铸件制造用结构体的制作方法
本发明涉及铸件制造用结构体。
背景技术:
1、在铸件的制造中,通常,用铸造砂形成内部具有模腔的铸模,并且将对该模腔中供给金属熔液的浇口杯、直浇口、浇道(横浇口)和堰(内浇口)以与该模腔连通的方式形成,并且形成与外部连通的通气孔、补缩冒口、溢流冒口。在模腔内有时也配置有模芯。本申请人先提案有,能够作为浇道或溢流冒口使用的铸件制造用结构体(专利文献1)。专利文献1中记载的铸件制造用结构体具有筒状的主干部和与该主干部连续设置(连设)的嵌合部,主干部和嵌合部具有筒状的主体部和形成在该主体部的内表面的覆盖层。
2、另外,专利文献2中记载有排水管用的接头。专利文献2的接头的横截面形状,在排水管的轴向上从正圆形状变化为卵形。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2021-70052号公报
6、专利文献2:日本特开2019-190239号公报
技术实现思路
1、本发明涉及一种筒状的铸件制造用结构体。
2、优选上述铸件制造用构造体具有筒状的主体部和覆盖该主体部的内周面的覆盖层。
3、优选上述主体部和上述覆盖层的至少一者在上述铸件制造用结构体的周向上厚度存在变化。
4、优选上述主体部和上述覆盖层的至少一者具有从厚度最小的最小厚度部去往厚度最大的最大厚度部厚度增大的厚度分布。
5、本发明涉及一种铸钢铸件的制造方法。
6、优选上述铸钢铸件的制造方法包括将铸件制造用结构体埋设在铸造砂中,制造铸模的铸模制造工序;和在上述铸模中浇注溶融金属的浇注工序。
7、优选在上述铸模制造工序中,作为至少一个上述铸件制造用结构体,使用本发明的铸件制造用结构体。
8、本发明涉及一种铸模的制造方法。
9、优选上述铸模的制造方法包括将铸件制造用结构体埋设在铸造砂中的工序。优选上述铸模的制造方法,作为至少一个上述铸件制造用结构体使用本发明的铸件制造用结构体。
10、本发明涉及一种铸件的制造方法。
11、优选在上述铸件的铸造方法中,向埋设在铸造砂中的铸件制造用结构体浇注溶融金属来制造铸件。
12、优选上述铸件制造用结构体的至少一个为本发明的铸件制造用结构体。
13、优选上述的铸钢铸件的制造方法、铸模的制造方法或者铸件的制造方法具有下述(1)或者(2)。
14、(1)将上述结构体以在该结构体内流动的溶融金属相比上述最小厚度部而与上述最大厚度部较强地碰撞的方向配置,或者以上述最小厚度部和上述最大厚度部之中的该最大厚度部侧位于在该结构体内流动的溶融金属的流速较快一侧的方向配置。
15、(2)将上述结构体以上述最大厚度部位于铅直方向下侧的方式配置。
16、本发明涉及一种铸件制造用结构体的制造方法。
17、优选要制造的铸件制造用结构体具有筒状的主体部和覆盖该主体部的内周面的覆盖层,上述主体部和上述覆盖层的至少一者在上述铸件制造用结构体的周向上厚度存在变化。
18、优选厚度存在变化的上述主体部或者上述覆盖层具有从厚度最小的最小厚度部去往厚度最大的最大厚度部厚度增大的厚度分布。
19、优选要制造的铸件制造用结构体为本发明的铸件制造用结构体且上述覆盖层具有上述厚度分布。
