一种镍基双合金整体叶盘的热等静压扩散连接结构及连接方法与流程
1.本发明属于高温合金构件制造技术领域,具体涉及一种镍基双合金整体叶盘的热等静压扩散连接结构及连接方法。
背景技术:
2.镍基双合金整体叶盘是为了满足高性能航空发动机热端部件需求而设计的新型高效整体结构,主要包括叶片环和盘体两部分。该结构一方面在叶片和涡轮盘的材料选择上具有更大的灵活性,能够满足涡轮转子不同部位的性能需求,充分发挥了材料潜力;另一方面实现叶片与涡轮盘的冶金结合,无需机械榫齿连接,避免了榫根与榫槽间的接触应力和气流损失,减少了结构重量和零件数量,提高了发动机的可靠性与工作效率。
3.热等静压扩散连接技术具有受零件形状尺寸约束小、合金界面冶金结合质量高等优势,成为双合金整体叶盘的主要制备方法。相比于独立的叶片,采用精密铸造的整体叶片环免除了叶片与叶片之间的固定与密封,能够显著降低双合金之间的密封难度,得到了广泛的应用。
4.为实现热等静压扩散连接,需要对双合金界面进行密封。目前用于镍基双合金整体叶盘的密封主要采用真空钎焊或真空电子束焊接技术。然而,采用真空钎焊技术容易导致钎料扩散入双合金界面,降低界面的冶金结合强度。采用真空电子束封焊高合金化的镍基高温合金一方面容易导致焊缝开裂,另一方面要求叶片环具有一定的壁厚,不利于焊接薄壁件。
5.因此,亟需设计一种针对镍基高温合金薄壁叶片环与盘体的封焊方式,以满足具有薄壁叶片环结构的镍基双合金整体叶盘的制备需求。
技术实现要素:
6.针对现有技术的上述不足,本发明提供一种镍基双合金整体叶盘的热等静压扩散连接结构及连接方法,以解决上述技术问题。
7.第一方面,本发明提供一种镍基双合金整体叶盘的热等静压扩散连接结构,所述镍基双合金整体叶盘的热等静压扩散连接结构包括:盘体和包围所述盘体的组合包套;其中,所述组合包套包括:叶片环,位于所述叶片环下侧的下包套,以及位于所述叶片环上侧的上包套、与所述上包套配合的带有检漏口的端盖和与所述检漏口配合的堵头。
8.进一步地,所述盘体材质为fgh720li合金,所述叶片环材质为k447a合金。
9.进一步地,叶片环壁厚1~5mm。
10.进一步的,所述上包套和下包套与所述叶片环通过真空扩散焊连接形成不锈钢包套-叶环组件。
11.进一步的,所述端盖分别与所述堵头和所述上包套通过电子束焊接。
12.第二方面,本发明提供一种镍基双合金整体叶盘的热等静压扩散连接方法,包括:
分别采用粉末冶金工艺制备fgh720li合金材质盘体、精密铸造k447a合金材质叶片环,加工不锈钢材质包套;将叶片环、上包套、下包套镀镍后经真空扩散焊连接形成不锈钢包套-叶环组件,加工不锈钢包套-叶环组件和盘体以保证二者间隙小于0.5mm;将盘体装入不锈钢包套-叶环组件中,在真空条件下采用电子束焊接密封端盖与上包套界面,通过检漏口对包套进行氦质谱检漏,检漏合格的包套在真空条件下采用电子束焊接密封端盖与堵头界面。
13.进一步的,叶片环与下包套、上包套镀镍后在1140℃~1190℃条件下进行真空扩散焊连接,镍层厚度3~20μm,真空压强小于10-2
pa,扩散焊压力为19mpa~25mpa,保温保压2h~4h。
14.进一步的,盘体与包套配合间隙小于0.5mm,配合界面粗糙度不大于ra1.6。
15.进一步的,镍基双合金整体叶盘的包套真空电子束封焊工艺条件为加速电压120v,电子束流15ma~21ma,聚焦电流1650ma~1810ma,焊接速度16mm/s~21mm/s,真空压强小于10-2
pa。
16.进一步地,将封焊后的组合包套和盘体进行热等静压扩散连接,实现叶片环与盘体的冶金结合。
17.进一步的,所述扩散连接工艺为在1125℃~1195℃条件下进行镍基双合金整体叶盘的固-固热等静压扩散连接,热等静压压力为150mpa~185mpa,保温保压2~4h。
18.本发明的有益效果在于:
19.(1)设计了一种叶片环+不锈钢组合包套,解决了薄壁叶片环与盘体之间难以直接电子束封焊的问题,能够满足具有薄壁叶片环结构的镍基双合金整体叶盘的封焊需求。
20.(2)在真空扩散焊之前对薄壁叶片环与不锈钢上、下包套镀镍,提高了扩散焊的冶金质量,保证了包套的密封性。
21.(3)包套端盖具有检漏口结构,既能够检验包套的密封性又有利于在真空封焊时充分脱除盘体与包套界面的残留气体,提高了双合金整体叶盘的热等静压扩散连接质量。
22.(4)采用固-固热等静压扩散连接工艺,控制叶片环与盘体的间隙度小于0.5mm,降低了热等静压复合连接过程中叶片环的收缩变形量,提高了双合金整体叶盘的尺寸精度。
