一种金属基金刚石砂轮多能场复合修整装置及其修整方法与流程
本发明涉及大口径非球面光学元件超精密加工,更具体的说是涉及一种金属基金刚石砂轮多能场复合修整装置及其修整方法。
背景技术:
1、目前,非球面光学元件能够消除球面元件在光束传递过程中产生的球差、慧差、像差等不利影响,在光束聚焦时能减少光能损失,提高聚焦和校准精度,在现代大型光学系统中获得了广泛的应用。采用超精密磨削加工的方法,实现非球面光学元件的精密成形,具有材料去除速率快、便于实现自动化等优点,目前已被国内外多项大型光学系统作为非球面光学元件制造的主工艺使用。超精密磨削加工利用金刚石砂轮,通过机床对砂轮位置的精确控制,按照理论的轨迹进行运动并实现材料的去除。因此,加工过程中,金刚石砂轮的形状误差会完全复印到元件表面,直接影响了元件最终的加工精度。面向于更大口径的非球面光学元件,在超硬光学材料的磨削去除过程中,金刚石砂轮极易磨损。相比于树脂等结合剂砂轮,金属基金刚石砂轮具有更高的耐磨性和形状精度保持性,更加适合于大口径非球面光学元件的加工。
2、但是,金属基金刚石砂轮的高精度高效修整,是目前面临的一个技术难题。
3、中国专利cn108838890a公开了一种金刚石砂轮修整方法,用电镀金刚石砂轮与待修整金刚石砂轮对磨,然后将对磨后的待修整砂轮进行表面清理,即实现了金刚石砂轮的仿形修整,避免了现有技术中采用碳化硅砂轮来修整金刚石砂轮时,碳化硅砂轮消耗过快、修整成本过高的问题。但利用该专利提出的方法修整金刚石砂轮时,电镀金刚石砂轮的超硬金刚石磨粒与待修整金刚石砂轮表面的磨粒相互作用,降低结合剂对金刚石磨粒的把持能力,在加工光学元件时金刚石磨粒脱落在元件表面极易挤压产生深裂纹缺陷。中国专利cn101234483公开了一种金属基球形金刚石砂轮修整装置,砂轮主轴夹持器的下端与砂轮定位驱动系统相连接,砂轮主轴设置在砂轮主轴夹持器内,电极主轴的一端上设有电极锁紧器,电极主轴上的电极锁紧器与砂轮主轴上的砂轮锁紧器相对应设置,可把金刚石砂轮修整为半球形。该发明利用放电效果实现砂轮表面金属结合剂的蚀除,难以实现大口径非球面元件磨削用的大尺寸盘形圆弧截面轮廓金属基金刚石砂轮的高效修整。中国专利cn106625036a公开了一种回转轴对称连续表面树脂基金刚石砂轮超精密磨削方法,在磨削之前及加工过程中对砂轮进行整形和俢锐,并在磨削过程中进行刀具轨迹补偿,步骤一:单点金刚石修整器和al2o3棒对金刚石砂轮修整,步骤二:采用matlab软件生成所需加工的回转轴对称连续表面的横截面轮廓数据点,然后采用精密磨床刀具轨迹生成系统生成砂轮运动轨迹,步骤三:优化加工,步骤四:改善工件面形精度,本发明用于金刚石砂轮超精密磨削领域。该发明难以实现金属基金刚石砂轮的高效修整。
4、已公开的专利主要采用机械切削、磨削或放电等单一的技术方法进行金属基金刚石砂轮的修整,在修整效率、精度以及修整后砂轮表面微观质量方面难以兼顾,不能满足大口径非球面光学元件高效率、超精密、低缺陷成形磨削加工的需求。
