一种冷轧薄板快速加工系统
1.本发明涉及金属板材加工制造技术领域,尤其涉及一种冷轧薄板快速加工系统及工艺。
背景技术:
2.传统的采用可逆轧机生产冷轧薄板的工艺流程是热轧卷-酸洗-轧制-脱脂(含烘干)-退火-平整-精整。具有以下缺陷:(1)各个工序单独运行,间歇生产,尤其是后续的脱脂、退火、平整等工序均分别独立运行,存在流程长、周期长、效率低、定员多、占地大的问题。例如公开号为cn107009108a的中国专利中公开的一种冷轧钢板冲孔网短流程生产方法,其主要是:原料热轧带钢经过酸洗及轧制前处理后,进行冷轧和连续退火处理,再进入冲压工序进行冲孔,清洁和表面处理后剪切定尺,最终得到冲孔网板或冲孔网卷。上述冷轧钢板冲孔网短流程生产方法的设备主要包括冷连轧机组、清洗机组、入口活套、连续退火机组、出口活套、平整机组、冲压机、矫直机、清洁设备、表面处理设备、剪切机、卷取机或成品垛板台,该工艺为断续生产,清洗脱脂工序到平整工序的总加工时间较长。(2)其中用时最长的退火工序采用的罩式退火工艺处理周期更是长达3天左右,现有技术例如公开号为cn103700641b的一种引线框架用钢带及其生产方法、公开号为cn110066910a的一种超高强钢冷硬卷的处理方法,暴露出时间长、控制复杂、效率低,能耗高、作业率低,产品规格单一的问题。
技术实现要素:
3.本发明要解决上述现有技术存在的问题,提供一种冷轧薄板快速加工系统及工艺,旨在将冷轧好的薄板的后续处理在一个工序中完成,通过集成脱脂、烘干、退火、平整功能为一个连续工序,实现连续化作业,即直接在脱脂后直接采用电磁感应加热替代常规的烘干、退火工序,将脱脂、烘干、退火、平整工序融合为一体,时间缩短至1-5h,生产效率大大提高。
4.本发明解决其技术问题采用的技术方案:一种冷轧薄板快速加工系统,包括箱体,箱体的左右两端分别设有进口和出口,所述箱体的内腔从左到右连续设置有脱脂段、热处理段和平整段,所述热处理段由加热段、均热段和冷却段三部分组成,所述脱脂段与进口相连通,所述脱脂段和加热段、均热段和冷却段、冷却段和平整段之间均设置隔板,隔板上均设有供薄板通过的连通口,所述平整段与出口相连通,所述脱脂段内设有用于清洁薄板表面污物及油脂的脱脂清洗装置,所述加热段和均热段内设有用于对薄板进行加热的矩形感应线圈,矩形感应线圈与高频发生器电性连接,所述加热段上设有用于通入保护气体的充气保护装置,所述冷却段内设有用于对薄板进行快速降温处理的冷却装置,所述平整段内设有用于平整薄板的轧机。
5.进一步完善,所述脱脂段长度≤10m,所述加热段和均热段总长度为5m,所述冷却段长度为15m,所述平整段长度为10m。
6.进一步完善,所述薄板运行方向上矩形感应线圈的长度为5m,矩形感应线圈截面与薄板之间的间隙≤20mm。
7.进一步完善,所述矩形感应线圈包括u型铜管和可伸缩导电管,若干个u型铜管进行上下排列分布,并且上下相邻的u型铜管通过可伸缩导电管进行串联,上下设置的u型铜管的内侧分别固定连接有绝缘隔热升降板和绝缘隔热支撑板,绝缘隔热升降板和绝缘隔热支撑板之间通过所述薄板,所述绝缘隔热升降板与箱体内壁之间设有升降控制机构,绝缘隔热升降板上安装有与升降控制机构电线连接的距离传感器,所述绝缘隔热支撑板与箱体内壁之间设有固定支架,所述绝缘隔热支撑板的上侧表面转动安装有用于支撑薄板的滚动支撑机构。
