一种热轧卷筒高性能扇形板及其制造方法与流程
1.本发明属于大型冶金设备材料及其热处理领域,尤其涉及一种热轧卷筒扇形板及其制造方法。
背景技术:
2.卷取机是各钢厂带钢生产线的重要设备,尤其是热连轧带钢生产线。其中扇形板是卷取机卷筒的重要零部件之一,在工作中要承受带钢500℃的高温和冷却介质循环交替作用,以及卷取张力、带钢摩擦磨损作用,扇形板易产生变形、龟裂和磨损失效。扇形板磨损及裂纹易造成卷筒打滑、卷形不良、废钢等事故。因此卷筒扇形板材料的选取及热处理工艺是延长卷筒使用寿命的关键因素。
3.具体地说:在热轧钢板卷取过程中,钢板温度高达600~800℃,单个钢卷重量可达50吨,钢板与扇形板接触时间约120s,扇形板温度可达500℃,在工作中,扇形板承受较大的径向压力和热应力,卸卷后喷水迅速冷却,扇形板易产生残余应力集中、局部变形和热疲劳,存在疲劳裂纹磨损等问题,经检测知扇形板的断后伸长率仅10%,断面收缩率仅30%,冲击功(akv)仅10j左右,因此扇形板的塑性和韧性指标较低是产生热疲劳裂纹的主要原因。
4.常用的扇形板材料一般为镍铬钨系列的马氏体型耐热不锈钢,例如2cr12nimowv等:其材料中含有较多的强碳化物形成元素钨,在锻造及热处理过程中,碳化钨化合物极难溶解,容易偏聚晶界析出,从而降低扇形板塑性和韧性,缩短了扇形板在线使用时间。当新制卷筒过钢量达到80至100万吨时,扇形板均不同程度地出现裂纹和磨损。
技术实现要素:
5.本发明所要解决的问题是提供一种热轧卷筒高性能扇形板及其制造方法,通过优化合金成分,优化热处理工艺,提升钢的塑性和韧性,改善抗冷热疲劳性能,从而延长热轧卷筒扇形板的使用寿命。
6.本发明一种热轧卷筒高性能扇形板,其化学成分的质量百分比(wt%)为:c:0.16-0.25%,si:0.17-0.55%,mn:0.8-1.2%,p≤0.015%,s≤0.015%,cr:10-12%,ni:1.2-1.5%,mo:1.2-1.6%,v:0.5-0.8%,w:0.3-0.4%,ti:0.25-0.35%,余量为fe,且cr+ni+mo≥13%。
7.进一步地,热轧卷筒高性能扇形板化学成分的质量百分比优选为:c:0.2%,si:0.45%,mn:0.88%,p:0.012%,s:0.008%,cr:11.2%,ni:1.3%,mo:1.3%,v:0.78%,w:0.4%,ti:0.3%,余量为fe。
8.进一步地,热轧卷筒高性能扇形板化学成分的质量百分比优选为:c:0.18%,si:0.41%,mn:0.95%,p:0.010%,s:0.009%,cr:10.8%,ni:1.25%,mo:1.3%,v:0.65%,w:0.33%,ti:0.25%,余量为fe。
9.进一步地,热轧卷筒高性能扇形板化学成分的质量百分比优选为:c:0.22%,si:
0.4%,mn:1.12%,p:0.014%,s:0.009%,cr:11.7%,ni:1.35%,mo:1.49%,v:0.75%,w:0.36%,ti:0.3%,余量为fe。
10.本发明热轧卷筒高性能扇形板主要合金元素配比的作用如下:
11.一、c元素是保证钢的强度的必须元素,c含量须在0.16%以上,同时过高的碳含量对钢的塑性、韧性和抗疲劳性能又有不利影响;因此,应适当降低扇形板中的c含量至0.25%以下,故热轧卷筒扇形板用钢c含量宜控制为0.16~0.25%;
12.二、si和mn元素是钢中常用脱氧和脱硫元素,并起到强化、提高淬透性作用,提高热轧卷筒扇形板屈服强度和屈强比;当si元素含量超过0.6%时,极易产生夹杂物,严重恶化钢的塑性和韧性,因此热轧卷筒扇形板用钢si含量宜控制为0.17~0.55%;mn元素在扇形板中还有利于改善韧性和耐磨性,因此热轧卷筒扇形板用钢mn含量宜控制为0.8~1.2%;
