一种提高镍基耐蚀合金抗氢脆性能的表面处理工艺
1.本发明涉及合金表面处理技术领域,具体涉及一种提高镍基耐蚀合金抗氢脆性能的表面处理工艺。
背景技术:
2.氢脆是指金属材料在冶炼、加工、热处理、酸洗和电镀等过程中,或在含氢介质中长期使用时,材料由于吸氢或渗氢而造成机械性能严重退化,发生脆断的现象。人们不仅在普通的钢材中发现氢脆现象,在不锈钢、铝合金、钛合金、镍基耐蚀合金和锆合金中也都有此现象。从机械性能上看,氢脆有以下表现:氢对金属材料的屈服强度和极限强度影响不大,但使延伸率和断面收缩率严重下降,疲劳寿命明显缩短,冲击韧性值显著降低。在低于断裂强度拉伸应力的持续作用下,材料经过一段时期后会突然脆断。
3.镍基耐蚀合金不仅在诸多工业腐蚀环境中具有独特的抗腐蚀甚至抗高温腐蚀性能,而且具有强度高、塑韧性好,可冶炼、铸造、冷热变形、加工成型和焊接等性能,广泛应用于核工业、石油天然气开采、储运设备、水力发电、化工及高温纸浆生产设备等行业。镍基耐蚀合金具有优良的抗氢脆性能,被大量用于制造石油行业的输油管道阀门、螺栓等零件。随着镍基耐蚀合金在各行各业的广泛应用,工业中对镍基耐蚀合金的性能要求越来越高,市场对于抗氢脆性能更好的镍基耐蚀合金的需求日益增长。
4.在提升镍基耐蚀合金的抗氢脆性方面,有的通过特殊的热处理方法来提升镍基耐蚀合金的抗氢脆性。例如中国专利申请cn 110564948 a提出了一种通过控制冷却速度热处理来将合金中的部分平直晶界转变为锯齿形晶界的方法,该方法可将高能平直晶界转变为低能的锯齿形晶界,在一定程度上提高了铁镍基耐蚀合金的抗氢脆性。该工艺属于材料整体热处理,在提升抗氢脆性能时往往存在基体材料力学性能恶化的可能。另一方面,该空冷热处理方法只针对j100合金一种,因此该方法具有一定的局限性。
5.还有资料报道通过激光熔覆镍基耐蚀合金涂层来增强合金的性能,例如中国专利申请cn 108130528 a提出了一种在monel 400合金表面熔覆镍基耐蚀合金涂层的方法,该方法主要是在monel 400基体上通过激光熔覆一层自行调配的镍基耐蚀合金粉末来改善基体材料的性能。该方法虽然使材料在硬度和耐磨性有显著的提高,但是并未涉及抗氢性能。且此方法需要提前制备合适的镍基耐蚀合金粉末,这无疑增加了多道工序,给实验结果带来了不确定性。
6.目前还未见采用激光熔凝与固溶时效来提升合金抗氢脆性的方法报道。激光熔凝处理是以高功率密度的激光在极短的时间内与金属交互作用,使金属表面局部区域在瞬间被加热到相当高的温度使之熔化。随后,借助液态金属基体的吸热和传导作用,使得已经融化的表层金属快速凝固。固溶处理是把合金加热到适当温度并保持充分的时间,使合金中的某些组成物溶解到基体中,形成均匀的固溶体,然后将合金迅速冷却,使溶入基体的组成物留在基体内成为过饱和固溶体,这样可以改善合金的延展性和韧性,并为进一步进行沉淀硬化处理创造条件。固溶处理多用于非铁合金。时效处理是指金属或合金工件(如低碳钢
等)经固溶处理,从高温淬火或经过一定程度的冷加工变形后,在较高的温度或室温放置保持其形状、尺寸,性能随时间而变化的热处理工艺。一般地讲,经过时效,材料的硬度、强度、塑性韧性和内应力会有所变化。
技术实现要素:
7.本发明的目的是针对上述问题,提供一种镍基耐蚀合金表面处理工艺,通过提升表层抗氢晶界比例降低镍基耐蚀合金氢脆敏感性,提高现有镍基耐蚀合金的耐氢损伤能力。
8.本发明为了实现其目的,采用的技术方案是:
9.一种提高镍基耐蚀合金抗氢脆性能的表面处理工艺,其特征在于,包括如下步骤:
10.(1)激光熔凝处理:对镍基耐蚀合金样品进行激光处理,激光功率为100~200w,激光加工速度为5~10mm/s;
11.(2)固溶处理:将激光处理后的样品在1000~1040℃下固溶0.25~0.5h,随后空冷;
12.(3)时效处理:空冷后的样品在600~800℃时效处理10~22h,随后空冷,即完成了表面处理。
13.优选地,在步骤(1)中激光处理之前先对合金样品进行打磨以去除氧化铁皮并且保证表面平整度以便于激光加工。
14.优选地,在步骤(1)中激光处理沿着板材轧制方向激光扫描,激光光斑直径为1~2mm。
15.优选地,所述镍基耐蚀合金为铁镍基耐蚀合金。
