一种航空发动机涡轮叶片专用砂轮运行装置的制作方法
1.本发明涉及航空发动机涡轮叶片加工技术领域,尤其涉及一种航空发动机涡轮叶片专用砂轮运行装置。
背景技术:
2.航空发动机是一种高度复杂和精密的热力机械,作为飞机的心脏,不仅是飞机飞行的动力,也是促进航空事业发展的重要推动力,人类航空史上的每一次重要变革都与航空发动机的技术进步密不可分。经过百余年的发展,航空发动机已经发展成为可靠性极高的成熟产品,正在使用的航空发动机包括涡轮喷气/涡轮风扇发动机、涡轮轴/涡轮螺旋桨发动机、冲压式发动机和活塞式发动机等多种类型,不仅作为各种用途的军民用飞机、无人机和巡航导弹动力,而且利用航空发动机衍生发展的燃气轮机还被广泛用于地面发电、船用动力、移动电站、天然气和石油管线泵站等领域。
3.涡轮叶片是燃气涡轮发动机中涡轮段的重要组成部件。高速旋转的叶片负责将高温高压的气流吸入燃烧器,以维持发动机的工作。为了能保证在高温高压的极端环境下稳定长时间工作,涡轮叶片往往采用高温合金锻造,并采用不同方式来冷却例如内部气流冷却、边界层冷却、抑或采用保护叶片的热障涂层等方式来保证运转时的可靠性。在蒸汽涡轮发动机和燃气涡轮发动机中,叶片的金属疲劳是发动机故障最主要的原因。强烈的震动或者共振都有可能导致金属疲劳。工程师往往采用摩擦阻尼器来降低这些因素对叶片带来的损害。
4.涡轮发动机叶片一般承受较大的工作应力和较高的工作温度, 且应力和温度的变化也较频繁和剧烈,此外还有腐蚀和磨损问题 ,其对工作条件的要求非常苛刻 , 因此要求叶片的加工精度很高。同时 ,为提高涡轮效率,涡轮叶片的表面形状通常设计成扭曲的变截面曲面, 形状复杂。
5.在对涡轮发动机叶片进行生产加工过程中,为了提高对涡轮发动机叶片的表面加工精度,需要对涡轮发动机叶片的表面进行打磨抛光,但是由于其表面为扭曲的变截面曲面, 形状复杂,普通的打磨装置难以对扭曲的变截面曲面进行打磨,所以需要一种航空发动机涡轮叶片专用砂轮运行装置。
技术实现要素:
6.基于现有的涡轮发动机叶片的表面为扭曲的变截面曲面, 形状复杂,普通的打磨装置难以对扭曲的变截面曲面进行打磨的技术问题,本发明提出了一种航空发动机涡轮叶片专用砂轮运行装置。
7.本发明提出的一种航空发动机涡轮叶片专用砂轮运行装置,包括固定底座,所述固定底座的表面呈三角形形状,所述固定底座的表面固定安装有控制器,所述固定底座的上表面固定连接有叶片移动夹持机构,所述叶片移动夹持机构的上方设置有叶片打磨机构,所述叶片移动夹持机构和叶片打磨机构均通过电线与控制器电性连接;
其中,叶片移动夹持机构用于对航空发动机涡轮叶片进行打磨夹持;其中,叶片打磨机构用于对航空发动机涡轮叶片进行打磨。
8.优选地,所述叶片移动夹持机构包括夹持底板,所述夹持底板的表面与固定底座的上表面滑动连接;所述固定底座的上表面固定开设有第一限位驱动槽,三个所述第一限位驱动槽在夹持底板的下表面均匀分布,所述第一限位驱动槽的内壁滑动连接有第一限位驱动块,所述第一限位驱动块的表面与夹持底板的下表面固定连接。
9.优选地,其中一个所述第一限位驱动块的表面螺纹连接有第一螺纹驱动杆,所述第一螺纹驱动杆的两端均通过轴承座与第一限位驱动槽的内壁转动连接。
10.优选地,所述固定底座的表面固定安装有第一驱动电机,所述第一驱动电机的输出轴通过联轴器与第一螺纹驱动杆的一端固定连接;所述夹持底板的上表面滑动连接有涡轮叶片夹持工装,所述夹持底板的上表面固定开设有第二限位驱动槽,三个所述第二限位驱动槽在涡轮叶片夹持工装的下表面均匀分布,所述涡轮叶片夹持工装的下表面固定连接有第二限位驱动块。
11.优选地,三个所述第二限位驱动块与三个所述第二限位驱动槽的相对应,所述第二限位驱动块的表面与第二限位驱动槽的内壁滑动连接;其中一个所述第二限位驱动块的表面螺纹连接有第二螺纹驱动杆,所述第二螺纹驱动杆的两端通过轴承座与第二限位驱动槽的内壁转动连接;所述夹持底板的表面固定安装有第二驱动电机,所述第二驱动电机的输出轴通过联轴器与第二螺纹驱动杆的一端固定连接。
