一种可转位刀片磨削夹具以及可转位刀片装夹方法与流程
1.本发明涉及自动化加工技术领域,尤其涉及一种可转位刀片磨削夹具以及可转位刀片装夹方法。
背景技术:
2.传统的刀片加工夹具在对刀片进行装夹后,只能对一个角进行加工,而需要对多个角进行磨削,就需要重复进行装夹与加工才能实现。一般会通过下压式的夹具对刀片进行下压夹持,将刀片的一角露出来,然后进行加工,加工完一角之后使用机械臂辅助旋转刀片,然后再次装夹,接着磨刀片另外一角,这种方式需要通过机械手进行辅助转角,效率较低。而且,一般情况下,定位片采用硬度较高的材料制成,如淬火模具钢、钨钢,而刀片的硬度也较高,因此在通过机械臂进行辅助旋转刀片时,容易导致刀片与定位片发生碰撞,进而产生崩刃的情况,从而降低产品的合格率,并且需要大量的人工来筛选良品。同时,这种方式会对刀片的上方造成遮挡,且原有的夹具无法将刀片内切圆中心调节至旋转轴的中心,从而难以实现对整个刀片的上表面进行360
°
连续加工成型的需求。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.本发明的目的是克服现有技术的不足,提供一种可转位刀片磨削夹具以及可转位刀片装夹方法。
5.本发明的技术方案如下:提供一种可转位刀片磨削夹具,包括:转台部分、设置于所述转台部分的运动端上的夹具部分、设置于所述夹具部分上的定位部分、悬于所述夹具部分上方的机械臂上压头、以及设置于所述夹具部分旁侧的前定位气缸,所述夹具部分包括:设置于所述转台部分的运动端上的夹具主体、设置于所述夹具主体内的夹具气缸、与所述夹具气缸的输出端连接的楔形夹紧块、与所述楔形夹紧块活动接触的凸轮滚子随动器、与所述凸轮滚子随动器铰接的夹紧出力杆、活动设置于所述夹紧出力杆上的侧压板、以及设置于所述侧压板一端的刀片压头,所述刀片压头设置于侧压板靠近定位部分的一端,所述夹紧出力杆靠近定位部分的一端通过转轴铰接于夹具主体上,所述夹紧出力杆铰接设置于夹具主体的一端,所述夹具主体的另一端为定位部分安装面,所述定位部分设置于定位部分安装面上,所述楔形夹紧块的上表面为斜楔面,所述凸轮滚子随动器与楔形夹紧块的斜楔面接触。
6.进一步地,所述夹具主体上设置有弹簧固定件,所述弹簧固定件内部设置有压缩弹簧,所述压缩弹簧与夹紧出力杆接触,所述弹簧固定件对应设置于远离夹紧出力杆的转轴一端。
7.进一步地,所述夹紧出力杆上设置有若干螺纹孔,所述侧压板对应螺纹孔设置有u型槽,所述螺纹孔锁有螺丝,所述螺丝嵌入u型槽中。
8.进一步地,所述定位部分包括:设置于所述定位部分安装面上的调节件、以及活动
设置于所述调节件旁侧的定位片,所述调节件呈c型结构包围于定位片的三个侧面外侧,所述调节件上对应定位片的三个侧面分别设置有若干调节螺纹孔,通过螺丝旋入调节螺纹孔并顶紧于定位片上从而推动定位片,所述刀片压头从调节件的c型结构的开口处夹紧于定位片上,待加工的刀片放置于定位片上,所述机械臂上压头的输出端与刀片的上表面活动接触,所述前定位气缸的输出端与刀片的侧面活动接触。
9.进一步地,所述定位片的顶部设置有凸台定位面,所述刀片的两个侧面分别紧贴于凸台定位面上,所述刀片的另外两个侧面分别与刀片压头以及前定位气缸活动接触。
10.进一步地,所述转台部分包括:固定座、设置于所述固定座一侧的第一旋转电机、与所述第一旋转电机的输出端连接的第二旋转电机、以及设置于所述第二旋转电机的输出端上的夹具安装板,所述夹具部分设置于夹具安装板上。
11.本发明还提供一种可转位刀片装夹方法,包括如下步骤:
12.步骤1:将刀片放置于定位片上,调整旋入于调节件上调节螺纹孔的螺丝,推动定位片,使得刀片的内切圆圆心与第二旋转电机的输出端的旋转轴心重合;
13.步骤2:启动夹具气缸,楔形夹紧块伸出,从而通过斜楔面推动凸轮滚子随动器向上移动,并推动夹紧出力杆绕转轴进行翻转,以将刀片压头压紧于刀片的侧面;
14.步骤3:在步骤2进行的同时,机械臂上压头从上方压住刀片,前定位气缸从前方压住刀片,配合刀片压头将刀片顶紧与定位片的定位面上;