16.优选地,所述镍基耐蚀合金的化学成分按重量百分比计如下,镍:45.0-55.0%,铬:19.5-23.0%,钛:0.5-2.5%,铝:0.01-0.7%,硅:≤0.5%,碳:0.005-0.04%,钼:3.0-4.0%,铌:2.5-4.5%,铜:1.5-3.0%,锰:≤1.0%,铁:余量。
17.优选地,激光熔凝处理的激光功率为100~180w或100~150w或150~200w,激光加工速度为5~7mm/s或7~10mm/s。
18.优选地,固溶处理在1000~1040℃下固溶0.3~0.5h或0.4~0.5h或0.5h。
19.优选地,时效处理在600~750℃时效处理12~20h。
20.进一步优选地,时效处理在600~730℃或615~730℃或620~725℃时效处理14~18h或15~17h或16h。
21.在上述技术方案中,所述镍基耐蚀合金样品板材的厚度为2~4mm或2~3mm,板材平直无明显弯曲。
22.本发明的有益效果是:
23.1、本发明在不改变合金成分的前提下,激光后仅通过固溶时效等较为简单的方法便可以提高材料的抗氢脆性,具有生产工艺简单、生产速度快、对设备要求较低等特点。
24.2、本发明采用激光熔凝处理,不仅具有生产效率高、热影响性小、质量可靠等特点,而且也能用于加工具有一定复杂程度的零件。
附图说明
25.图1是实施例1中的实验组镍基耐蚀合金进行激光熔凝的sem图。
26.图2是实施例1中的实验组镍基耐蚀合金激光熔凝后的ebsd图。
27.图3是实施例1中的实验组镍基耐蚀合金固溶工艺后的ebsd图。
28.图4是实施例1中的实验组镍基耐蚀合金时效工艺的ebsd图。
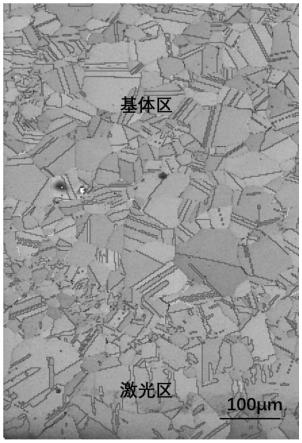
29.图5是实施例2中的镍基耐蚀合金在进行激光与固溶后的sem图。
具体实施方式
30.下面结合实施例对本发明作进一步说明,但并不因此而限制本发明。
31.本发明各实施例中的镍基耐蚀合金为incoloy alloy945,试样板材厚度为2mm,其化学成分为:镍:45.0-55.0%,铬:19.5-23.0%,钛:0.5-2.5%,铝:0.01-0.7%,硅:≤0.5%,碳:0.005-0.04%,钼:3.0-4.0%,铌:2.5-4.5%,铜:1.5-3.0%,锰:≤1.0%,铁:余量。
32.实施例1
33.一、合金表面处理
34.制备本发明的3个平行实验组样品,按照如下步骤操作:
35.1、取945镍基耐蚀合金样品进行打磨以去除氧化铁皮并且保证表面平整度以便于激光加工,保证激光加工后表面质量的均匀性。
36.2、激光熔凝处理:对打磨后的样品进行激光处理,沿着板材轧制方向激光扫描,激光功率为100w,激光加工速度为5mm/s,光斑直径为1mm,搭接率50%,离焦量2mm。激光处理完毕后进行sem分析,如图1所示,激光后的熔池区晶粒度远小于基体区的晶粒度,熔池上部呈柱状晶,底部呈等轴晶。
37.3、固溶处理:将激光处理后的样品在1000℃下固溶0.5h,随后空冷。
38.4、时效处理:空冷后的样品在621℃时效处理16h,随后空冷,即完成了表面处理。
39.同时制备3个平行对照组样品,对照组样品采用上述步骤1、3、4进行处理(即只进行固溶时效处理,而不进行激光熔凝处理)。
40.二、性能检测
41.将完成表面处理后的样品进行充氢拉伸。充氢液为磷酸和毒化剂的混合物,充氢温度为75℃,常压,充氢时间为5h。拉伸参照gb/t 228.1-2010《金属材料拉伸试验第1部分室温试验方法》进行,3个平行样品力学性能取平均值。实验组样品与对照组样品的力学性能如下表1所示:
42.表1
[0043][0044]
由表1结果可知,采用本发明方法表面处理过后的镍基耐蚀合金其平均抗拉强度为1135mpa,屈服强度为833mpa,伸长率为13.4%。而对照组只是无激光处理,其他处理步骤则和实验组完全一样,对照组样品充氢后的力学性能:抗拉强度为1028mpa,屈服强度为
758mpa,伸长率为9.2%。两者对比可发现激光过后的材料抗拉强度、屈服强度、伸长率显著提高,材料的抗氢脆性明显提高。
[0045]