12.优选地,所述叶片打磨机构包括固定立柱,所述固定立柱的表面与固定底座的上表面固定连接,六个所述固定立柱以固定底座的轴线为中心呈对称分布;六个所述固定立柱的顶部分别固定连接有第一固定安装板、第二固定安装板和第三固定安装板。
13.优选地,所述第一固定安装板、第二固定安装板和第三固定安装板的表面分别固定安装有第三驱动电机、第四驱动电机和第五驱动电机,所述第三驱动电机、第四驱动电机和第五驱动电机的输出轴通过联轴器分别固定连接有第三螺纹驱动杆、第四螺纹驱动杆和第五螺纹驱动杆。
14.优选地,所述第三螺纹驱动杆、第四螺纹驱动杆和第五螺纹驱动杆的一端均通过轴承与固定底座的表面转动连接,所述第三螺纹驱动杆、第四螺纹驱动杆和第五螺纹驱动杆的表面分别螺纹连接有第一铰接座、第二铰接座和第三铰接座,所述第一铰接座、第二铰接座和第三铰接座的表面均与固定立柱的表面滑动套接。
15.优选地,所述第一铰接座、第二铰接座和第三铰接座的表面分别铰接有第一调节连杆、第二调节连杆和第三调节连杆,所述第一调节连杆、第二调节连杆和第三调节连杆的一端均铰接有打磨平台;所述打磨平台的表面固定安装有打磨电机,所述打磨电机的输出轴通过联轴器固定连接有打磨轴,所述打磨轴的一端贯穿并延伸至打磨平台的下表面,所述打磨轴的一端固定连接有打磨砂轮。
16.优选地,所述第一驱动电机、第二驱动电机、第三驱动电机、第四驱动电机、第五驱
动电机和打磨电机均通过电线与控制器电性连接。
17.本发明中的有益效果为:1、通过设置叶片移动夹持机构和叶片打磨机构,在使用时,通过控制器自动控制移动夹持机构带动涡轮叶片在固定底座的表面做横向和纵向运动,配合叶片打磨机构对涡轮叶片进行曲面打磨,从而解决了现有的涡轮发动机叶片的表面为扭曲的变截面曲面, 形状复杂,普通的打磨装置难以对扭曲的变截面曲面进行打磨的问题。
18.2、通过设置叶片移动夹持机构,在使用时,通过涡轮叶片夹持工装对需要打磨抛光的涡轮叶片进行固定夹持,并通过第一驱动电机和第二驱动电机带动涡轮叶片夹持工装进行横向和纵向运动打磨抛光,从而达到更好的自动打磨抛光的效果。
附图说明
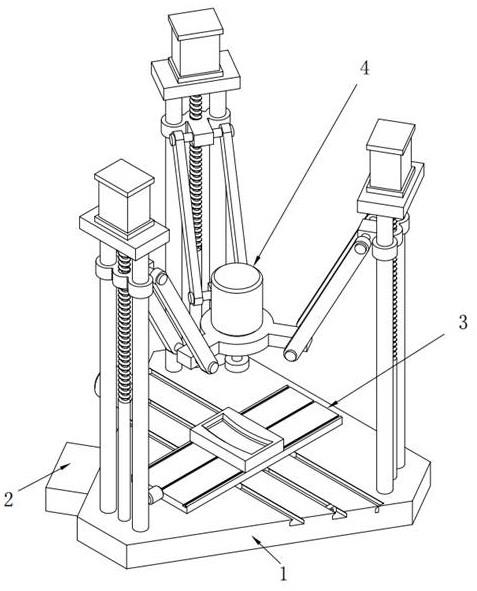
19.图1为本发明提出的一种航空发动机涡轮叶片专用砂轮运行装置的示意图;图2为本发明提出的一种航空发动机涡轮叶片专用砂轮运行装置的固定底座结构俯视图;图3为本发明提出的一种航空发动机涡轮叶片专用砂轮运行装置的叶片移动夹持机构结构立体图;图4为本发明提出的一种航空发动机涡轮叶片专用砂轮运行装置的夹持底板结构剖视图;图5为本发明提出的一种航空发动机涡轮叶片专用砂轮运行装置的叶片打磨机构结构正视图;图6为本发明提出的一种航空发动机涡轮叶片专用砂轮运行装置的叶片打磨机构结构立体图。
20.图中:1、固定底座;2、控制器;3、叶片移动夹持机构;301、夹持底板;302、第一限位驱动槽;303、第一限位驱动块;304、第一螺纹驱动杆;305、第一驱动电机;306、涡轮叶片夹持工装;307、第二限位驱动槽;308、第二限位驱动块;309、第二螺纹驱动杆;310、第二驱动电机;4、叶片打磨机构;401、固定立柱;402、第一固定安装板;403、第二固定安装板;404、第三固定安装板;405、第三驱动电机;406、第四驱动电机;407、第五驱动电机;408、第三螺纹驱动杆;409、第四螺纹驱动杆;410、第五螺纹驱动杆;411、第一铰接座;412、第二铰接座;413、第三铰接座;414、第一调节连杆;415、第二调节连杆;416、第三调节连杆;417、打磨平台;418、打磨电机;419、打磨轴;420、打磨砂轮。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