15.步骤4:完成定位后,机械臂上压头以及前定位气缸复位,脱离对刀片的接触,只留下刀片夹头对刀片进行夹紧。
16.采用上述方案,本发明具有以下有益效果:
17.1、具备一次性加工刀片上表面的能力。刀具上表面全部避空,夹具可进行360
°
以上的旋转,并可寻找刀片的内切圆中心,从而实现上表面一次性加工成型的刀片磨削工作。
18.2、大幅提升加工效率。不需要360
°
连续磨削,也不需要寻找中心的刀片,可通过夹具使刀片上表面的加工成型一次性加工出来,效率提升非常明显,根据不同的刀片提升有30-60%的生产效率。
19.3、大幅提升产品良率。因为不需要进行重复装夹,刀片和定位部分在进行装夹时产生的相对运动都是在毛坯料加工以前,因此避免了刀片与定位部分碰撞而发生崩刃的情况,从而极大的改善良品率。
附图说明
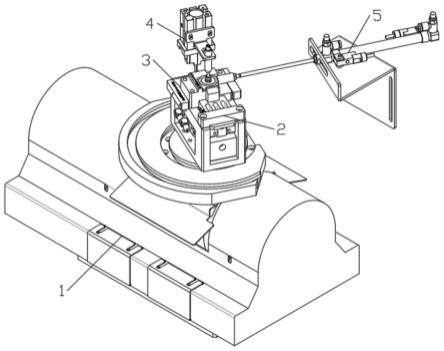
20.图1为本发明的结构示意图一。
21.图2为夹具部分的剖面结构示意图。
22.图3为本发明的结构示意图二。
23.图4为图3中a处局部放大示意图。
具体实施方式
24.以下结合附图和具体实施例,对本发明进行详细说明。
25.请参阅图1至图3,本发明提供一种可转位刀片磨削夹具,包括:转台部分1、设置于所述转台部分1的运动端上的夹具部分2、设置于所述夹具部分2上的定位部分3、悬于所述
夹具部分2上方的机械臂上压头4、以及设置于所述夹具部分2旁侧的前定位气缸5。所述夹具部分2包括:设置于所述转台部分1的运动端上的夹具主体21、设置于所述夹具主体21内的夹具气缸22、与所述夹具气缸22的输出端连接的楔形夹紧块23、与所述楔形夹紧块23活动接触的凸轮滚子随动器24、与所述凸轮滚子随动器24铰接的夹紧出力杆25、活动设置于所述夹紧出力杆25上的侧压板261、以及设置于所述侧压板261一端的刀片压头262。所述刀片压头262设置于侧压板261靠近定位部分3的一端,所述夹紧出力杆25靠近定位部分3的一端通过转轴251铰接于夹具主体21上。所述夹紧出力杆25铰接设置于夹具主体21的一端,所述夹具主体21的另一端为定位部分安装面211。所述定位部分3设置于定位部分安装面211上。所述楔形夹紧块23的上表面为斜楔面,所述凸轮滚子随动器24与楔形夹紧块23的斜楔面接触。夹具气缸22作为对刀片6进行夹紧的动力源,驱动楔形夹紧块23的移动,从而在斜楔面的推动下,使得凸轮滚子随动器24向上移动,将夹紧出力杆25顶起并将侧压板261推向定位部分3的方向,通过刀片压头262压紧于刀片6的侧面上,以此实现对刀片6的夹紧固定。楔形夹紧块23为加力机构可以放大夹具气缸22的夹紧力,同时对夹紧的刀片6起到自锁的作用。凸轮滚子随动器24与楔形夹紧块23的上表面进行滚动接触,在传递力与运动的同时避免接触位置因碰撞或摩擦而造成磨损。夹紧出力杆25随着凸轮滚子随动器24的推动绕转轴进行转动,用于传递力与运动,同时根据杠杆原理进行加力,从而进一步增大对刀片6的夹紧力,同时用来安装侧压板261与刀片压头262。
26.在进行装夹的过程中,通过刀片压头262将刀片6夹紧于定位部分3上,并通过机械臂上压头4以及前定位气缸5分别从上方与前方对刀片进行顶紧,从而达到对刀片6的定位作用。然后机械臂上压头4以及前定位气缸5复位,只通过刀片压头262对刀片6的侧面进行夹紧,以此在满足夹紧的同时最大限度的减少夹具和设备其他位置产生干涉的可能,便于对刀片6上表面进行360
°
连续加工,提高加工效率。
27.所述夹具主体21上设置有弹簧固定件271,所述弹簧固定件271内部设置有压缩弹簧272,所述压缩弹簧272与夹紧出力杆25接触,所述弹簧固定件271对应设置于远离夹紧出力杆25的转轴251一端。弹簧固定件271用来固定压缩弹簧272的位置,压缩弹簧272则是用来将夹紧出力杆25压回,因为楔形夹紧块23只能单向输出力,反向时则不能传递力与运动,于是增加压缩弹簧272将夹紧出力杆25压回,从而带动刀片压头262松开被夹紧的刀片6。