8.进一步完善,还包括冷却水循环系统,冷却水循环系统包括冷却水内部循环管路、冷却水外部循环管路以及设置在冷却水内部循环管路和冷却水外部循环管路之间的换热器,冷却水内部循环管路与u型铜管相连接,所述换热器包括外罐体、内罐体、转轴和旋转电机,所述转轴贯穿外罐体、内罐体中心轴线,转轴的一端连接旋转电机,所述外罐体和内罐体之间具有夹层,所述外罐体的上下两端均设有外部冷却水接口和内部冷却水接口,外部冷却水接口与夹层相连通,内部冷却水接口与内罐体相连通,所述内罐体由若干个封闭的换热筒体间隔排列组成,相邻的换热筒体之间通过若干根周向分布的散热管进行连通,所述换热筒体的中部设有内凹形成的外v型凹槽和内连通口,内连通口上设有与转轴固定连接的第一增压涡轮,所述换热筒体的外壁上固定安装有导流散热片,导流散热片的内端延伸设置于外v型凹槽内,导流散热片的外端与外罐体内壁固定连接,所述外罐体的两端内部均设有与转轴固定连接的第二增压涡轮。
9.进一步完善,所述散热管的外围罩有散热导流网筒,散热导流网筒的两端与换热筒体固定连接,散热导流网筒的直径与换热筒体的之间相同,所述散热管的内围设有与转轴固定连接的搅拌凸轮。
10.进一步完善,所述充气保护装置包括进气阀和两个蛇形喷气管,蛇形喷气管与进气阀通过柔性气管进行连通,两个所述蛇形喷气管分别固定安装在绝缘隔热升降板和绝缘隔热支撑板的外侧壁面上,蛇形喷气管上间隔设置有若干个喷头,绝缘隔热升降板和绝缘隔热支撑板上相应设有与喷头相连通的喷口。
11.进一步完善,所述滚动支撑机构包括固定套、调节螺钉、升降支杆和陶瓷滚轮,所述固定套与绝缘隔热支撑板固定连接,固定套下端螺纹连接调节螺钉,固定套上端滑动安装升降支杆,升降支杆上端转动安装陶瓷滚轮,升降支杆下端面设有第一齿圈,调节螺钉的上端面设有第二齿圈,第一齿圈与第二齿圈之间啮合有若干个周向分布的行星齿轮,行星齿轮转动连接齿轮架,齿轮架与固定套之间为轴向滑动、轴向固定连接。
12.进一步完善,所述可伸缩导电管包括外绝缘波纹管、内防水波纹管和两个固定端盖,两个固定端盖分别固定设置在外绝缘波纹管、内防水波纹管的两端,外绝缘波纹管和内防水波纹管之间设有导电软管,固定端盖与u型铜管螺纹固定连接,固定端盖内设有与u型铜管相接触的导电环,导电环与导电软管电线连接。
13.进一步完善,所述冷却装置包括分布在冷却段的上下两侧内壁上的若干个喷嘴。
14.本发明有益的效果是:
15.1、本发明将脱脂、退火、平整模块集成为一体,集成度高、工序少,实现了连续化作
业生产,具有效率高和时间短的优点;
16.2、采用高频感应快速加热,并采用氢气做气氛保护控制,加热速度快、效率高,由传统的72h以上,缩短至5h以内;通入氢气气氛可控,表面质量高;电磁感应加热速度快,组织晶粒细化、改善性能;完成了常规的脱脂后烘干功能及罩式退火加热、保温功能;
17.3、降温过程通过冷却介质直接换热,冷却方式灵活,根据性能要求调整采用冷却介质,冷却速度快慢根据产品性能可灵活调整,实现产品规格多样化。
附图说明
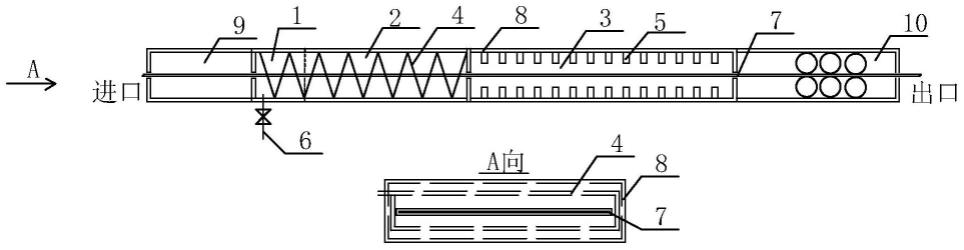
18.图1为本发明的结构示意图;
19.图2为高频感应加热器的结构示意图;
20.图3为二节绝缘隔热铰链板的结构示意图;
21.图4为滚动支撑机构的结构示意图;
22.图5为可伸缩导电管的结构示意图;
23.附图标记说明:1、加热段,2、均热段,3、冷却段,4、感应线圈,5、喷嘴,6、进气阀,7、薄板,8、箱体,9、脱脂段,10、平整段,11、u型铜管,12、可伸缩导电管,13、绝缘隔热升降板,14、绝缘隔热支撑板,15、二节绝缘隔热铰链板,16、升降控制机构,17、距离传感器,18、固定支架,19、滚动支撑机构,20、外绝缘波纹管,21、内防水波纹管,22、固定端盖,23、导电软管,24、导电环,25、冷却水内部循环管路,26、冷却水外部循环管路,27、换热器,28、外罐体,29、内罐体,30、转轴,31、旋转电机,32、夹层,33、外部冷却水接口,34、内部冷却水接口,35、换热筒体,36、散热管,37、外v型凹槽,38、内连通口,39、第一增压涡轮,40、导流散热片,41、第二增压涡轮,42、散热导流网筒,43、搅拌凸轮,44、蛇形喷气管,45、喷头,46、喷口,47、固定套,48、调节螺钉,49、升降支杆,50、陶瓷滚轮,51、第一齿圈,52、第二齿圈,53、行星齿轮,54、齿轮架。