23.此外,本发明设计原理可靠,结构简单,具有非常广泛的应用前景。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1是本发明一个实施例的镍基双合金整体叶盘连接结构示意图。
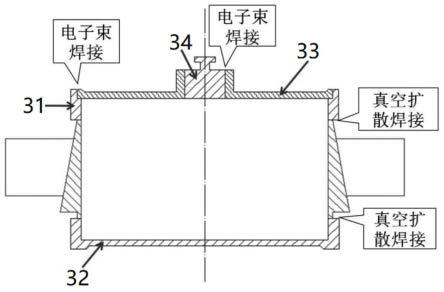
26.图2是本发明一个实施例的镍基双合金整体叶盘的包套示意图。
27.图中:10、叶片环;20、盘体;30、不锈钢包套;31、不锈钢上包套;32、不锈钢下包套;33、端盖;34、堵头;35、检漏口。
具体实施方式
28.为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施
例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
29.镍基双合金整体叶盘主要包括叶片环和盘体两部分,目前用于镍基双合金整体叶盘的密封主要采用真空钎焊或真空电子束焊接技术。现有的焊接技术难以满足高强度、高合金化镍基合金薄壁件的焊接需求。发明人在实践中精心设计了带有检漏口35的不锈钢包套,将上、下包套与叶片环结合后,对上包套-端盖界面和端盖-堵头界面进行电子束封焊,解决了薄壁叶片环与盘体通过电子束直接封焊易开裂的问题,降低了焊接难度。
30.图1是本发明一个实施例的镍基双合金整体叶盘连接结构示意图。图2是本发明一个实施例的镍基双合金整体叶盘包套示意图。如图1-2所示,镍基双合金整体叶盘连接结构包括:
31.盘体20和包围所述盘体20的叶片环10;
32.盘体20为fgh720li材质,叶片环10为k447a材质,fgh720li材料和k447a材料均为镍基高温合金材料。fgh720li是ni-cr-co基沉淀硬化型粉末高温合金,使用温度可达750℃。合金具有高强度、高的抗硫腐蚀、抗氧化性能和较好的组织稳定性。fgh720li合金适用于发动机涡轮盘等零部件。k447a合金为铸造镍基高温合金,合金强化机理为第二相沉淀强化,该合金适合于在航空发动机领域制作叶片等零部件。本发明主题中的“双合金”一词指叶片环10和盘体20采用了不同的高温合金材料,同时本发明中的盘体20和叶片环10的材质也可以是其他镍基高温合金,例如为fgh95合金、fgh96合金、k418b合金和k465合金等。同时,本发明中的包套也不仅限于不锈钢材料,其他钢材也可以作为包套材料使用。
33.本发明中的叶片环10的环形壁厚1~5mm。所设计的组合包套可以降低薄壁叶片环与盘体的焊接难度,提高焊接强度,因此对于更薄或更厚的叶片环壁厚,如0.5~1mm或5~10mm也可以应用该技术。
34.包套30包括:位于所述叶片环20下侧的下包套32,以及位于所述叶片环20上侧的上包套31、与所述上包套31配合的带有检漏口35的端盖33和与所述检漏口35配合的堵头34(图1未示出)。
35.如图2所示,上包套31和下包套32与所述叶片环10通过真空扩散焊连接形成不锈钢包套-叶环组件,此时,端盖33未封闭上包套,盘体20通过上包套31的开口放入不锈钢包套-叶环组件,然后端盖33分别与所述堵头34和所述上包套31通过电子束焊接,形成完整的镍基双合金整体叶盘连接结构。本发明的不锈钢包套结构是为实现叶片环与盘体连接所设计的辅助中间结构,在热等静压扩散连接后,不锈钢包套将通过如车削等机加工方式去除,最终获得镍基双合金整体叶盘。
36.本发明一个实施例中的镍基双合金整体叶盘的热等静压扩散连接结构及连接方法如下:
37.步骤一、粉末高温合金盘体20制备:
38.采用氩气雾化法制备粉末高温合金粉末,经筛分、真空动态除气后获得所需粒度和表面状态的成品粉末,将其在真空条件下装入已完成检漏与清洗的不锈钢盘体模具套。具体地,将真空感应熔炼的fgh720li母合金通过氩气雾化制粉方式制成合金粉末,采用机械筛分的方法筛除直径75μm以上的粉末,保证可用粉粒度不大于75μm。制得的可用粉进行
真空动态除气处理,以消除粉末颗粒表面吸附的气体。除气后的粉末在真空条件下装入已完成检漏与清洗的包套中,并对其进行电子束封焊。
39.将获得的包套进行预热处理,以防止热等静压后在内部形成原始颗粒边界。然后将盘体模具套进行热等静压致密化成形,热等静压温度1130℃,压力不小于120mpa,保温保压时间不小于5h,获得fgh720li合金盘体的锭坯。
40.将获得的热等静压锭坯机加工去除包套,并加工成盘坯,保证盘坯直径与镍基双合金整体叶盘热等静压扩散连接直径相等。
41.步骤二、叶片环10及镍基双合金整体叶盘的热等静压扩散连接结构包套30制备:
42.采用精密铸造技术制备铸造高温合金薄壁叶片环10,通过蜡模制备、型壳制备、熔炼浇注、清壳、切割、表面修整等工序制备尺寸外形、表面质量和冶金缺陷控制合格的k447a合金薄壁叶片环10。
43.按照包套图1所示加工不锈钢下包套32、上包套31、端盖33和堵头34,其中端盖33带有检漏口35结构如图1所示。
44.将叶片环10与加工好的不锈钢上、下包套31、32镀镍,保证镀镍层厚度3~20μm,镀镍层的厚度可以根据实际需要在该范围进行调整,优选5~15μm,本发明其中一个实施例中具体选择为9μm作为镀层的厚度;然后叶片环与下包套、上包套镀镍后在1140℃~1190℃条件下,真空压强小于10-2
pa,扩散焊压力为19mpa~25mpa,保温保压2h~4h条件下进行真空扩散焊连接形成不锈钢包套-叶环组件。上述实验条件为真空扩散焊接的基本实验条件要求,本领域技术人员在进行扩散焊的过程中可以根据实际要求和经验在该范围内进行选择。优选地,本发明其中一个实施例中具体选择为1160℃条件下,真空压强0.8*10-2
pa,扩散焊压力为23mpa,保温保压3h条件下进行真空扩散焊连接形成不锈钢包套-叶环组件。
45.焊接后,对组件进行机加工,保证其内壁与盘体20间隙小于0.5mm。在真空扩散焊之前对薄壁叶片环与不锈钢上、下包套镀镍,提高了扩散焊的冶金质量,保证了包套的密封性。
46.步骤三、镍基双合金整体叶盘的热等静压扩散连接结构包套30真空封焊:
47.清洗粉末高温合金盘体20与不锈钢包套-叶环组件、端盖33和堵头34,然后将盘体20装入不锈钢包套-叶环组件中,在真空条件下采用电子束焊接密封端盖33与上包套31界面。取出整体叶盘连接结构包套30,通过检漏口35对包套30内部抽真空,并采用氦质谱检漏仪检查包套30密封性。将检漏合格的整体叶盘连接结构包套30在真空条件下采用电子束焊接密封端盖33-堵头34界面。本发明的实施例中镍基双合金整体叶盘的包套真空电子束封焊的基本工艺条件为:加速电压120v,电子束流为15ma~21ma,聚焦电流为1650ma~1810ma,焊接速度为16mm/s~21mm/s,真空压强小于10-2pa。上述实验条件为电子束焊接的基本实验条件要求,本领域技术人员在进行电子束焊的过程中可以根据实际要求和经验在该范围内进行调整。优选地,本发明其中一个实施例中,电子束焊接工艺参数具体为:加速电压120v,电子束流21ma,聚焦电流1795ma,焊接速度21mm/s,真空压强0.8*10-2
pa。包套端盖33具有检漏口35结构,既能够检验包套30的密封性又能够在真空封焊时充分脱除盘体20与包套30界面的残留气体,提高了镍基双合金整体叶盘的热等静压扩散连接质量。通过对上包套31-端盖33界面和端盖33-堵头34界面进行电子束封焊,避免直接对薄壁叶片环10和盘体20界面进行封焊,解决了薄壁叶片环10与盘体20通过电子束直接封焊易开裂的问题,
降低了焊接难度。
48.步骤四、热等静压扩散连接:
49.将封焊好的镍基双合金整体叶盘连接结构在1125℃~1195℃条件下进行镍基双合金整体叶盘的固-固热等静压扩散连接,热等静压压力为150mpa~185mpa,保温保压2~4h实现叶片环10与盘体20的冶金结合,镍基双合金整体叶盘连接结构的包套30、端盖33和堵头34经机加工后去除,获得镍基双合金整体叶盘。采用固-固热等静压扩散连接工艺,控制叶片环与盘体的间隙度小于0.5mm,降低了热等静压复合连接过程中叶片环的收缩变形量,提高了双合金整体叶盘的尺寸精度。优选地,本发明其中一个实施例中镍基双合金整体叶盘连接结构具体选择在1140℃条件下进行热等静压扩散连接,热等静压压力为160mpa,保温保压3h。在该优选条件下,经过固溶时效热处理后的双合金整体叶盘的力学性能见表1和表2。与目前应用的k418b/fgh91整体叶盘相比,该双合金整体叶盘具有更好的综合力学性能。fgh720li合金的室温强度较fgh91合金的强度提高了90mpa以上;760℃高温强度较fgh91合金提高了70mpa以上,同时高温塑性也提高了7%以上;光滑持久寿命较fgh91合金提高了60%。k447a合金的室温强度较k418b合金提高90mpa以上。
50.表1双合金整体叶盘拉伸性能
[0051][0052][0053]
表2fgh720li合金持久性能
[0054][0055]
尽管通过参考附图并结合优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1