22.参照图1-6,一种航空发动机涡轮叶片专用砂轮运行装置,包括固定底座1,固定底座1的表面呈三角形形状,固定底座1的表面固定安装有控制器2,固定底座1的上表面固定连接有叶片移动夹持机构3,叶片移动夹持机构3的上方设置有叶片打磨机构4,叶片移动夹持机构3和叶片打磨机构4均通过电线与控制器2电性连接。
23.其中,叶片移动夹持机构3用于对航空发动机涡轮叶片进行打磨夹持。
24.叶片移动夹持机构3包括夹持底板301,夹持底板301的表面与固定底座1的上表面滑动连接。
25.在使用时,夹持底板301用于安装涡轮叶片夹持工装306。
26.固定底座1的上表面固定开设有第一限位驱动槽302,三个第一限位驱动槽302在夹持底板301的下表面均匀分布,第一限位驱动槽302的内壁滑动连接有第一限位驱动块303,第一限位驱动块303的表面与夹持底板301的下表面固定连接。
27.在使用时,通过第一限位驱动槽302和第一限位驱动块303配合,对夹持地板在固定底座1上运动进行行程限位和驱动。
28.其中一个第一限位驱动块303的表面螺纹连接有第一螺纹驱动杆304,第一螺纹驱动杆304的两端均通过轴承座与第一限位驱动槽302的内壁转动连接。
29.在使用时,通过第一螺纹驱动杆304螺纹带动第一限位驱动块303运动,带动夹持底板301运动。
30.固定底座1的表面固定安装有第一驱动电机305,第一驱动电机305的输出轴通过联轴器与第一螺纹驱动杆304的一端固定连接。
31.在使用时,第一驱动电机305具有对第一螺纹驱动杆304提供驱动动力源的特点。
32.夹持底板301的上表面滑动连接有涡轮叶片夹持工装306,夹持底板301的上表面固定开设有第二限位驱动槽307,三个第二限位驱动槽307在涡轮叶片夹持工装306的下表面均匀分布,涡轮叶片夹持工装306的下表面固定连接有第二限位驱动块308。
33.进一步地,在实际使用过程中,涡轮叶片夹持工装306可以根据实际情况采用气动夹持工装、电动夹持工装或手动夹持工装。
34.三个第二限位驱动块308与三个第二限位驱动槽307的相对应,第二限位驱动块308的表面与第二限位驱动槽307的内壁滑动连接。
35.其中一个第二限位驱动块308的表面螺纹连接有第二螺纹驱动杆309,第二螺纹驱动杆309的两端通过轴承座与第二限位驱动槽307的内壁转动连接。
36.夹持底板301的表面固定安装有第二驱动电机310,第二驱动电机310的输出轴通过联轴器与第二螺纹驱动杆309的一端固定连接。
37.在使用时,第一驱动电机305的输出轴通过联轴器带动第一螺纹驱动杆304转动,带动第一限位驱动块303运动,带动夹持底板301和涡轮叶片夹持工装306横向运动,从而带动涡轮叶片进行横向运动打磨。
38.在使用时,第二驱动电机310的输出轴通过联轴器带动第二螺纹驱动杆309转动,带动第二限位驱动块308运动,带动涡轮叶片夹持工装306在夹持底板301上纵向运动,从而带动涡轮叶片进行纵向运动打磨。
39.通过设置叶片移动夹持机构3,在使用时,通过涡轮叶片夹持工装306对需要打磨抛光的涡轮叶片进行固定夹持,并通过第一驱动电机305和第二驱动电机310带动涡轮叶片夹持工装306进行横向和纵向运动打磨抛光,从而达到更好的自动打磨抛光的效果。
40.其中,叶片打磨机构4用于对航空发动机涡轮叶片进行打磨。
41.叶片打磨机构4包括固定立柱401,固定立柱401的表面与固定底座1的上表面固定连接,六个固定立柱401以固定底座1的轴线为中心呈对称分布。
42.六个固定立柱401的顶部分别固定连接有第一固定安装板402、第二固定安装板
403和第三固定安装板404。
43.第一固定安装板402、第二固定安装板403和第三固定安装板404的表面分别固定安装有第三驱动电机405、第四驱动电机406和第五驱动电机407,第三驱动电机405、第四驱动电机406和第五驱动电机407的输出轴通过联轴器分别固定连接有第三螺纹驱动杆408、第四螺纹驱动杆409和第五螺纹驱动杆410。