13.三、马氏体不锈钢中cr元素含量一般控制在11~13%,主要起到强化,提高耐热性、耐磨性和耐腐蚀性作用,高的cr含量往往容易导致钢的冲击韧性下降,易产生成分偏析,降低塑性;为尽量降低cr的使用量,通常与mn、ni、mo等元素联合添加,ni可以提高热轧卷筒扇形板的淬透性及抗回火软化性,减少组织中铁素体的含量;mo可以提高热轧卷筒扇形板的强度、硬度及回火稳定性,并可以抑制扇形板在反复加热冷却过程中脆性转变;因此,本发明热轧卷筒扇形板中cr含量控制在10.0~12.0%,并满足cr+ni+mo≥13%;
14.四、w和ti均是强碳化物形成元素,提高钢抗回火软化能力。经淬火回火后,碳化物析出可显著改善扇形板的塑性和冲击韧性;适量的ti还具有显著提高奥氏体化温度的作用,细化晶粒,提高屈服强度。因此,w含量控制在0.3-0.4%,ti含量控制在0.25-0.35%;
15.五、v可细化组织晶粒,与碳形成弥散分布的碳化物可提高强度、韧性及反复加热冷却过程中组织的稳定性;因此,v含量控制在0.5-0.8%。
16.本发明热轧卷筒高性能扇形板的制造方法为:锻造
→
退火
→
粗加工
→
调质
→
半精加工
→
去应力回火
→
精加工。
17.其中的热处理工艺包括:
18.(1)退火:900
±
20℃保温后炉冷至350℃以下,再空冷至室温;
19.(2)调质:700
±
10℃保温+920
±
10℃保温+1050
±
10℃保温后油冷至200℃以下,然后进行700
±
10℃保温,再油冷至室温;
20.(3)去应力回火:将半成品扇形板在600℃保温48小时,风冷。
21.进一步地,热处理工艺中的升温速度控制在100
±
20℃/h。这样可以降低热应力,有效地控制扇形板变形。
22.进一步地,热轧卷筒高性能扇形板退火的温度控制在880~920℃;调质中第三段保温的温度控制在1040~1060℃;退火和调质的保温时间根据扇形板有效厚度控制在1~4分钟/毫米。
23.本发明热轧卷筒高性能扇形板经热处理后晶粒度≥9级,硬度为230至250hb,组织为回火索氏体+少量铁素体。
24.本发明热轧卷筒高性能扇形板经热处理后的力学性能为:抗拉强度≥800mpa;屈服强度≥600mpa;断后伸长率≥20%、断面收缩率≥50%(韧性);冲击功akv≥100j(塑性)。
25.因此与现有技术相比,本发明热轧卷筒高性能扇形板通过优化合金成分、优化热
处理工艺,具备了较高的冲击韧性和塑性,良好的持久高温强度、高温抗热疲劳性能和抗氧化性,低的缺口敏感性,明显延长了热轧卷筒扇形板使用寿命,过钢量达到150万吨以上。
附图说明
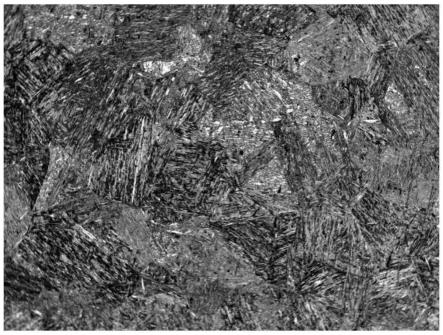
26.图1是本发明一种热轧卷筒高性能扇形板的金相组织图。
具体实施方式
27.下面结合实施例进一步详细地说明本发明热轧卷筒高性能扇形板及其制造方法的技术方案。
28.本发明一种热轧卷筒高性能扇形板,其化学成分的质量百分比(wt%)为:c:0.16-0.25%,si:0.17-0.55%,mn:0.8-1.2%,p≤0.015%,s≤0.015%,cr:10-12%,ni:1.2-1.5%,mo:1.2-1.6%,v:0.5-0.8%,w:0.3-0.4%,ti:0.25-0.35%,余量为fe,且cr+ni+mo≥13%。
29.本发明一种热轧卷筒高性能扇形板经过成分优选可得到下面实施例1-3中的具体成分,本发明实施例及背景技术中2cr12nimowv的化学成分质量百分比如下面的表1所示。
30.表1、热轧卷筒扇形板材料成分(wt,%,余量为fe)
