一种监控转炉烟道漏水的方法及系统与流程
1.本发明属于金属冶炼技术领域,尤其涉及一种监控转炉烟道漏水的方法,并进一步公开一种可监控转炉烟道漏水的系统。
背景技术:
2.转炉冶炼是一种通过转炉将铁水中的碳及其他杂质等氧化,进而产出比铁的物理、化学性能与力学性能更优的钢的冶炼过程。转炉冶炼过程中会产生大量高温含尘烟气,烟气的温度高达1400℃~1600℃,而安装在转炉上方的汽化冷却烟道,可以将高温烟气冷却至800℃~1000℃,并以蒸汽方式对烟气热量进行回收。一般而言,汽化冷却烟道由活动烟罩、炉口固定段、中间段烟道和烟道末端组成,其中,汽化冷却烟道在使用的过程中工作环境较为恶劣,烟道密排无缝钢管长时间、交替接触高温烟气,在钢管局部冷却不均的情况下,导致温度过高产生交变应力使得管子轴向受力,最终产生横向裂纹后漏水,烟道漏水会对转炉冶炼安全产生较大的影响,如果大量冷却水进入转炉中遇到高温钢水会产生爆炸。
3.目前,常见的烟道漏水监控方法为转炉出钢摇炉过程中,操作人员凭借肉眼对漏水情况进行观察,这种方法只有在烟道漏水十分严重的情况下才能观察到,同时在转炉冶炼过程中难以采用这种方法实现烟道漏水情况的观测。因此,现有方法很难在烟道漏水的早期发现问题,并采取相关的措施对烟道漏水点采取焊补,杜绝冶炼过程中烟道大量漏水,引发安全事故。
4.如中国专利cn 112760446 a公开的一种转炉漏水监控系统及方法,基于转炉本体漏水监控、氧枪漏水监控、烟道漏水监控及烟道附件漏水监控对多个漏水源均进行了漏水监控,并通过在设备漏水源的冷却水进水管道增加了进水流量计,冷却水回水管道增加了回水流量计,将进回水流量差值数据作为判断设备漏水的依据,以实现多个漏水源的及时准确监控,从而及时控制氧枪和转炉做出联动响应,避免漏水引发事故。但是,该方法中,其收集数据过程较为复杂,需要采集多组数据,数据采集灵敏度低、数据数量大、数据分析时间长,十分的消耗时间。因此有必要开发一种便利快捷的监控转炉烟道漏水的方法,以协助技术人员消除或避免转炉烟道漏水所带来的安全隐患。
技术实现要素:
5.鉴于此,本发明的目的在于提供一种监控转炉烟道漏水的方法,以解决现有技术中监控转炉烟道漏水方法存在数据采集灵敏度低、数据数量大、数据分析时间长的问题;
6.本发明的第二个目的在于提供一种可监控转炉烟道漏水的系统,进而实现对转炉烟道漏水状况的监控。
7.本发明的目的是通过以下技术方案实现的:
8.本发明提供了一种监控转炉烟道漏水的方法,包括对转炉冶炼烟气中的co和h2含量进行实时检测的步骤,以及,通过分析烟气中所述co和h2的含量变化情况建立烟道漏水模型并进行漏水分析的步骤。
9.可选地,所述co和h2含量检测步骤基于质谱仪进行检测。
10.可选地,上述监控转炉烟道漏水的方法,包括如下步骤:
11.(1)在确保烟道无漏水的情况下,在转炉开炉并进入快速碳氧反应期时持续进行烟气取样,经检测并计算,得到所述烟气中氢气的平均含量数据,记为d1;
12.(2)在日常冶炼炉次中,在转炉冶炼进入快速碳氧反应期时持续进行烟气取样,经检测并计算,得到所述烟气中氢气的平均含量数据,记为d2;
13.(3)通过比较所述d2与所述d1的关系,进行所述转炉烟道是否漏水的判断。
14.可选地,所述快速碳氧反应期为所述烟气中co含量>50%的冶炼时间段。
15.可选地,所述步骤(1)和(2)中,所述氢气的平均含量数据不包括所述转炉进入高速碳氧反应期加入辅料后的30秒内的氢气含量变化情况。
