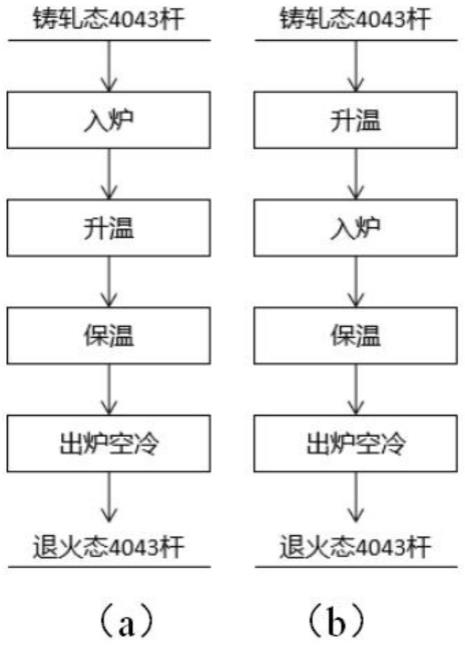
2.目前,4043铝合金杆广泛用于生产4043铝合金焊丝,为了便于拉拔, 4043铝合金杆需要经过退火消除内部的加工硬化和残余应力。现有4043铝合金杆退火工艺由升温、保温和空气冷却三个阶段组成,其中保温温度为420~470℃,平均为450℃,保温时间为4~6h。该工艺流程有两种,其流程图见图1的(a)和(b),第一种工艺流程图如图1的(a),其流程如下:(1)入炉:将4043铝合金杆放入退火炉;(2)升温:退火炉升温,使4043铝合金杆升温到退火温度420~470℃;(3)保温:4043铝合金杆达到退火温度 420~470℃后,保温4~6h;(4)出炉:将4043铝合金杆取出空冷。第二种工艺流程图如图1的(b),其流程如下:(1)升温:将退火炉升温至退火温度420~470℃;(2)入炉:达到退火温度后,将4043铝合金杆放入退火炉; (3)保温:保温4~6h;(4)出炉:将4043铝合金杆取出空冷。这两种工艺流程的退火炉温度曲线如图2所示。
3.上述两种退火工艺处理后的4043铝合金杆的延伸率(标距为50mm,以下相同)不足40%,塑性偏低。
技术实现要素:
4.本发明的目的在于提供一种高塑性4043铝合金杆的退火方法、退火态 4043铝合金杆及其应用,采用本发明提供的退火方法能够显著提高退火态 4043铝合金杆的延伸率,塑性较高。
5.为了实现上述发明目的,本发明提供以下技术方案:
6.本发明提供了一种高塑性4043铝合金杆的退火方法,包括以下步骤:
7.将铸轧态4043铝合金杆升温至退火温度,在所述退火温度进行保温,保温结束后以10~20℃/h的降温速率降温至50℃以下,空冷至室温,得到退火态4043铝合金杆。
8.优选地,所述退火温度为400~430℃。
9.优选地,所述铸轧态4043铝合金杆由室温升温至所述退火温度的时间为5~6h。
10.优选地,所述铸轧态4043铝合金杆在退火温度的保温时间为4~5h。
11.优选地,以质量百分比计,所述4043铝合金杆的成分为:si 4.7~5.5%, cu 0.015~0.045%,ti 0.008~0.035%,sr 0.020~0.030%,fe≤0.20%,余量为 al。
12.本发明提供了采用上述技术方案所述退火方法制备得到的退火态4043 铝合金杆,延伸率为50~52%。
13.本发明提供了上述技术方案所述退火态4043铝合金杆在制备4043铝合金焊丝中的应用。
14.本发明提供了一种高塑性4043铝合金杆的退火方法,包括以下步骤:将铸轧态4043铝合金杆升温至退火温度,在所述退火温度进行保温,保温结束后以10~20℃/h的降温速率降温至50℃以下,空冷至室温,得到退火态 4043铝合金杆。在本发明中,当退火后冷却速度太快时,4043铝合金杆会出现淬火效应,快速冷却后形成铝硅系过饱和固溶体,主要固溶元素是硅,降低了延伸率。本发明通过降低冷却速度,使4043铝合金杆中α-al固溶体固溶量降低,形成接近饱和的固溶体相,从而降低其强度,提高其延伸率,使退火态4043铝合金杆的延伸率提升到50%以上。
附图说明
15.图1为传统4043杆退火工艺流程图;
16.图2为传统4043退火工艺温度曲线图;
17.图3为本发明退火工艺流程图;
18.图4为本发明退火工艺温度曲线图;
19.图5为铸轧态4043铝合金杆的抗拉强度图;
20.图6为铸轧态4043铝合金杆的延伸率图;
21.图7为退火态4043铝合金杆的抗拉强度图;
22.图8为退火态4043铝合金杆的延伸率图。
具体实施方式
23.本发明提供了一种高塑性4043铝合金杆的退火方法,包括以下步骤:
24.将铸轧态4043铝合金杆升温至退火温度,在所述退火温度进行保温,保温结束后以10~20℃/h的降温速率降温至50℃以下,空冷至室温,得到退火态4043铝合金杆。
25.本发明将铸轧态4043铝合金杆升温至退火温度,在所述退火温度进行保温。在本发明中,以质量百分比计,所述铸轧态4043铝合金杆的成分优选为:si 4.7~5.5%,cu 0.015~0.045%,ti 0.008~0.035%,sr 0.020~0.030%, fe≤0.20%,余量为al。在本发明中,所述铸轧态4043铝合金杆经连铸连轧工艺生产得到。
26.在本发明中,所述退火温度优选为400~430℃。在本发明中,所述铸轧态4043铝合金杆由室温升温至所述退火温度的时间优选为4~8h。在本发明中,所述铸轧态4043铝合金杆在退火温度的保温时间优选为4~5h。在本发明中,所述升温和保温优选在箱式退火炉中进行。
