复合涂层及其制备方法与流程
1.本发明涉及复合涂层技术领域,具体涉及一种复合涂层及其制备方法。
背景技术:
2.喷水无油螺杆压缩机的转子为马氏体不锈钢材质,在湿硫化氢、含氯离子的服役环境中会发生酸蚀,并且转子表面在水流持续冲刷作用下,发生酸蚀的部位甚至会局部脱落,严重缩短了转子的工作性能及使用寿命。在转子螺旋面表面涂覆耐酸蚀涂层可有效提升转子的耐酸蚀和冲蚀性能,延长转子使用寿命。但是目前市面上大多数涂层都是由同种工艺制备而成,只改变了涂层工艺参数及涂层材料,未能解决单种涂层工艺技术所存在的固有缺陷问题,并且单种涂层存在性能单一的问题,不能满足复杂环境的使用需求。
3.因此,有必要提供一种具有较好的耐酸蚀性和耐冲蚀性的复合涂层的制备方法。
技术实现要素:
4.本发明的目的在于提供一种复合涂层及其制备方法,以获得具有良好耐酸蚀性和耐冲蚀性的复合涂层。
5.为达上述目的,本发明提供如下技术方案:
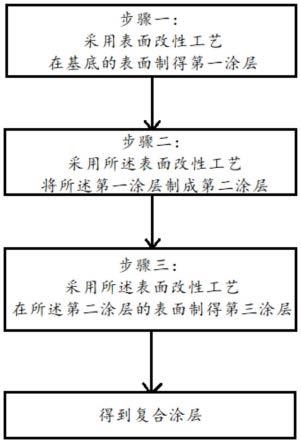
6.一种复合涂层的制备方法,所述制备方法包括以下步骤:
7.步骤一,采用表面改性工艺在基底的表面制得第一涂层;
8.步骤二,采用所述表面改性工艺将所述第一涂层制成第二涂层;
9.步骤三,采用所述表面改性工艺在所述第二涂层的表面制得第三涂层,得到所述复合涂层;
10.其中,所述表面改性工艺包括激光熔覆、物理气相沉积、化学气相沉积、堆焊、渗碳处理和渗氮处理;
11.所述第一涂层、第二涂层和第三涂层的成分包括钛、铬、铝及其碳化物和/或氮化物;
12.所述基底包括铁、铜、钛及其合金。
13.本发明的一些实施例中,所述步骤一中的基底为不锈钢。
14.本发明的一些实施例中,所述步骤一与所述步骤三中采用的所述表面改性工艺均为物理气相沉积,所述步骤二中采用的所述表面改性工艺为激光熔覆。
15.本发明的一些实施例中,所述第一涂层与所述第三涂层的成分为tialcrn、tin和crn中的至少一种,所述第二涂层的成分包括tin和tic。
16.本发明的一些实施例中,所述第二涂层中,tin和tic的质量比为(1~10):(1~10)。
17.本发明的一些实施例中,所述步骤一中,在采用所述表面改性工艺制得所述第一涂层之前,先对所述基底进行表面预处理;
18.在所述步骤三中,在采用所述表面改性工艺制得所述第三涂层之前,先对所述第
二涂层进行所述表面预处理;
19.所述表面预处理包括打磨抛光和清洗。
20.本发明的一些实施例中,所述清洗包括:
21.先后依次采用洗涤剂、清水清洗所述基底,然后分别采用丙醇和无水乙醇对所述基底进行超声清洗。
22.本发明的一些实施例中,所述激光熔覆中采用的工艺参数为:激光功率为1300w~2500w、激光扫描速度为5~20mm/s、送粉速率为10g/min~40g/min、光斑直径为1mm~5mm。
23.本发明的一些实施例中,所述物理气相沉积中采用的工艺参数为:直流功率为1200w~2400w、直流电压为320v~425v、溅射电压为0.3pa~0.8pa、镀膜时间为3~8h、平均膜厚为2~5μm。
24.本发明的一些实施例中,步骤一中,通过物理气相沉积在所述基底的表面制得成分为tialcrn、tin、crn中的至少一种的所述第一涂层;
25.步骤二中,通过激光熔覆,将tin、tic以及所述第一涂层制成所述第二涂层;
26.步骤三中,通过物理气相沉积在所述第二涂层的表面制得成分为tialcrn、tin、crn中的至少一种的所述第三涂层。
27.为达上述目的,本发明还提供以下技术方案:
28.一种复合涂层,采用上述的制备方法制得,并且包括:
29.基底;
30.第二涂层,形成于所述基底之上,包括tialcrn、tin、crn和tic中的至少一种;
31.第三涂层,形成于所述第二涂层之上,包括tialcrn、tin、crn中的至少一种;