本发明采用激光固溶时效对镍基耐蚀合金进行表面处理,其机理主要是通过提高σ3晶界的比例来提高材料的抗氢脆性,σ3晶界的增加不仅可以改善合金的抗腐蚀性能,也可以提高材料的抗氢脆性。首先,激光熔凝的快速升温快速冷却细化了晶粒,起到了细晶强化的效果,熔池区的平均晶粒度大约只有基体晶粒的三分之一(图2),熔池底部的晶粒度则大约为基体晶粒的五十分之一,但此时的σ3抗氢晶界的比例只有2%。其次,固溶工艺增加了σ3抗氢晶界的比例,表层熔凝区的σ3晶界从2%增加到43.3%(图3)。最后,时效工艺则将σ3晶界提高到了54.2%(图4),此工序也进一步改善了材料的硬度与塑性。
[0046]
实施例2
[0047]
一、合金表面处理
[0048]
制备本发明的3个平行实验组样品,按照如下步骤操作:
[0049]
1、取945镍基耐蚀合金样品进行打磨以去除氧化铁皮并且保证表面平整度以便于激光加工,保证激光加工后表面质量的均匀性。
[0050]
2、激光熔凝处理:对打磨后的样品进行激光处理,沿着板材轧制方向激光扫描,激光功率为200w,激光加工速度为10mm/s,光斑直径为1mm,搭接率50%,离焦量2mm。
[0051]
3、固溶处理:将激光处理后的样品在1040℃下固溶0.5h,最后空冷。随后进行sem分析,如图5所示,固溶后的激光区晶粒度依然小于基体区,此时仍能观察到熔池底部长大的细小晶粒。
[0052]
4、时效处理:空冷后的样品在721℃时效处理16h,随后空冷,即完成了表面处理。
[0053]
同时制备3个平行对照组样品,对照组样品采用上述步骤1、3、4进行处理(即只进行固溶时效处理,而不进行激光熔凝处理)。
[0054]
二、性能检测
[0055]
将完成表面处理后的样品进行充氢拉伸。充氢液为磷酸和毒化剂的混合物,充氢温度为75℃,常压,充氢时间为5h。拉伸参照gb/t 228.1-2010《金属材料拉伸试验第1部分室温试验方法》进行,3个平行样品力学性能取平均值。实验组样品与对照组样品的力学性能如下表2所示:
[0056]
表2
[0057][0058]
由表2结果可知,采用本发明方法表面处理过后的镍基耐蚀合金其平均抗拉强度为1097mpa,屈服强度为784mpa,伸长率为17.7%。而对照组只是无激光处理,其他处理步骤则和实验组完全一样,对照组样品充氢后的力学性能:抗拉强度为1012mpa,屈服强度为773mpa,伸长率为11.5%。两者对比可发现激光过后的材料抗拉强度、伸长率显著提高,材料的抗氢脆性明显提高。
[0059]
实施例3
[0060]
一、合金表面处理
[0061]
制备本发明的3个平行实验组样品,按照如下步骤操作:
[0062]
1、取945镍基耐蚀合金样品进行打磨以去除氧化铁皮并且保证表面平整度以便于激光加工,保证激光加工后表面质量的均匀性。
[0063]
2、激光熔凝处理:对打磨后的样品进行激光处理,沿着板材轧制方向激光扫描,激光功率为150w,激光加工速度为7mm/s,光斑直径为1mm,搭接率50%,离焦量2mm。
[0064]
3、固溶处理:将激光处理后的样品在1020℃下固溶0.5h,随后空冷。
[0065]
4、时效处理:空冷后的样品在721℃时效处理16h,随后空冷,即完成了表面处理。
[0066]
同时制备3个平行对照组样品,对照组样品采用上述步骤1、3、4进行处理(即只进行固溶时效处理,而不进行激光熔凝处理)。
[0067]
二、性能检测
[0068]
将完成表面处理后的样品进行充氢拉伸。充氢液为磷酸和毒化剂的混合物,充氢温度为75℃,常压,充氢时间为5h。拉伸参照gb/t 228.1-2010《金属材料拉伸试验第1部分室温试验方法》进行,3个平行样品力学性能取平均值。实验组样品与对照组样品的力学性能如下表3所示:
[0069]
表3
[0070][0071]
由表3结果可知,采用本发明方法表面处理过后的镍基耐蚀合金其平均抗拉强度为1197mpa,屈服强度为875mpa,伸长率为15.6%。而对照组只是无激光处理,其他处理步骤则和实验组完全一样,对照组样品充氢后的力学性能:抗拉强度为1075mpa,屈服强度为768mpa,伸长率为10.8%。两者对比可发现激光过后的材料抗拉强度、屈服强度、伸长率显著提高,材料的抗氢脆性明显提高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1