具体实施方式
24.下面结合附图对本发明作进一步说明:
25.参照附图1:本实施例中一种冷轧薄板快速加工系统,包括箱体8,箱体8的左右两端分别设有进口和出口,所述箱体8的内腔从左到右连续设置有脱脂段9、热处理段和平整段10,所述热处理段由加热段1、均热段2和冷却段3三部分组成,所述脱脂段9与进口相连通,所述脱脂段9和加热段1、均热段2和冷却段3、冷却段3和平整段10之间均设置隔板,隔板上均设有供薄板7通过的连通口,所述平整段10与出口相连通;
26.所述脱脂段9内设有用于清洁薄板7表面污物及油脂的脱脂清洗装置。所述加热段1和均热段2内设有用于对薄板7进行加热的高频感应加热器,要求高频加热的感应频率≥100khz。所述高频感应加热器包括矩形感应线圈4,通高频交流电源,薄板7运行方向上矩形感应线圈4的长度为5m,矩形感应线圈4截面与薄板7之间的间隙≤20mm。所述加热段1上设有用于通入保护气体的充气保护装置,所述充气保护装置包括设置在所述加热段1的底部的进气阀6。所述冷却段3内设有用于对薄板7进行快速降温处理的冷却装置,所述冷却装置的冷却方式采用空气冷却、雾化冷却和滚筒冷却中的一种或其中任意多种的组合,空气冷却或雾化冷却方式采用分布在冷却段3的上下两侧内壁上的若干个喷嘴5,喷嘴5上接有冷
却水或冷却空气,滚筒冷却方式采用设置在冷却段3内的辊筒冷水机。所述平整段10内设有用于平整薄板7的轧机,轧机包括多组上下设置的轧辊,可以驱动薄板前进进行精轧。
27.所述脱脂段9长度≤10m,所述加热段1和均热段2总长度为5m,所述冷却段3长度为15m,所述平整段10长度为10m。整条线预计总长度在50米以内,产线短、紧凑。传统工艺也有多种设备串联的,但各个工序单独运行,间歇生产,每个工序耗时不一样,工序之间是非连续的,是有缓冲的,工业上一般界定其为断续生产。本发明的工艺流程高度集成,从进到出在一个速度下完成,中间没有停留,此外实际应用还有连续退火线,但用的是燃气辐射管加热,加热速度会低很多,本发明工艺与传统工艺的最大的区别是感应加热,速度快,效率高。
28.如附图2所示,高频感应加热器的具体结构包括以下几个组成部分。
29.(1)感应线圈结构部分:所述矩形感应线圈4包括u型铜管11和可伸缩导电管12,u型铜管11和可伸缩导电管12的内外表面均为绝缘,若干个u型铜管11进行上下排列分布,并且上下相邻的u型铜管11通过可伸缩导电管12进行串联,上下设置的u型铜管11的内侧分别固定连接有绝缘隔热升降板13和绝缘隔热支撑板14,两块绝缘隔热升降板13和绝缘隔热支撑板14的两端之间转动连接有二节绝缘隔热铰链板15(如附图3所示),绝缘隔热升降板13和绝缘隔热支撑板14之间通过所述薄板7,所述绝缘隔热升降板13与箱体内壁之间设有升降控制机构16,绝缘隔热升降板13上安装有与升降控制机构16电线连接的距离传感器17,所述绝缘隔热支撑板14与箱体内壁之间设有固定支架18,所述绝缘隔热支撑板14的上侧表面转动安装有用于支撑薄板的滚动支撑机构19。