32.其中,所述第三涂层的硬度大于所述第二涂层的硬度。
33.与现有技术相比,本发明的技术方案具有以下有益效果:
34.1、本发明提供的复合涂层的制备方法制得了具有良好耐酸蚀性和耐冲蚀性的复合涂层,该制备方法便捷可行具有很好的可操作性,该复合涂层可用于喷水无油螺杆压缩机的转子的防护,以提升转子的耐酸蚀性和耐冲蚀性。
35.2、本发明提供的复合涂层的制备方法中,先在基底表面通过物理气相沉积工艺制得tialcrn涂层,再通过激光熔覆工艺将这一tialcrn涂层与tin/tic混合粉末熔融覆盖在基底表面形成一层复合涂层,然后又通过第二次物理气相沉积工艺在上述复合涂层的表面制得一层新的tialcrn涂层,最终制得一种具有两层结构的复合涂层,并具有良好的耐酸蚀性和耐冲蚀性,可应用于喷水无油螺杆压缩机的转子防护。
附图说明
36.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
37.图1为本发明提供的复合涂层的制备方法的流程示意图;
38.图2为本发明一实施例的提供复合涂层的制备方法各步骤中的复合涂层及基底的结构示意图。
39.本发明说明书附图中的主要附图标记说明如下:
40.1-基底;2-第一涂层;3-第二涂层;4-第三涂层。
具体实施方式
41.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
42.本发明的技术方案提供一种复合涂层及其制备方法,以下分别进行详细说明。需要说明的是,以下实施例的描述顺序不作为对本发明实施例优选顺序的限定。且在以下实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其它实施例的相关描述。
43.实施例1
44.如图1和图2所示,本发明的一些实施例中,一种复合涂层的制备方法,包括以下步骤:步骤一,采用表面改性工艺在基底1的表面制得第一涂层2;步骤二,采用所述表面改性工艺将所述第一涂层2制成第二涂层3;步骤三,采用所述表面改性工艺在所述第二涂层3的表面制得第三涂层4,得到所述复合涂层;其中,所述表面改性工艺包括激光熔覆、物理气相沉积、化学气相沉积、堆焊、渗碳处理和渗氮处理;所述第一涂层、第二涂层和第三涂层的成分包括钛、铬、铝及其碳化物和/或氮化物;所述基底包括铁、铜、钛及其合金。在步骤二中,本发明利用上述多种表面改性工艺中的至少一种,把已制成的第一涂层2作为“原料”而制成新的第二涂层3;即,本发明叠加了两种上述的表面改性工艺以制出整个复合涂层中的里层,也就是上述的第二涂层3,然后又通过上述的表面改性工艺在上述的里层的表面制造出整个复合涂层中的外层,也就是整个复合涂层共包括里层和外层这两个层。上述制备方法获得的复合涂层具有较好的耐酸蚀性和耐冲蚀性。
45.如图2所示,图2(a)表示的是未经过所述表面改性工艺处理的基底1;本发明的一些实施例中,所述步骤一中的基底1为不锈钢,具体可以是316不锈钢,也可根据实际需求采用其它型号的不锈钢。
46.如图2所示,图2(b)表示的是在基底1的表面采用所述表面改性工艺加工制造出第一涂层2,图2(c)表示的是将第一涂层2作为原料制成第二涂层3,图2(e)表示的是在第二涂层3的表面采用所述表面改性工艺加工制造出第三涂层4。
47.本发明的一些实施例中,所述步骤一与所述步骤三中采用的所述表面改性工艺均为物理气相沉积,所述步骤二中采用的所述表面改性工艺为激光熔覆。物理气相沉积工艺(phisical vapor deposition,pvd)是指通过物理手段实现物质转移,通过物理气相沉积,可以实现在一些综合性能相对较弱的母体或者基底上沉积制备出强度更高、具有良好耐磨性、耐酸蚀性等性质的薄膜,并且该些薄膜是由颗粒度极小的微粒组成的,该薄膜能够提升母体或者基底的综合性能表现。但是,物理气相沉积存在绕镀性差的问题,在加工结构复杂的工件时,复杂工件上的细节位置可能无法很好地被涂层覆盖。激光熔覆能够有效解决大多数金属材料表面耐磨性差以及硬度低的问题;但是激光熔覆在处理如tic和tin等陶瓷粉末时,由于该些陶瓷粉末具有流动性差的缺点会导致采用激光熔覆制备陶瓷涂层会具有较大难度,并且激光熔覆技术中还存在熔覆道形状难控制、加工后工件表面不平整、制得的涂