5、因此,提供一种金属基金刚石砂轮多能场复合修整装置及其修整方法是本领域技术人员亟需解决的问题。
技术实现思路
1、有鉴于此,本发明提供了一种金属基金刚石砂轮多能场复合修整装置及其修整方法,该装置包括采用碳化硅砂轮磨削修形、电解软化修锐并提高修形效率、超声振动去除砂轮表面粘附氧化层提高电解效率并清除砂轮表面脱落的磨粒,最终实现金属基金刚石砂轮的高效、精密修整。粒度w5、直径400mm、宽度30mm、圆弧半径80mm的金属基金刚石砂轮,修整后的圆弧轮廓误差pv值可以达到2μm~3μm,圆度误差达到1μm以内,满足大口径非球面光学元件超精密成形磨削加工的需求。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种金属基金刚石砂轮多能场复合修整装置,包括:底座,工作台,修整器,立柱,主轴,金刚石砂轮;
4、所述工作台设置在所述底座上,所述修整器通过多个调平机构设置在所述底座上,所述底座上还设置有所述立柱,所述主轴设置在所述立柱的一侧,所述金刚石砂轮设置在所述主轴上,且与所述工作台垂直,所述主轴为所述金刚石砂轮提供转动力。
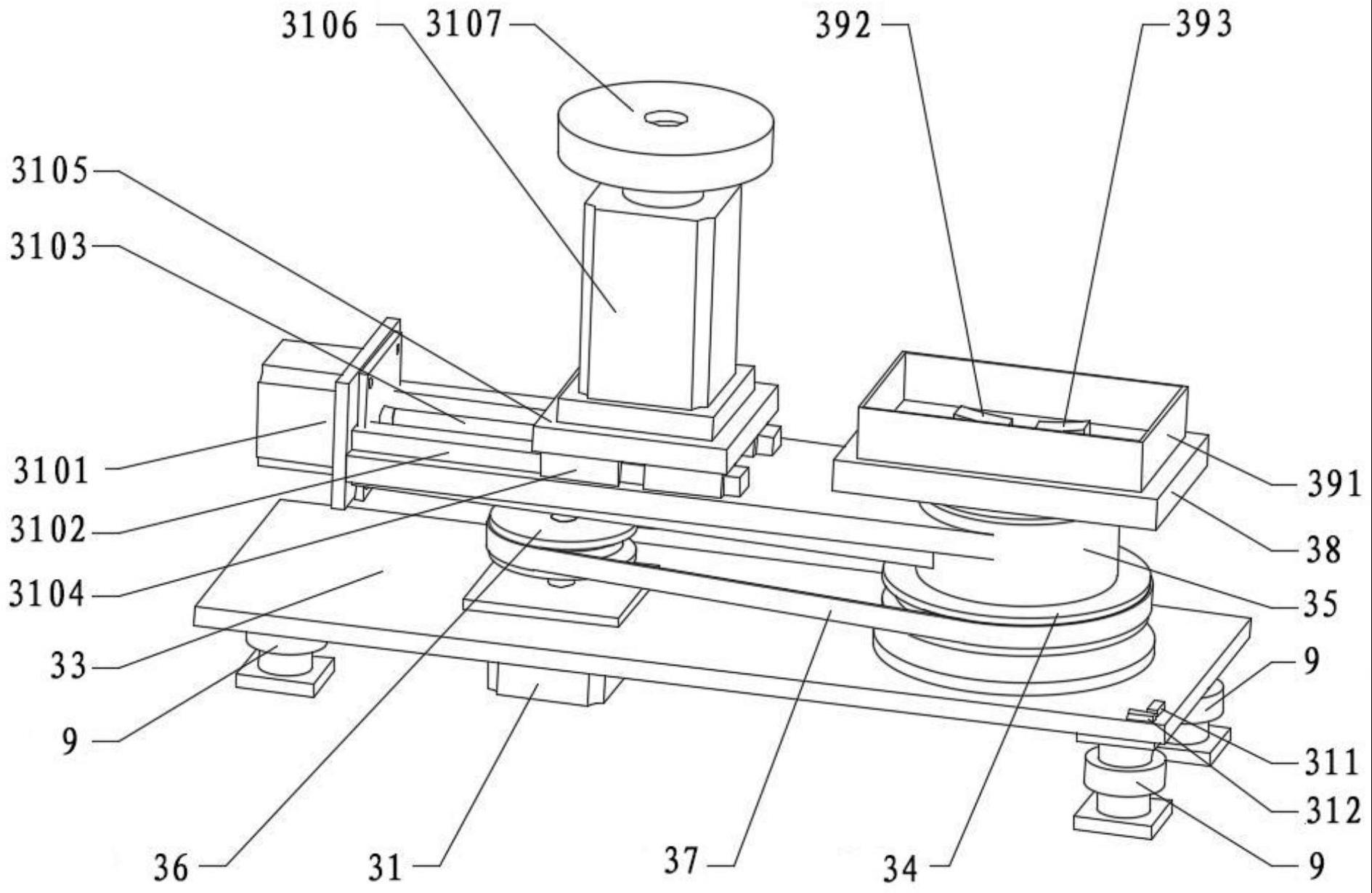
5、优选的,所述修整器具体为:
6、设置有摆动伺服电机和立轴的底板,所述立轴与所述底板一体设置,所述立轴上套设有第一同步带轮和摆臂,所述第一同步带轮和摆臂同步运动,所述摆动伺服电机上设置有第二同步带轮,所述第一同步带轮和所述第二同步带轮通过同步带连接,所述立轴的顶端设置有升降机构,所述升降机构上设置有第一修整机构,所述摆臂上设置有第二修整机构。
7、优选的,所述第一修整机构包括:修整液池,电解阴极,超声振子;
8、所述电解阴极和所述超声振子设置在所述电解液池内,且所述电解阴极与所述超声振子的上表面形貌与所述金刚石砂轮的外表面形貌相适配。
9、优选的,所述第二修整机构具体包括:径向运动伺服电机,径向运动导轨,径向运动丝杆,径向运动滑块,径向运动滑台,修整电机和修整砂轮;
10、所述径向运动伺服电机设置在所述摆臂的端部,所述径向运动伺服电机上连接所述有径向运动丝杆,所述径向运动丝杆与所述摆臂平行,且所述径向运动丝杆两侧平行设置所述有径向运动导轨,所述修整电机固定在所述径向运动滑台上,所述径向运动滑台设置在所述径向运动滑块上,所述径向运动滑块沿所述径向运动导轨滑动,在所述径向运动滑台底部设置有径向运动螺母,所述径向运动螺母和所述径向运动丝杆相适配,在所述径向运动伺服电机的驱动下,使所述径向运动滑块、所述径向运动滑台、所述修整电机及所述修整砂轮沿摆臂径向运动。
11、优选的,所述主轴上还设置有冷却液管道。
12、优选的,所述立轴与所述第一同步带轮、所述摆臂之间设置有径向滚珠轴承和轴向止推轴承。
13、优选的,所述修整器上还设置有纵向水平仪和横向水平仪。
14、优选的,还设置有控制系统,所述控制系统与所述工作台连接。
15、一种金属基金刚石砂轮多能场复合修整方法,具体步骤包括:
16、s1、调平修整器底板:将修整器安装于工作台上,并通过调节调平机构,使横向水平仪和纵向水平仪的读数均在1mm/m以内;
17、s2、设置修整砂轮沿摆臂径向运动的零点,即修整砂轮回转中心与摆臂圆柱轴中心重合点为径向运动的零点,将滑台连同修整电机、修整砂轮沿径向运动到某一位置,使用游标卡尺测量此时修整砂轮回转中心和摆臂上圆柱轴中心的距离l,并在控制系统中将滑台在该处的位置设置为l,设置摆动运动的零点,即当摆臂摆动至径向运动导轨与x轴平行时,为摆臂摆动的零点;
18、s3、安装待修整的圆弧金刚石砂轮和修整砂轮,使用游标卡尺测量修整砂轮的半径rg,假设需要将圆弧金刚石砂轮修整至圆弧半径ra1;
19、s4、控制滑台连同修整电机、修整砂轮沿摆臂径向运动,至位置rg+ra1处;
20、s5、沿y向移动立柱,使金刚石砂轮的中截面与修整砂轮的回转轴线在同一个竖直平面内,并将此时的y坐标设置为0;
21、s6、沿z向移动主轴,使修整砂轮的中截面与金刚石砂轮的回转轴线在同一个水平面内,并将此时的z坐标设置为0;
22、s7、沿x向移动工作台,使修整砂轮外圆周与金刚石砂轮外圆周刚好接触,并将此时的x坐标设置为0;
23、s8、沿水平方向调节平移升降机构,使电解阴极和超声振子在金刚石砂轮正下方,然后向上调节平移升降机构,直至电解阴极、超声振子与金刚石砂轮表面的间隔距离为4mm~6mm;
24、s9、设置金刚石砂轮转速nd和修整砂轮转速ng,设置两者转速之间的关系为rd*nd=(2~3)*rg*ng=40000mm·r/min~60000mm·r/min,式中rd为金刚石砂轮的总半径,rg为修整砂轮半径;
25、s10、设置摆动角度范围±φ,φ由公式(1)计算得到,式中wd为金刚石砂轮的宽度,ε为保证砂轮表面全部都能被修整到而设置的越出距离,取2mm~4mm,ra0为待修整金刚石砂轮的圆弧半径
26、
27、s11、设置摆动进给速度vg,vg≤0.1*rd*nd,设置为200mm/min~300mm/min;
28、s12、设置径向进刀运动速度vf,由公式(2)计算得到,式中,ap为每刀修整深度,vg为摆动进给速度,φ为摆动范围,取0.08mm/min~0.1mm/min
29、
30、s13、向修整液池中补充修整液,修整液为中性导电液体,电解质采用na2co3,修整液的深度刚没过金刚石砂轮的磨料层;
31、s14、开启冷却液,进行砂轮的修整。
32、经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种金属基金刚石砂轮多能场复合修整装置及其修整方法,该装置包括采用碳化硅砂轮磨削修形、电解软化修锐并提高修形效率、超声振动去除砂轮表面粘附氧化层提高电解效率并清除砂轮表面脱落的磨粒,最终实现金属基金刚石砂轮的高效、精密修整。粒度w5、直径400mm、宽度30mm、圆弧半径80mm的金属基金刚石砂轮,修整后的圆弧轮廓误差pv值可以达到2μm~3μm,圆度误差达到1μm以内,满足大口径非球面光学元件超精密成形磨削加工的需求。
- 还没有人留言评论。精彩留言会获得点赞!