30.通过采用上述技术方案,矩形感应线圈4的包围的矩形面积可以进行调节,以适应不同厚度薄板对磁通量的要求。u型铜管11和可伸缩导电管12内通过冷却水,矩形感应线圈4两端连接高频发生器,通入高频高压电流,高速变化的高频高压电流流过线圈会产生高速变化的交变磁场,当磁场内的磁力线通过导磁性的薄板7会在薄板7体内产生无数的小涡流,使薄板7本身自行高速发热,升降控制机构16可以带动上侧的绝缘隔热升降板13和u型铜管11进行升降,可伸缩导电管12随之进行伸缩变化,根据实际应用情况要求的不同来调整电磁加热线圈与被加热体的感应距离,适应不同厚度的薄板,原则上线圈铜管越靠近薄板加热效果越好,绝缘隔热升降板13和绝缘隔热支撑板14具有绝缘和隔热作用,能使电磁线圈躲过加热产生的倒灌现象。二节绝缘隔热铰链板15可以进行折叠和展开,可以对侧部的可伸缩导电管12进行保护,绝缘隔热升降板13、绝缘隔热支撑板14和两个二节绝缘隔热铰链板15包围形成一个通道,可以提高对薄板的加热效果和保护气的覆盖效果。
31.(2)冷却水循环系统部分:冷却水循环系统包括冷却水内部循环管路25、冷却水外部循环管路26以及设置在冷却水内部循环管路25和冷却水外部循环管路26之间的换热器27,冷却水内部循环管路25与u型铜管11相连接,所述换热器27包括外罐体28、内罐体29、转轴30和旋转电机31,所述转轴30贯穿外罐体28、内罐体29中心轴线,转轴30的一端连接旋转电机31,所述外罐体28和内罐体29之间具有夹层32,所述外罐体28的上下两端均设有外部冷却水接口33和内部冷却水接口34,外部冷却水接口33与夹层32相连通,内部冷却水接口34与内罐体29相连通,所述内罐体29由若干个封闭的换热筒体35间隔排列组成,相邻的换热筒体35之间通过若干根周向分布的散热管36进行连通,所述换热筒体35的中部设有内凹形成的外v型凹槽37和内连通口38,内连通口38上设有与转轴30固定连接的第一增压涡轮39,所述换热筒体35的外壁上固定安装有导流散热片40,导流散热片40的内端延伸设置于
外v型凹槽37内,导流散热片40的外端与外罐体28内壁固定连接,所述外罐体28的两端内部均设有与转轴30固定连接的第二增压涡轮41。
32.通过采用上述技术方案,旋转电机31带动转轴30转动,驱动第一增压涡轮39和第二增压涡轮41转动,使冷却水内部循环管路25和冷却水外部循环管路26内的冷却水进行循环流动,u型铜管11上的热量不断通过冷却水内部循环转移到换热器27进行换热,然后通过冷却水外部循环将热量转移到外界。内部水通过内部冷却水接口34流过换热筒体35和散热管36,热量传导给夹层32内的外部水,导流散热片40自身可以增大和外部水的接触面积,同时便于换热筒体35和外罐体28之间的热量传递,充分利用外罐体28内壁大幅扩大换热面积,提高换热器27整体的换热效果。外v型凹槽37形成起伏面,可以扩大换热筒体35的侧面面积,并且便于做大导流散热片40的面积,进一步提高了内外部水之间的换热效率。散热管36可以增强散热效率,充分实现外部水与内部水内层的深层换热。
33.所述散热管36的外围罩有散热导流网筒42,散热导流网筒42的两端与换热筒体35固定连接,散热导流网筒42的直径与换热筒体35的之间相同,所述散热管36的内围设有与转轴30固定连接的搅拌凸轮43。一方面,散热导流网筒42具有导流,可以减小夹层内外部水的流动阻力,另一方面,转轴30驱动搅拌凸轮43转动,对散热管36周围的水流扰动,增强散热导流网筒42内外两侧水之间的流通性,提高散热性能。
34.(3)接入保护气体的部分:所述充气保护装置包括进气阀6和两个蛇形喷气管44,蛇形喷气管44与进气阀6通过柔性气管进行连通,两个所述蛇形喷气管44分别固定安装在绝缘隔热升降板13和绝缘隔热支撑板14的外侧壁面上,蛇形喷气管44上间隔设置有若干个喷头45,绝缘隔热升降板13和绝缘隔热支撑板14上相应设有与喷头45相连通的喷口46。