层内部孔隙率高甚至还会有裂纹等问题。首先,本发明先通过物理气相沉积工艺在基底1的表面制出第一涂层2,然后通过激光熔覆将第一涂层2作为本次激光熔覆的“原料”而熔融重铸,以获得所述第二涂层3并作为整个复合涂层中的里层;随后,又通过第二次的物理气相沉积在里层(即第二涂层3)的表面制出第三涂层4(也就是上述的外层)。由于通过物理气相沉积制得的第一涂层2中的颗粒的粒径非常小且具有较好的湿润性和润滑性,使得第一涂层2在激光熔覆阶段可以起到填充孔隙的作用,由此解决了激光熔覆工艺因存在冷却速率较高而导致的孔隙率大的问题。
48.本发明的一些实施例中,所述第一涂层2与所述第三涂层4的成分为tialcrn、tin和crn中的至少一种,所述第二涂层3的成分包括tin和tic。本发明先通过物理气相沉积在基底1的表面制得成分为tialcrn、tin和crn中的至少一种的第一涂层2,此时第一涂层2中的tialcrn、tin和crn中的至少一种的颗粒度可达微米级别,具有该颗粒度的第一涂层2在接下来的激光熔覆中再次熔化并与tic、tin充分融合,冷却后形成所述第二涂层3。也就是说,第二涂层3是先后依次经历了物理气相沉积和激光熔覆两种处理工艺而制得的一种复合涂层,第一次物理气相沉积制得的第一涂层2被用作激光熔覆的“原料”,得到的第二涂层3具有很好的耐酸蚀性。并且,通过物理气相沉积制得的成分为tialcrn、tin和crn中的至少一种的第一涂层2的颗粒粒径小、热膨胀系数大且具有较好的湿润性和润滑性,使其在后续的激光熔覆过程中能够填充到由tin和tic在被激光熔覆时产生的孔隙中。也就是说,本发明利用了“由物理气相沉积工艺制得的tialcrn、tin和crn具有粒径小、热膨胀系数大以及具有良好湿润性和润滑性”这一点,来解决了“tin和tic等陶瓷粉末在进行激光熔覆时容易产生孔隙而削弱涂层强度”的问题,并且上述叠加了物理气相沉积工艺和激光熔覆工艺的复合涂层具有良好的耐酸蚀性。
49.但是,上述的第二涂层3其包括耐冲蚀性等在内的机械强度相对地仍未能满足更严苛的要求标准,因此本发明又通过第二次物理气相沉积手段在该第二涂层3的表面制出成分为tialcrn、tin和crn中的至少一种的第三涂层4并作为整个复合涂层的外层。由物理气相沉积工艺与tialcrn、tin和crn中的至少一种成分制得的第三涂层4,具有较高的硬度和较好的耐冲蚀性,使得复合涂层整体在表现出较好的耐酸蚀性的同时,也表现出更好的包括耐冲蚀性等在内的机械强度,提高了整个复合涂层的综合性能。
50.本发明的一些实施例中,所述第二涂层3中,tin和tic的质量比为(1~10):(1~10)。具体的,tin和tic的质量比可以为9:1、8:2、7:3、6:4、2:1或者1:1中的任一项。
51.本发明的一些实施例中,通过tin和tic的不同粉末质量配比,建立了激光熔覆温度场仿真模型。具体的,以316不锈钢为基底,将涂层的总厚度设为2mm,tin和tic的粉末质量配比分别为tin/tic:9/1、8/2、7/3、6/4;模拟得知,根据上述配比得到的熔池深度分别是2.5mm、4.1mm、2.4mm和2.7mm,而熔池宽度分别是18.8mm、17.6mm、19.8mm和20.8mm。由本领域的公知常识可知,熔池越深那么熔覆区对基底的影响越大,即激光熔覆的热影响区范围越大,这将影响甚至改变基底本身的结构以及性能,不利于熔覆后工件整体的性能和使用,因此需要尽可能地减小熔池的深度;另外,在其它条件参数一致的前提下,希望熔池的宽度越大越好,因为这意味着激光熔覆影响的水平范围更大,从而提高熔覆效率。因此,根据上述仿真模型结果数据可知,在tin和tic的粉末质量配比为7:3时,在制备第二涂层3的过程中,激光熔覆产生的熔池深度最小,对基底1的影响最小,并且熔池宽度也相对较大从而保