27.保温结束后,本发明以10~20℃/h的降温速率降温至50℃以下,空冷至室温,得到退火态4043铝合金杆。在本发明中,所述降温优选在箱式退火炉中进行。
28.在本发明的具体实施例中,本发明提供的高塑性4043铝合金杆的退火工艺流程图如图3所示,温度曲线如图4所示,具体工艺为:(1)经连铸连轧生产成卷的铸轧态4043铝合金杆,重量为2吨/卷;(2)入炉升温:将铸轧态4043铝合金杆置于箱式退火炉中,设置退火炉终点温度为400~430 ℃,经过5~6h从室温升温到400~430℃;(3)保温:设置退火炉终点温度为400~430℃,保温时间为4~5h;(4)控温冷却阶段:保温阶段结束后,控制降温速率为10~20℃/h,4043铝合金杆降温至50℃以下,冷却阶段结束; (5)出炉空冷:将4043铝合金杆从箱式退火炉中取出,空冷至室温。
29.本发明还提供了采用上述技术方案所述退火方法制备得到的退火态 4043铝合金杆,延伸率为50~52%。
30.本发明还提供了上述技术方案所述退火态4043铝合金杆在制备4043铝合金焊丝中的应用。
31.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.在本发明的实施例中,铸轧态4043铝合金杆的制备方法为:
33.1、原辅料添加及熔炼:向熔炼保温炉添加铝硅中间合金(硅10~12wt%或18~20wt%)、电解铜(铜≥99.9wt%),添加电解原铝,升温至800℃熔炼2~5h,期间每隔0.5h搅拌一次,每次搅拌15min,熔炼结束后取样分析硅、铜、铁,若成分不合格,调整直至合格。
34.2、熔炼后开始精炼。精炼条件:氮气纯度≥99.999%,氮气压力 0.10~0.15mpa,实行双管精炼,“n”字形“z”字形交叉进行,确保炉内精炼无死角,铝液表面不能有太大波动,波动高度不超15厘米,精炼速度缓慢、均匀。精炼时间为30~40min,使用普通精炼剂,用量为铝液总重量的 3~4
‰
。
35.3、扒渣
36.精炼完毕,将熔体表面的浮渣用扒渣车轻轻扒到炉门口处,停留1~2min 后再扒出,必须把浮渣全部扒到炉外。
37.4、细化变质。精炼后,熔体升温到800℃后添加铝钛中间合金和铝锶中间合金,变质20~30min,变质过程中用扒渣耙搅拌5~10min,变质后,浮渣扒干净。
38.5、取样分析。浮渣扒干净后,用试样勺在熔体中间部位取样分析硅、铜、铁、钛、锶,若成分不合格,调整直至合格,试样检测结果:si 4.81%, cu 0.031%,ti 0.27%,fe≤0.20%。
39.6、静置。将低位炉炉内铝液温度控制在800~830℃,静置10~20min。
40.7、连铸连轧。从熔炼保温炉放出铝合金熔体,添加铝锶杆进行在线变质,开始铸轧生产,铸轧过程中不扰动流槽内铝合金熔体,保持熔体稳定流动,得到铸轧态4043铝合金杆。其中,在线变质参数铝锶杆添加方式为:铝锶杆直接喂入流槽与铝合金熔体混合,铝锶杆添加方向与铝合金熔体流动相反;铝锶杆添加位置:铝锶杆添加位置距离结晶轮浇注口15米;铝锶杆添加温度:流槽内铝合金熔体温度为790℃;铝锶杆喂料速度为1.42m/min;铸轧速度为0.09~0.11t/min。
41.实施例1
42.(1)经连铸连轧生产成卷的铸轧态4043铝合金杆,重量为2吨/卷;以质量百分比计,所述铸轧态4043铝合金杆的成分为:si 4.81%,cu 0.031%, ti 0.27%,sr 0.025%,fe≤0.20%,余量为al;
43.(2)升温:将铸轧态4043铝合金杆置于箱式退火炉中,设置退火炉终点温度为400℃,经过7h从室温升温到400℃;
44.(3)保温:设置退火炉终点温度为400℃,保温时间为4h;
45.(4)控温冷却阶段:保温阶段结束后,控制降温速率为20℃/h,4043 铝合金杆降温
至40℃,冷却阶段结束;
46.(5)出炉空冷:将4043铝合金杆从箱式退火炉中取出,空冷至室温,得到退火态4043铝合金杆。
47.测试例
48.按照实施例1的方法重复5次试验,铸轧态4043铝合金杆的抗拉强度和延伸率如图5~6所示;所得退火态4043铝合金杆的抗拉强度和延伸率如图7~8所示。由图5~6可以看出,铸轧态4043铝合金杆的抗拉强度为 175~185mpa,延伸率为28~32%(标距为50mm)。由图7~8可以看出,采用本发明退火方法制备的退火态4043铝合金杆的抗拉强度为100~110mpa,延伸率为50~52%,说明经过本发明退火工艺处理的4043铝合金杆抗拉强度大幅降低,伸长率大幅提高,有利于后续4043焊丝生产制备。
49.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1