35.通过采用上述技术方案,进气阀6通入的保护气体通过上下两个所述蛇形喷气管44的喷头45喷入绝缘隔热升降板13和绝缘隔热支撑板14之间,在薄板上下表面上快速形成保护层,保护效果好,对保护气体的利用率高,而且容易造成较高的气压。
36.(4)支撑薄板的部分:如附图4所示,所述滚动支撑机构19包括固定套47、调节螺钉48、升降支杆49和陶瓷滚轮50,所述固定套47与绝缘隔热支撑板14固定连接,固定套47下端螺纹连接调节螺钉48,固定套47上端滑动安装升降支杆49,升降支杆49上端转动安装陶瓷滚轮50,升降支杆49下端面设有第一齿圈51,调节螺钉48的上端面设有第二齿圈52,第一齿圈51与第二齿圈52之间啮合有若干个周向分布的行星齿轮53,行星齿轮53转动连接齿轮架54,齿轮架54与固定套47之间为轴向滑动、轴向固定连接。
37.通过采用上述技术方案,调节螺钉48转动时通过螺纹在固定套47上进行轴向移动,驱动升降支杆49进行升降运动,改变陶瓷滚轮50的支撑位置,调节薄板在绝缘隔热支撑板14上的支撑高度。调节螺钉48正向转动时通过行星齿轮53驱动升降支杆49反向转动,两者的转动抵消,使陶瓷滚轮50的方位不发生偏转,不影响薄板的移动。
38.(5)铜管的衔接部分:如附图5所示,所述可伸缩导电管12包括外绝缘波纹管20、内防水波纹管21和两个固定端盖22,两个固定端盖22分别固定设置在外绝缘波纹管20、内防水波纹管21的两端,外绝缘波纹管20和内防水波纹管21之间设有导电软管23,固定端盖22与u型铜管11螺纹固定连接,固定端盖22内设有与u型铜管11相接触的导电环24,导电环24与导电软管23电线连接。
39.通过采用上述技术方案,上下两个u型铜管11之间通过导电环24和导电软管23进
行导通,u型铜管11内外表面默认具有绝缘层,绝缘层采用包漆或包塑工艺制成,不会和流过u型铜管11的水发生导电问题。外绝缘波纹管20和内防水波纹管21对中间的导电软管23实现绝缘和防水保护。
40.下面介绍采用配套设备使用的总体工艺方案:一种冷轧薄板快速加工工艺,包括脱脂、热处理和平整工序,其特征在于:所述脱脂、热处理和平整工序集成形成一个连续工艺,一同设置在箱体8内,实现连续化作业;
41.步骤1,原料,采用冷轧薄板7为原材料,冷轧薄板7的厚度为0.1-3mm;常用的单卷长度一般约为700m;目前的连续退火工艺一般板材厚度不能超过2mm,本发明使用感应加热方式后会更有优势。
42.步骤2,脱脂,将冷轧薄板7通过脱脂段9的脱脂清洗装置进行清洗,使冷轧薄板7表面的污物及油脂清洗干净;
43.步骤3,热处理,将脱脂后的冷轧薄板7通过热处理段进行烘干、去应力或再结晶及冷却处理,热处理段包括加热段1、均热段2和冷却段3;在加热段薄板升至目标温度,薄板表面水分蒸发,薄板内组织发生回复,去除应力;均热段发生再结晶过程,形核、长大,形成新的晶粒,提高塑性降低强度;冷却段以一定的冷却速度冷却,控制各相组织及碳化物的形成,得到设定的力学性能。
44.所述加热段1和均热段2采用高频感应加热器对薄板7进行加热,并且设有充气保护装置在其内部通入保护气体,加热温度为500-700℃,停留加热时间为40-60s,高频感应加热器上的矩形感应线圈4的感应加热频率≥200khz;采用高频感应快速加热方式达到去应力、细化晶粒及调整力学性能等目的,该方式具有速度快,效率高的特点,虽然还可以采用其他加热方式如激光加热、电热丝加热等,但没有感应加热速度快、效率高,激光仅能点加热、不适合双面加热,而电热丝效率太低,加热效率为10-30%,而感应加热的加热效率可以达到60-80%。保护气体采用氢气,氢含量≥99%,炉内压力≥5pa;氢气主要作用是防止高温氧化,亮化表面。