44.第三螺纹驱动杆408、第四螺纹驱动杆409和第五螺纹驱动杆410的一端均通过轴承与固定底座1的表面转动连接,第三螺纹驱动杆408、第四螺纹驱动杆409和第五螺纹驱动杆410的表面分别螺纹连接有第一铰接座411、第二铰接座412和第三铰接座413,第一铰接座411、第二铰接座412和第三铰接座413的表面均与固定立柱401的表面滑动套接。
45.在使用时,通过第三驱动电机405、第四驱动电机406和第五驱动电机407带动第三螺纹驱动杆408、第四螺纹驱动杆409和第五螺纹驱动杆410转动,带动第一铰接座411、第二铰接座412和第二铰接座412在固定立柱401的表面上下运动。
46.第一铰接座411、第二铰接座412和第三铰接座413的表面分别铰接有第一调节连杆414、第二调节连杆415和第三调节连杆416,第一调节连杆414、第二调节连杆415和第三调节连杆416的一端均铰接有打磨平台417。
47.打磨平台417的表面固定安装有打磨电机418,打磨电机418的输出轴通过联轴器固定连接有打磨轴419,打磨轴419的一端贯穿并延伸至打磨平台417的下表面,打磨轴419的一端固定连接有打磨砂轮420。
48.第一驱动电机305、第二驱动电机310、第三驱动电机405、第四驱动电机406、第五驱动电机407和打磨电机418均通过电线与控制器2电性连接。
49.通过设置叶片移动夹持机构3和叶片打磨机构4,在使用时,通过控制器2自动控制移动夹持机构带动涡轮叶片在固定底座1的表面做横向和纵向运动,配合叶片打磨机构4对涡轮叶片进行曲面打磨,从而解决了现有的涡轮发动机叶片的表面为扭曲的变截面曲面, 形状复杂,普通的打磨装置难以对扭曲的变截面曲面进行打磨的问题。
50.工作原理:在使用时,根据需要打磨抛光的涡轮叶片预先对控制器2进行程序编程设定,然后将需要通过砂轮打磨抛光的涡轮叶片装夹到涡轮叶片夹持工装306上。
51.在将待打磨抛光的涡轮叶片装夹到涡轮叶片夹持工装306上后,通过控制器2自动控制第一驱动电机305、第二驱动电机310、第三驱动电机405、第四驱动电机406、第五驱动电机407和打磨电机418工作,对涡轮叶片的表面进行打磨抛光。
52.在打磨抛光过程中,通过控制器2自动控制第一驱动电机305转动,带动第一驱动螺纹杆转动,第一驱动螺纹杆带动第一限位驱动块303运动,带动夹持底板301、涡轮叶片夹持工装306、第二驱动电机310和涡轮叶片进行横向运动,配合打磨电机418带动打磨轴419转动,带动打磨砂轮420转动,对涡轮叶片的表面进行打磨抛光;同时,根据涡轮叶片的实际大小型号,控制器2自动控制第二驱动电机310工作,第二驱动电机310的输出轴通过联轴器带动第二螺纹驱动杆309转动,带动第二限位驱动块308运动,带动涡轮叶片夹持工装306纵向运动,配合打磨电机418带动打磨轴419转动,带动打磨砂轮420转动,对涡轮叶片的表面进行打磨抛光;同时,由于涡轮叶片的表面具有一定的弧度,在打磨过程中,根据涡轮叶片大小弧度情况,预先对控制器2进行程序设定,在打磨抛光过程中,控制器2自动控制第三驱动电机
405、第四驱动电机406和第五驱动电机407中的一个或两个电机工作,带动第三螺纹驱动杆408、第四螺纹驱动杆409和第五螺纹驱动杆410中的一个或两个转动,带动第一铰接座411、第二铰接座412和第三铰接座413中的一个或两个同时向上或向下运动,带动第一调节连杆414、第二调节连杆415和第三调节连杆416中的一个或两个同时向上或向下运动,带动打磨平台417和打磨电机418弧形运动,带动打磨砂轮420进行弧形运动对涡轮叶片的表面进行打磨抛光。
53.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1