31.类别cmnsipscrmonivwti实施例10.200.880.450.0120.00811.21.31.30.780.400.3实施例20.180.950.410.0100.00910.81.31.250.650.330.25实施例30.221.120.40.0140.00911.71.491.350.750.360.3对比例0.280.570.330.0150.00611.30.780.580.270.78/
32.以上三个实施例热轧卷筒扇形板均经过电炉冶炼,并采取lf炉外精炼、vd真空脱气工艺、电渣重熔工艺制作铸锭,再经过高温锻打、锻后退火步骤制作成扇形板坯料(如长度2米、宽0.6米、厚0.6米),将坯料沿着厚度方向一分为二,粗铣至扇形板毛坯造型,然后进行调质、半精加工、去应力回火、精加工。本发明三个实施例和背景技术中2cr12nimowv具体的热处理工艺如下面的表2所示。
33.表2、热轧卷筒扇形板热处理工艺
34.类别调质去应力回火实施例1700℃
×
1h+920℃
×
1h+1050℃
×
3.5h油冷淬火,700℃
×
10h油冷600℃
×
48h风冷实施例2700℃
×
1h+920℃
×
1h+1040℃
×
3.5h油冷淬火,710℃
×
10h油冷600℃
×
48h风冷实施例3700℃
×
1h+920℃
×
1h+1060℃
×
3.5h油冷淬火,710℃
×
10h油冷600℃
×
48h风冷对比例700℃
×
1h+920℃
×
1h+1020℃
×
3.5h油冷淬火,680℃
×
10h油冷550℃
×
48h空冷
35.其中,热处理工艺中的升温速度控制在100
±
20℃/h;这样可以降低热应力,有效地控制扇形板变形。
36.其中,热处理工艺中退火的温度控制在880~920℃;调质中第三段保温的温度控制在1040~1060℃;退火和调质的保温时间根据扇形板有效厚度控制在1~4分钟/毫米。
37.控制保温温度和保温时间的作用是:一、保证钢中难溶的合金元素充分的溶解到奥氏体中形成均匀的合金化;二、保证钢的奥氏体晶粒均匀,无混晶,最终达到细化晶粒的目的;三、淬火后采用700℃回火(即调质处理中的第四段保温温度),使钢中碳化物充分析
出,保证组织稳定和性能满足要求。
38.以上三个实施例取样进行拉伸、冲击性能试验、金相组织检测分析、冷热循环疲劳试验,本发明三个实施例与背景技术中2cr12nimowv扇形板的标准力学性能试样检测结果如表3所示。
39.表3、热轧卷筒扇形板力学性能检测结果(23℃)
[0040] 冲击功akv(j)抗拉强度(mpa)屈服强度(mpa)断后伸率(%)断面收率(%)硬度(hb)实施例1103.7、106.8、109.1、105.181862420.556243-248实施例2130.8、134.5、143.9、139.681061021.558236-239实施例3113.7、114.5、118.3、113.281660323.060242-245对比例23.1、22.3、23.5、26.486062215.531241-254
[0041]
从上表中可以看出:实施例1扇形板硬度为243至248hb;实施例2扇形板硬度为236至239hb,实施例3扇形板硬度为242至245hb;从图1可知,本发明三个实施例的组织均为保持马氏体位向的回火索氏体,三个实施例扇形板晶粒度均为10级;三个实施例扇形板的室温力学性能均达到:抗拉强度≥800mpa;屈服强度≥600mpa;断后伸长率≥20%;断面收缩率≥50%;冲击功akv≥100j。因此,本发明热轧卷筒高性能扇形板用钢的力学性能明显优于背景技术中的2cr12nimowv材料,从而延长了使用寿命。本发明扇形板经山钢日照2050和重钢1780热轧产线在线使用数据表明,首次上线过钢量可达150万吨以上,使用效果较好,经探伤检查,均无疲劳裂纹。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1