45.所述冷却段3内的冷却速度为20-300℃/s,并且冷却速度可以调整,薄板7需要冷却至100℃以下;冷至80℃后可直接卷曲,冷却时间可根据冷却速度和冷却段长度进行换算。
46.步骤4,平整,将热处理后的薄板7通过平整段10的轧机进行卷曲平整,整个工艺流程中薄板7的单卷处理时间≤5h,以2-3h为佳,薄板7在系统内运行速度即薄板7卷曲速度控制在1-10m/min。所述轧机对薄板7的平整拉伸率为0.6-3%,具体根据钢种种类设定。
47.上述的工艺主要针对类似可逆轧机生产工艺的冷轧薄板的后续处理,集成脱脂、热处理、平整工序,即将脱脂后的冷轧板,优选厚度为0.1-1mm,宽度为0.8-1.25m的薄板7,一般单卷长度为700m。热处理段的工艺采用高频感应快速加热并耦合多种冷却方式达到去应力、细化晶粒及调整力学性能等目的,感应加热频率与加热的薄板厚度有关系,叫透热深度。薄板厚度越薄采用的频率对应会更高或者卷曲速度会更快,所述矩形感应线圈4采用常规铜管,铜管壁厚选取为加热薄板7厚度的1.2倍。本发明的工艺参数与普通工艺相比,升温速度快5-10s,保温时间短10-30s,系统布置紧凑,短到50米以内,而连续退火生产线长达400-500m。
48.本发明工艺的处理时间一般3h左右,较罩式退火工艺流程的72h短很多,比连续退
火工艺长15min,但系统组成简单,能耗低。核心热处理部分如果采用罩式退火加热及均热时间需要22h左右,连续退火工艺对应5-7min,而感应退火工艺约1min。三种方式综合比较如下表所示:
49.项目感应快速退火/%连续退火/%罩式退火/%设备费4074100占地面积1535100人工及维修费1530100生产时间151100切损等损耗3035100能耗5079100轧辊等3038100
50.工艺1:在总工艺方案的基础上进行优选,采用如0.5mm厚度的spcc薄板,目的主要是去除轧制应力,不降低强度。整个实施过程如下:
51.基本方案:脱脂段、热处理段(控制薄板回复、快速冷却)、平整段。
52.具体工艺参数:薄板7卷曲速度控制在6m/min;经过脱脂段后,紧接着进入热处理段前端的电磁高频感应加热段,所述感应加热频率为250khz,所述加热温度为500-600℃,所述停留加热时间为40s,加热段长度为4m,通入氢气做保护气体,微正压≥5pa,所述冷却段3的冷却方式采用循环水冷却,冷却段长度≤4m,最后进入平整段后卷曲,整个单卷处理时间≤2h。
53.工艺2:在总工艺方案的基础上进行优选,采用如0.5mm厚度的spcc薄板,目的主要是去除轧制应力,降低强度,提高塑性,整个实施过程如下:
54.基本方案:脱脂段、热处理段(控制薄板回复及再结晶、低速冷却)、平整段。
55.具体工艺参数:薄板7卷曲速度控制在4m/min。经过脱脂段后,紧接着进入热处理段前端的电磁高频感应加热段,所述感应加热频率为200khz,所述加热温度为600-700℃,所述停留加热时间为60s,加热段长度为4m,所述冷却段3的冷却方式采用空气冷却,冷却段长度≤4m,最后进入平整段后卷曲,整个单卷处理时间≤3h。
56.虽然本发明已通过参考优选的实施例进行了图示和描述,但是,本专业普通技术人员应当了解,在权利要求书的范围内,可作形式和细节上的各种各样变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1