20、优选上述铸件制造用结构体的制造方法具有抄纸工序,其向利用一对分型模构成且内表面被抄纸网覆盖的成型用模具内,供给包含纤维的原料浆料,使该原料浆料中包含的该纤维堆积在该抄纸网上,制作含水状态的主体部。
21、优选上述铸件制造用结构体的制造方法具有使含水状态的上述主体部干燥的干燥工序。
22、优选上述铸件制造用结构体的制造方法具有在干燥了的上述主体部的内周面形成覆盖层的覆盖层形成工序。
23、优选上述覆盖层形成工序中,向上述主体部的内侧注入涂布液组合物后,在将该主体部以该主体部的轴向相对于铅直方向倾斜的状态静置的状态下,在该主体部的内侧形成由上述涂布液组合物构成的上述覆盖层。
24、本发明涉及一种铸件制造用结构体的制造方法。
25、优选要制造的铸件制造用结构体具有筒状的主体部和覆盖该主体部的内周面的覆盖层,上述主体部和上述覆盖层的至少一者在上述铸件制造用结构体的周向上厚度存在变化。
26、优选厚度存在变化的上述主体部或者上述覆盖层具有从厚度最小的最小厚度部去往厚度最大的最大厚度部厚度增大的厚度分布。
27、优选要制造的铸件制造用结构体为本发明的铸件制造用结构体且上述主体部具有上述厚度分布。
28、优选上述铸件制造用结构体的制造方法具有抄纸工序,其向利用一对分型模构成且内表面被抄纸网覆盖的成型用模具内,供给包含纤维的原料浆料,使该原料浆料堆积在该抄纸网上,制作含水状态的主体部。
29、优选上述铸件制造用结构体的制造方法具有使含水状态的上述主体部干燥的干燥工序。
30、优选上述铸件制造用结构体的制造方法具有在干燥了的上述主体部的内周面形成覆盖层的覆盖层形成工序。
31、优选上述的铸件制造用结构体的制造方法包括下述(3)~(5)中的任一项或者2项以上。
32、(3)上述抄纸网在覆盖一个上述分型模的内表面的上述抄纸网、与覆盖另一个上述分型模的内表面的上述抄纸网中的网孔径不同。
33、(4)上述抄纸工序具有将上述成型用模具内进行减压抽吸,使堆积在上述抄纸网上的含水状态的上述主体部脱水的脱水工序。优选在上述脱水工序中,使一个上述分型模侧的减压抽吸力与另一个上述分型模侧的减压抽吸力不同。
34、(5)上述抄纸工序在以一个述分型模和另一个上述分型模在铅直方向上排列的方式、或者要制作的含水状态的上述主体部的轴向成为水平方向的方式,配置一对上述分型模的状态下进行。
技术特征:
1.一种铸件制造用结构体,其为筒状的铸件制造用结构体,其特征在于:
2.如权利要求1所述的铸件制造用结构体,其特征在于:
3.如权利要求2所述的铸件制造用结构体,其特征在于:
4.如权利要求2或3所述的铸件制造用结构体,其特征在于:
5.如权利要求1~4中任一项所述的铸件制造用结构体,其特征在于:
6.如权利要求1~5中任一项所述的铸件制造用结构体,其特征在于:
7.如权利要求1~6中任一项所述的铸件制造用结构体,其特征在于:
8.如权利要求7所述的铸件制造用结构体,其特征在于:
9.如权利要求7或8所述的铸件制造用结构体,其特征在于:
10.如权利要求1~6中任一项所述的铸件制造用结构体,其特征在于:
11.如权利要求1~10中任一项所述的铸件制造用结构体,其特征在于:
12.如权利要求11所述的铸件制造用结构体,其特征在于:
13.如权利要求11或12所述的铸件制造用结构体,其特征在于:
14.如权利要求1~13中任一项所述的铸件制造用结构体,其特征在于:
15.如权利要求1~14中任一项所述的铸件制造用结构体,其特征在于:
16.如权利要求1~15中任一项所述的铸件制造用结构体,其特征在于:
17.如权利要求16所述的铸件制造用结构体,其特征在于:
18.如权利要求17所述的铸件制造用结构体,其特征在于:
19.如权利要求17所述的铸件制造用结构体,其特征在于:
20.如权利要求1~19中任一项所述的铸件制造用结构体,其特征在于:
21.如权利要求1~20中任一项所述的铸件制造用结构体,其特征在于:
22.如权利要求1~21中任一项所述的铸件制造用结构体,其特征在于:
23.如权利要求1~22中任一项所述的铸件制造用结构体,其特征在于:
24.如权利要求1~23中任一项所述的铸件制造用结构体,其特征在于:
25.如权利要求1~23中任一项所述的铸件制造用结构体,其特征在于:
26.一种铸钢铸件的制造方法,其包括:
27.一种铸钢铸件的制造方法,其包括:
28.一种铸模的制造方法,其包括将铸件制造用结构体埋设在铸造砂中的工序,该铸模的制造方法的特征在于:
29.一种铸模的制造方法,其包括将铸件制造用结构体埋设在铸造砂中的工序,该铸模的制造方法的特征在于:
30.一种铸件的制造方法,其对埋设在铸造砂中的铸件制造用结构体浇注溶融金属,该铸件的制造方法的特征在于:
31.一种铸件的制造方法,其对埋设在铸造砂中的铸件制造用结构体浇注溶融金属,该铸件的制造方法的特征在于:
32.一种铸件制造用结构体的制造方法,其制造权利要求1~25中任一项所述的且所述覆盖层具有所述厚度分布的铸件制造用结构体,该铸件制造用结构体的制造方法的特征在于:
33.一种铸件制造用结构体的制造方法,其制造权利要求1~25中任一项所述的且所述主体部具有所述厚度分布的铸件制造用结构体,该铸件制造用结构体的制造方法的特征在于,包括:
34.一种铸件制造用结构体的制造方法,其制造权利要求1~25中任一项所述的且所述主体部具有所述厚度分布的铸件制造用结构体,该铸件制造用结构体的制造方法的特征在于,包括:
技术总结
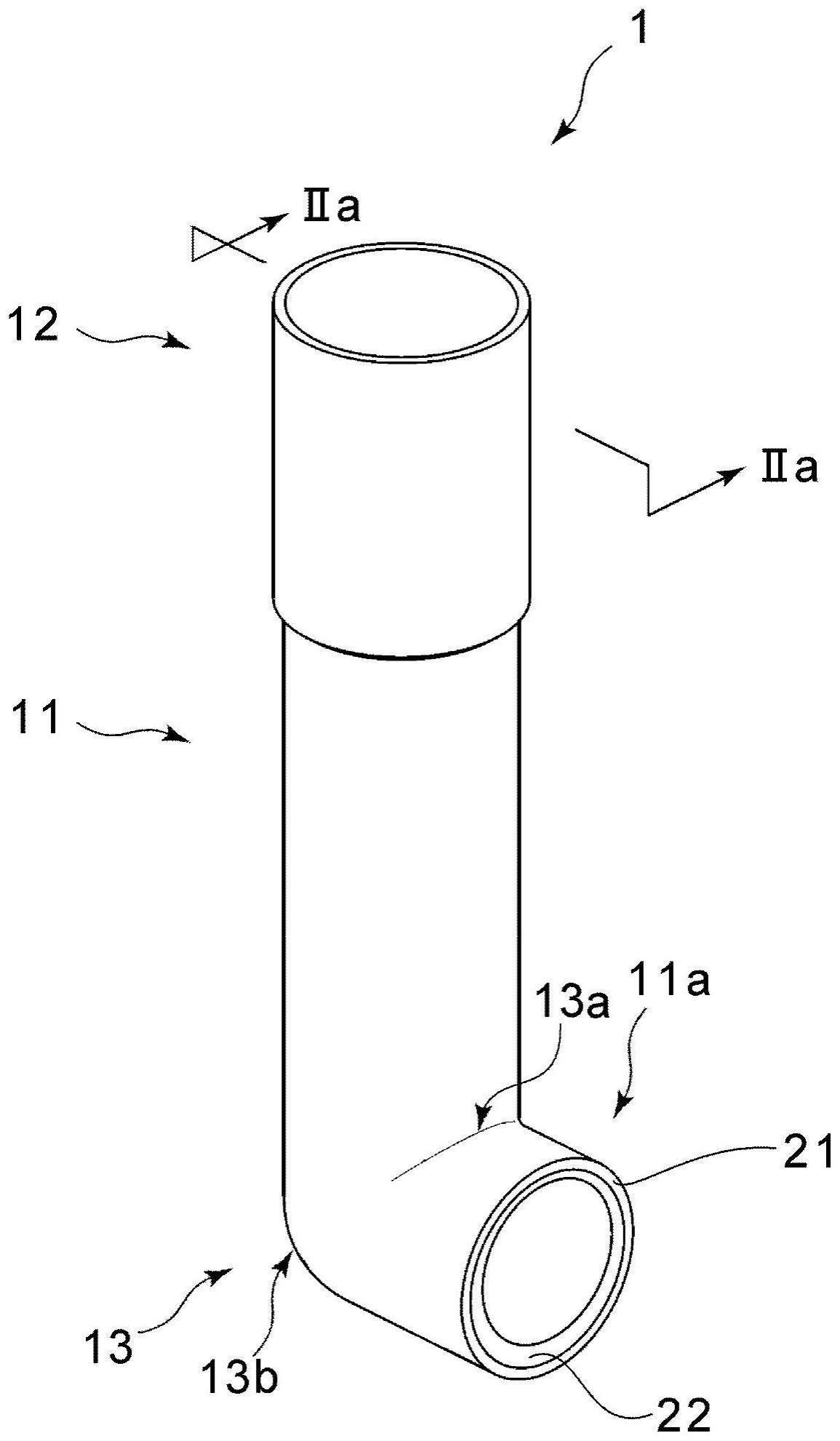
本发明提供一种筒状的铸件制造用结构体(1),其具有筒状的主体部(21)和覆盖主体部(21)的内周面的覆盖层(22),主体部(21)和覆盖层(22)的至少一者在铸件制造用结构体(1)的周向(R)上厚度存在变化,主体部(21)和覆盖层(22)的至少一者具有厚度最小的最小厚度部(22a)和厚度最大的最大厚度部(22b)。
技术研发人员:木部义幸,松浦杰,池永春树,森俊彦
受保护的技术使用者:花王株式会社
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!