16.可选地,所述步骤(1)和(2)中,当所述烟气中co含量<50%,停止取样并计算氢气的平均含量数据。
17.可选地,所述步骤(1)和(2)中,所述取样步骤之后还包括对所述烟气进行除尘的步骤;
18.优选的,所述除尘步骤包括一级过滤步骤和二级过滤步骤;
19.优选的,所述一级过滤步骤的过滤孔径为8-12μm;
20.优选的,所述二级过滤步骤的过滤孔径为1-3μm。
21.可选地,所述步骤(2)中,所述转炉冶炼步骤中,控制转炉冶炼铁水的质量大于总原料质量的80%。
22.可选地,所述步骤(2)中,所述转炉冶炼步骤采用恒压变枪供氧方式供氧。
23.可选地,上述监控转炉烟道漏水的方法,所述步骤(3)中,所述转炉烟道是否漏水的判断步骤包括:
24.当所述d2与所述d1的关系为:d2<d1时,烟道视为不发生漏水;
25.当所述d2与d1的关系为:d1≤d2<1.5*d1时,烟道视为发生轻微漏水;
26.当所述d2与所述d1的关系为:d2≥1.5*d1时,烟道视为发生严重漏水。
27.本发明还提供了一种监控转炉烟道漏水的系统,包括设置在烟道中下段且依次连接的取样管(1)、除尘组件、质谱仪(4)和分析系统(5);
28.其中,所述取样管(1)用于烟道烟气的采样;
29.所述除尘组件用于对采集的烟道烟气样品进行除尘处理;
30.所述质谱仪(4)用于对烟道烟气样品中的co及h2含量进行检测;
31.所述分析系统(5)用于对烟道烟气样品中co含量、h2含量进行计算。
32.可选地,所述除尘组件包括一级过滤装置(2)和二级过滤装置(3);
33.优选的,所述一级过滤装置(2)的过滤孔径为8-12μm;
34.优选的,所述二级过滤装置(3)的过滤孔径为1-3μm。
35.可选地,所述分析系统(5)的控制方式包括:
36.当所述分析系统(5)检测烟道烟气样品中co含量>50%时,开始收集烟道烟气样品中h2含量数据,并计算h2的平均值数据;
37.当所述分析系统(5)检测烟道烟气样品中co含量<50%时,则停止计算烟道烟气样品中h2含量的平均值。
38.与现有技术相比,本发明的技术方案具有如下优点:
39.本发明通过利用转炉烟道漏水监控系统,对转炉冶炼过程烟气中氢气含量进行实时分析,因为转炉冶炼过程中高温烟气中含有大量的co,在烟道漏水的情况下,水分蒸发形成水蒸气,在高温条件下和冶炼过程中产生的co发生如下反应:co+h2o=co2+h2,当烟道发生漏水情况时,烟气中的h2含量会保持在一个较高的水平。因此,本发明通过烟气中氢气含量的变化情况建立烟道漏水模型,从而实现转炉烟道漏水情况的实时监控。本发明所提供的方法稳定可靠,检测灵敏度高、操作方式便捷、数据分析时间短,能够较为迅速高效且准确的判断烟道的工作状态,确保冶炼的安全进行。
附图说明
40.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得现有的附图。
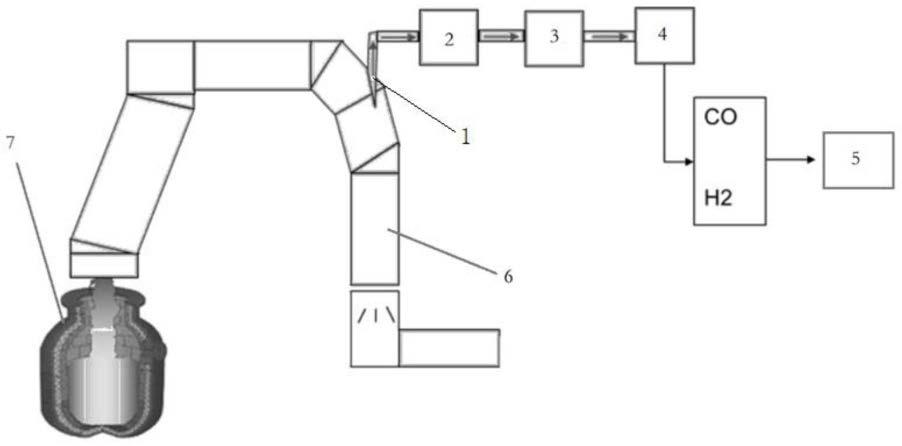
41.图1为本发明实施例1提供的监控转炉烟道漏水系统的结构示意图;其中,附图标记说明如下:1-取样管,2-一级过滤装置,3-二级过滤装置,4-质谱仪,5-分析系统,6-烟道,7-转炉。
具体实施方式
42.提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近似的产品,均落在本发明的保护范围之内。
43.实施例中未注明具体实验步骤或条件者,按照本领域内的文献所描述的常规实验步骤的操作或条件即可进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规试剂产品。