28.所述夹紧出力杆25上设置有若干螺纹孔,所述侧压板261对应螺纹孔设置有u型槽,所述螺纹孔锁有螺丝,所述螺丝嵌入u型槽中。夹紧出力杆25随着凸轮滚子随动器24的推动绕转轴251进行转动时,通过螺丝带动侧压板261,从而将侧压板261上的刀片压头262推向刀片6,并压紧于刀片6侧面上,实现对刀片6的夹紧固定。
29.请参阅图4,所述定位部分3包括:设置于所述定位部分安装面211上的调节件31、以及活动设置于所述调节件31旁侧的定位片32。所述调节件31呈c型结构包围于定位片32的三个侧面外侧。所述调节件31上对应定位片32的三个侧面分别设置有若干调节螺纹孔311,通过螺丝旋入调节螺纹孔311并顶紧于定位片32上从而推动定位片32。所述刀片压头262从调节件31的c型结构的开口处夹紧于定位片32上,待加工的刀片6放置于定位片32上。所述机械臂上压头4的输出端与刀片6的上表面活动接触,所述前定位气缸5的输出端与刀片6的侧面活动接触。所述定位片32的顶部设置有凸台定位面321,所述刀片6的两个侧面分别紧贴于凸台定位面321上,所述刀片6的另外两个侧面分别与刀片压头262以及前定位气
缸5活动接触。刀片压头262从侧面对刀片6进行压紧夹持,可以将刀片6的上表面露出来,为刀片6的上表面一次性加工提供先决条件。定位片32用以对刀片6进行放置和定位,根据生产刀片6的不同,可采用一体式的定位片32,或采用定位片32与定位垫片构成的分体式结构。通过调节螺丝旋入调节螺纹孔311中的深度,从而改变定位片32的位置,以此将刀片6内切圆圆心位置调节至与转台部分1的输出端的旋转轴心对应的位置,从而达到方便调节的目的,保证转动过程中刀片6与旋转轴同轴,确保刀片6加工良率。
30.所述转台部分1包括:固定座11、设置于所述固定座11一侧的第一旋转电机12、与所述第一旋转电机12的输出端连接的第二旋转电机13、以及设置于所述第二旋转电机13的输出端上的夹具安装板14,所述夹具部分2设置于夹具安装板14上。通过第一旋转电机12可以实现倾斜角度的调整,而通过第二旋转电机13可以实现刀片的360
°
旋转,满足刀片6加工的不同角度需求。
31.本发明还提供一种可转位刀片装夹方法,包括如下步骤:
32.步骤1:将刀片6放置于定位片32上,调整旋入于调节件31上调节螺纹孔311的螺丝,推动定位片32,使得刀片6的内切圆圆心与第二旋转电机13的输出端的旋转轴心重合;
33.步骤2:启动夹具气缸22,楔形夹紧块23伸出,从而通过斜楔面推动凸轮滚子随动器24向上移动,并推动夹紧出力杆25绕转轴251进行翻转,以将刀片压头262压紧于刀片6的侧面;
34.步骤3:在步骤2进行的同时,机械臂上压头4从上方压住刀片6,前定位气缸5从前方压住刀片6,配合刀片压头262将刀片6顶紧与定位片32的定位面上;
35.步骤4:完成定位后,机械臂上压头4以及前定位气缸5复位,脱离对刀片6的接触,只留下刀片夹头262对刀片6进行夹紧。
36.本发明所提供的装夹方式,通过机械臂上压头4从上方压住刀片6,前定位气缸5从前方压住刀片6,然后刀片压头262从侧边夹住刀片6,通过3个方向的作用力将刀片6推顶至紧靠定位面,从而达到对刀片6定位的作用,然后前定位气缸5和机械臂上压头4松开,脱离对刀片6的接触,只留下刀片夹头262夹紧刀片6,从而实现对刀片6进行定位和夹紧的作用。只有机械臂上压头4和前定位气缸5设计在设备其他部位,和夹具本体21分离,这样才能最大限度的减少夹具和设备其他位置产生干涉的可能。在加工过程中,刀片6上表面全部避空,夹具部分2可在转台部分1的驱动下进行360
°
旋转,从而磨制刀片的上表面,实现上表面一次性加工成型的刀片磨削工作。对于不需要360
°
连续磨削,也不需要进行寻找中心的刀片6,同样可实现对应刀片6的上表面一次性装夹加工成型,极大地提升加工效率。
37.以上仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1