证了较好的熔覆效率,因此7:3可作为tin和tic的一个优选的粉末质量配比。
52.本发明的一些实施例中,所述步骤一中,在采用所述表面改性工艺制得所述第一涂层2之前,先对所述基底1进行表面预处理;在所述步骤三中,在采用所述表面改性工艺制得所述第三涂层4之前,先对所述第二涂层3进行所述表面预处理;所述表面预处理包括打磨抛光和清洗。如图2(c)和(d)所示,第二涂层3在制备成型之后表面较为粗糙,平整度较差,经过上述的打磨抛光处理后变得平整,以供后续加工出第三涂层4。
53.具体的,在打磨抛光一步中,先后依次用规格为120#、240#、400#、800#和1000#的砂纸对样品表面打磨,然后用粒径为0.5~1.2μm的金刚石对样品进行抛光,再用酒精以超声清洗的方式清洁经过打磨和抛光处理的样品,吹干后待用。通过打磨抛光,使基底1的表面粗糙度小于ra0.02,以达到后续物理气相沉积所需标准。
54.值得说明的是,在采用第二次物理气相沉积制备第三涂层之前,在打磨抛光的过程中,可除去一部分由激光熔覆制备第二涂层的过程中产生的孔隙,由此进一步地优化改善了激光熔覆工艺制得的涂层中孔隙率高的问题,使第二涂层的孔隙率进一步降低,从而使得第二涂层以及整个复合涂层的包括耐腐蚀性和耐冲蚀性等综合性能得到进一步提高。因此,本发明先用物理气相沉积制得第一涂层2,再用激光熔覆将第一涂层2熔化并与陶瓷粉末混合后制得第二涂层3,此时第二涂层3内的孔隙率较低,再在第二涂层3的表面以第二次物理气相沉积制得第三涂层4,以增强复合涂层的综合性能。
55.本发明的一些实施例中,所述清洗包括:先后依次采用洗涤剂、清水清洗所述基底,然后分别采用丙醇和无水乙醇对所述基底进行超声清洗。该洗涤剂可采用市面上可获得的专门用于金属的常规洗涤剂。
56.本发明的一些实施例中,所述激光熔覆中采用的工艺参数为:激光功率为1300w~2500w、激光扫描速度为5~20mm/s、送粉速率为10g/min~40g/min、光斑直径为1mm~5mm。示例性地,激光功率可以是1300w、1500w、1600w、1700w、1800w、2100w、2350w中的任意一个;激光扫描速度可以是8mm/s、10mm/s、12mm/s、15mm/s或者18mm/s中的任意一个;送粉速率为15g/min、20g/min、25g/min、30g/min或者35g/min中的任意一个;光斑直径为2mm、3mm或者4mm中的任意一个。
57.本发明的一些实施例中,所述物理气相沉积中采用的工艺参数为:直流功率为1200w~2400w、直流电压为320v~425v、溅射电压为0.3pa~0.8pa、镀膜时间为3~8h、平均膜厚为2~5μm。示例性地,直流功率为1350w、1500w、1750w、2000w或者2200w中的任意一个;直流电压为335v、350v、375v或者400v中的任意一个;溅射电压为0.4pa、0.5pa、0.6pa或者0.7pa中的任意一个;镀膜时间为4h、5h、6h或者7h中的任意一个;平均膜厚为3μm或者4μm。
58.本发明的一些实施例中,步骤一中,通过物理气相沉积在所述基底1的表面制得成分为tialcrn、tin、crn中的至少一种的所述第一涂层2;步骤二中,通过激光熔覆,将tin、tic以及所述第一涂层2制成所述第二涂层3;步骤三中,通过物理气相沉积在所述第二涂层3的表面制得成分为tialcrn、tin、crn中的至少一种的所述第三涂层4。