44.实施例1
45.本实施例提供的监控转炉烟道漏水系统包括:依次连接设置在烟道中下段的取样管1、一级过滤装置2、二级过滤装置3、质谱仪4、分析系统5;
46.其中,取样管1的入口连接已经连接转炉7的烟道6的中下段出口,用于烟道烟气的采样;一级过滤装置2的进用于对烟道烟气样品进行一级过滤除尘,过滤孔径设置为10μm;二级过滤装置3用于对烟道烟气样品进行二级过滤除尘,过滤孔径设置为2μm;质谱仪4用于对过滤除尘后的烟道烟气样品进行co、h2成分及含量检测;分析系统5用于对烟道烟气样品中co含量、h2含量进行计算,分析系统(5)参数设置为:
47.当分析系统5计算烟道烟气样品中co含量>50%时,开始控制质谱仪4对烟道烟气样品中h2进行成分及含量检测,计算烟道烟气样品中h2含量;
48.当分析系统5计算烟道烟气样品中co含量<50%时,开始控制质谱仪4停止对烟道烟气样品中h2进行成分及含量检测,停止计算烟道烟气样品中h2含量。
49.实施例2
50.本实施例以120t转炉生产80号钢为载体,转炉生产过程中配备有烟气分析系统,吹炼过程采用恒压变枪位的操作模式,氧气流量为27000nm3/h。
51.转炉大修时对烟道设备进行检修,确保烟道没有漏水。转炉开吹后,烟气分析系统开始持续分析烟气中co和h2含量,开吹5min后烟气中co含量达到50%,开始计算烟气中h2含量的平均值,当吹氧时间达到11min时,烟气中co含量低于50%,h2含量平均值计算停止。高速碳氧反应期烟气中h2含量为0.51%。常规冶炼炉次,炉龄达到5000炉,转炉开吹后,烟气分析系统持续分析烟气中co和h2的含量进行持续分析,当开吹4min后烟气中co含量达到50%,开始计算烟气中h2含量的平均值,当吹氧时间达到10.5min时,烟气中co含量低于50%,h2含量的平均值计算停止。高速碳氧反应期烟气中h2含量为1.32%,h2含量大于0.51%,烟道发生漏水。
52.转炉停吹后,对烟道进行检查,确认烟道发生轻微漏水。
53.实施例3
54.本实施例以120t转炉生产70号钢为载体,转炉生产过程中配备有烟气分析系统,吹炼过程采用恒压变枪位的操作模式,氧气流量为27000nm
3/
h。
55.转炉大修时对烟道设备进行检修,确保烟道没有漏水。转炉开吹后,烟气分析系统开始持续分析烟气中co和h2含量,开吹4.5min后烟气中co含量达到50%,开始计算烟气中h2含量的平均值,当吹氧时间达到10.8min时,烟气中co含量低于50%,h2含量平均值计算停止。高速碳氧反应期烟气中h2含量为0.53%。常规冶炼炉次,炉龄达到7000炉,转炉开吹后,烟气分析系统持续分析烟气中co和h2的含量进行持续分析,当开吹5.1min后烟气中co含量达到50%,开始计算烟气中h2含量的平均值,当吹氧时间达到10.5min时,烟气中co含量低于50%,h2含量的平均值计算停止。高速碳氧反应期烟气中h2含量为4.31%,h2含量大于1.5倍,预测烟道发生严重漏水。
56.转炉停吹后,对烟道进行检查,确认烟道发生严重漏水,需要对烟道水冷管进行焊补修复。
57.可见,本发明所提供的方法稳定可靠,检测灵敏度高、操作方式便捷、数据分析时间短,能够较为迅速高效且准确的判断烟道的工作状态,确保冶炼的安全进行。
58.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1