59.值得说明的是,在步骤二利用激光熔覆将tin、tic以及所述第一涂层2制成所述第二涂层3时,第一涂层2在激光作用下熔化了,并且熔化的第一涂层2中的成分(即tialcrn、tin、crn中的至少一种)与tin、tic发生充分融合;并且,由于第一涂层2是通过物理气相沉积制得的,而由物理气相沉积制得的tialcrn、tin、crn是微米级的颗粒,具有很好的湿润性
和润滑性,可以在激光熔覆的过程中与tin、tic的粉末颗粒更好地融合,从而减少了由激光熔覆工艺自身固有属性造成的加工后涂层内部的孔隙率;换句话说,本发明先用物理气相沉积制出成分为tialcrn、tin、crn中的至少一种的第一涂层2,再利用激光熔覆把第一涂层2作为制备第二涂层3的“原料”,并且该“原料”在与tin和tic在经受激光熔覆处理时可以表现出很好的润滑性,从而减少了加工后涂层内的孔隙率。
60.本发明的一些实施例中,所述第三涂层4可以通过化学气相沉积的方式制得,具体是:先将具有第二涂层3的样品在质量配比为koh:k3(fe(cn)6):h2o=(0.1~2):(0.1~2):(9~12)的murakami溶液中25~40min,然后将样品放在体积配比为3:7的浓hcl:h2o2的caro混合酸溶液中25~40min以刻蚀,再用金刚石微粉研磨该样品,随后在丙酮中超声清洗至少5min,最后通过热丝化学气相沉积法在第二涂层3的表面制得成分为金刚石的第三涂层4,以进一步增强所述复合涂层的硬度和耐磨性。
61.实施例2
62.如图2所示,一种复合涂层,采用如实施例1中所述的制备方法制得,并且包括:基底1;第二涂层3,形成于所述基底1之上,包括tialcrn、tin、crn和tic中的至少一种;第三涂层4,形成于所述第二涂层3之上,包括tialcrn、tin、crn中的至少一种;其中,所述第三涂层4的硬度大于所述第二涂层的硬度,以令位于最外层的第三涂层4发挥其耐冲蚀、耐磨损的作用。
63.值得说明的是,本发明的一些实施例中,第三涂层4是由物理气相沉积值得的tialcrn,因而第三涂层4也具有良好的耐腐蚀性,但不如由上述制备方法制得的第二涂层3,但该第三涂层4的硬度仍然高于由上述制备方法制得的第二涂层3,因此可以视作:令第三涂层4位于最外侧发挥其硬度优势,待其被腐蚀至令第二涂层3裸露于环境中时,则轮到第二涂层3发挥保护基底1的耐腐蚀作用。
64.实施例3
65.与实施例2基本相同,区别仅在于:
66.以316不锈钢为基底,制得编号为1至6的样品,其中编号1的样品是未作任何涂层处理的316不锈钢本身,编号2的样品是仅采用了一次物理气相沉积制得的、成分为tialcrn、厚度为3μm的涂层,编号3是仅采用了激光熔覆制得的、成分为tin和tic、厚度为200μm的涂层,编号4是采用了本发明提供的制备方法制得的、制备第一涂层和第三涂层时的原料成分均为crn且制备第二涂层时的原料成分为tic和tin、厚度为200μm的涂层,编号5是采用了本发明提供的制备方法制得的、制备第一涂层和第三涂层时的原料成分均为tin且制备第二涂层时的原料成分为tic和tin、厚度为200μm的涂层,编号6是采用了本发明提供的制备方法制得的、制备第一涂层和第三涂层时的原料成分均为tialcrn且制备第二涂层时的原料成分为tic和tin、厚度为200μm的涂层。
67.根据astm g76-2013相关冲蚀标准,分别对上述六种样品(每个样品中316不锈钢部分的尺寸均为25*25*5mm)进行30
°
,60
°
及90
°
的不同角度冲蚀处理,采用的冲蚀粉末为粒径为50μm的氧化铝颗粒,冲蚀流速为0.033g/s,冲蚀时间为5min,并得到以下的表1。
68.表1编号1至6样品的冲蚀损失
[0069][0070]
如表1所示,采用本发明提供的制备方法制得的编号4至6的样品在冲蚀实验中发生的冲蚀损失更少,表现出更好的耐冲蚀性能;因此,本发明提供的制备方法可应用于喷水无油螺杆压缩机的转子防护中,所述制备方法获得的涂层可以增强转子的耐冲蚀性能。
[0071]
如表1所示,编号6的样品的酸蚀量小于编号4与编号5的样品,这说明:在以激光熔覆将tic和tin制成第二涂层的前提下,采用tialcrn作为第一涂层和第三涂层的成分时,可使得整个复合涂层获得更好的耐冲蚀性能。因为,tialcrn相对于tin和crn增加了al元素,由于al原子置换了tin涂层中一部分ti原子及crn涂层中一部分cr原子后,使涂层中的晶格发生充分的畸变,充分的晶格畸变导致晶界增多和位错较多不易滑移,使所得涂层材质的耐磨性能和硬度得到提高,也就提高了整个涂层的耐冲蚀性能;由ti、al、cr多种元素形成的多元复合涂层,综合了各个金属元素的优异性能,涂层性能得到极大提升。因此,作为本发明的一种优选的实施方式,所述第一涂层与所述第三涂层的成分均包括tialcrn,所述第二涂层的成分包括tic和tin,以使得整个复合涂层获得更好的耐冲蚀性能。
[0072]
实施例4
[0073]
与实施例2基本相同,区别仅在于:
[0074]
以316不锈钢为基底,制得编号为7至12的样品,其中编号7的样品是未作任何涂层处理的316不锈钢本身,编号8的样品是仅采用了一次物理气相沉积制得的、成分为tialcrn、厚度为3μm的涂层,编号9是仅采用了激光熔覆制得的、成分为tin和tic、厚度为200μm的涂层,编号10是采用了本发明提供的制备方法制得的、制备第一涂层和第三涂层时的原料成分均为crn且制备第二涂层时的原料成分为tic和tin、厚度为200μm的涂层,编号11是采用了本发明提供的制备方法制得的、制备第一涂层和第三涂层时的原料成分均为tin且制备第二涂层时的原料成分为tic和tin、厚度为200μm的涂层,编号12是采用了本发明提供的制备方法制得的、制备第一涂层和第三涂层时的原料成分均为tialcrn且制备第二涂层时的原料成分为tic和tin、厚度为200μm的涂层。
[0075]
根据gb/t 40338-2021的酸蚀实验标准,在室温(28℃)采用浓度为13.5g/l的浓盐酸对上述编号7至12的样品进行总时长为30d的酸蚀实验,其中,在第3d、第7d和第30d的酸蚀实验期间对上述样品进行称重,以获取上述样品的质量损失情况,进而得到下表2。
[0076]
表2编号7至12样品的冲蚀损失
[0077][0078][0079]
如表2所示,采用本发明提供的制备方法制得的编号10至12的样品在酸蚀实验中发生的酸蚀损失更少,表现出更好的耐酸蚀性能;因此,本发明提供的制备方法可应用于喷水无油螺杆压缩机的转子防护中,所述制备方法获得的涂层可以增强转子的耐酸蚀性能。
[0080]
如表2所示,编号12的样品的酸蚀量小于编号10与编号11的样品,这说明:在以激光熔覆将tic和tin制成第二涂层的前提下,采用tialcrn作为第一涂层和第三涂层的成分时,可使整个复合涂层获得更好的耐酸蚀性能。因为,tialcrn相对于tin和crn增加了al元素,由于al原子置换了tin涂层中一部分ti原子及crn涂层中一部分cr原子后,使涂层中的晶格发生充分的畸变,充分的晶格畸变导致晶界增多和位错较多不易滑移,使所得涂层材质的耐酸蚀性能得到提升;由ti、al、cr多种元素形成的多元复合涂层,综合了各个金属元素的优异性能,涂层性能得到极大提升。因此,作为本发明的一种优选的实施方式,所述第一涂层与所述第三涂层的成分均包括tialcrn,所述第二涂层的成分包括tic和tin,以使整个复合涂层获得更好的耐酸蚀性能。
[0081]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。此外,说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1