一种防开裂复合材料耐磨耐蚀涂层的制备装置及其方法
1.本发明涉及复合材料涂层制备技术领域,尤其涉及一种防开裂复合材料耐磨耐蚀涂层的制备装置及其方法。
背景技术:
2.激光熔覆技术是一种具有良好应用前景的表面处理技术。与传统的表面技术(等离子喷涂、堆焊等)相比,它具有热输入少、工件的变形小、稀释率低的优点。熔覆层与基体材料的界面结合为治金结合,同时熔覆层的凝固速度快,得到的熔层晶粒细小;熔覆层的耐磨损、耐腐蚀性能优于传统技术加工的涂层性能。
3.但熔覆层的开裂一直是困扰获得性能完整覆层的最大问题,尤其是涂层的开裂后耐磨耐蚀性能急剧下降,且在对基材表面进行熔覆前,需要对基材表面进行打磨清理,但是有的基材表面凹陷或吐出,使其基材表面不位于同一平面内,从而导致基材表面不平整处难以打磨光滑,从而影响熔覆的质量。
4.因此,有必要提供一种新的防开裂复合材料耐磨耐蚀涂层的制备装置及其方法解决上述技术问题。
技术实现要素:
5.本发明提供一种的降低熔覆过程中、后涂层开裂,且便于将基材表面均匀打磨的防开裂复合材料耐磨耐蚀涂层的制备装置及其方法。
6.为解决上述技术问题,本发明提供的防开裂复合材料耐磨耐蚀涂层的制备装置包括:所述打磨机构包括第一砂轮、第二砂轮、第一固定轴、第一六棱柱和螺杆,所述主体的内部转动连接多根所述第一固定轴,所述第一固定轴的内部滑动连接所述第一六棱柱,多根所述第一六棱柱的底端固定连接所述第一砂轮和所述第二砂轮;所述主体与所述螺杆之间螺纹连接,且所述螺杆与所述第一六棱柱之间转动连接;所述清洗机构包括毛刷、第二固定轴、第二六棱柱、储存箱、活塞、第三固定轴和进料管,所述主体的内部转动连接所述第二固定轴和所述第三固定轴,所述第三固定轴的内部滑动连接所述第二六棱柱,所述第二固定轴和所述第二六棱柱的底端安装所述毛刷;所述第三固定轴的内部滑动连接所述活塞和所述第二六棱柱,所述第二六棱柱的顶端固定连接所述活塞;所述主体的顶端安装所述储存箱,所述储存箱的内部安装所述进料管,且所述进料管与所述第三固定轴之间转动连接;调节机构,所述调节机构安装于所述第三固定轴的内部;驱动机构,所述驱动机构安装于所述主体的侧壁,且所述驱动机构连接所述第一固定轴、所述第二固定轴和所述第三固定轴。
7.优选的,所述主体包括护板、箱体、收集箱和传送杆,所述箱体的内部转动连接所述第一固定轴、所述第二固定轴和所述第三固定轴,所述箱体的侧壁对称安装所述护板;所述箱体的底端安装所述收集箱,且所述箱体和所述护板的侧壁分别转动连接多根所述传送杆。
8.优选的,所述箱体的内部与多根所述螺杆之间螺纹连接,所述第一砂轮的直径大
于所述第二砂轮的直径,且所述第一砂轮和所述第二砂轮在所述箱体的内部错开设置。
9.优选的,所述擦拭机构包括海绵垫、滚筒、压板和连接板,所述箱体的内部转动连接所述滚筒和所述海绵垫,且所述滚筒的侧壁套装所述海绵垫;所述海绵垫与所述压板和所述连接板之间滑动连接,侧壁为弧形的所述连接板的顶端安装所述压板,且所述连接板与所述箱体的内侧壁之间固定连接。
10.优选的,所述驱动机构包括变频电机、皮圈、套轴、安装板和齿轮,所述主体的侧壁安装所述安装板,所述安装板的侧壁和所述箱体的内部分别安装所述变频电机;所述安装板的内部转动连接两个相互啮合所述齿轮,且所述安装板侧壁的所述变频电机连接其中一个所述齿轮,其中一根所述传送杆与另一根所述齿轮之间固定连接;所述传送杆、所述第一固定轴、所述第二固定轴、所述第三固定轴和另一个所述变频电机的侧壁分别安装所述套轴,且相邻的所述套轴之间安装所述皮圈。
11.优选的,所述风干机构包括总管、喷头和进风管,所述箱体的内部安装所述总管和所述进风管,所述进风管连接所述总管,且所述总管的底端安装多根所述喷头。
12.优选的,所述喷头在所述总管的底端倾斜设置,且所述喷头的倾斜角度沿着所述箱体一端向着所述箱体另一端的方向逐渐减小。
13.优选的,所述调节机构包括滑杆、固定套、滑槽和凸块,所述进料管的底端固定连接所述固定套,所述固定套的侧壁倾斜设有环形的所述滑槽;所述滑槽的内部滑动连接一端为球形的所述凸块;所述滑杆的两端分别固定连接所述凸块和所述活塞。
14.优选的,一种防开裂复合材料耐磨耐蚀涂层的制备装置方法,包括以下步骤:
15.步骤一:将基材输送进入主体的内部,所述主体内部的打磨机构对所述基材表面进行打磨,且清洗机构使用丙酮对打磨后的所述基材在进行清洗,擦拭机构和风干机构对清洗后的所述基材进行擦拭和风干;
16.步骤二:经过风干的所述基材经过预热后进入激光熔覆机中,激光熔覆机分两次对所述基材进行熔覆,第一次在所述基材的表面熔覆成网纹层结构,网纹层结构形状为蜂窝形或菱形,且大小、形状一致排列,第二次再对所述基材表面进行熔覆涂层;
17.步骤三:涂层完成将所述基材放入加热炉中进行加热去应力退火,然后再进行随炉冷却,从而再次降低熔覆涂层残余应力,减少裂纹开裂倾向;
18.与相关技术相比较,本发明提供的防开裂复合材料耐磨耐蚀涂层的制备装置及其方法具有如下有益效果:
19.本发明提供一种防开裂复合材料耐磨耐蚀涂层的制备装置及其方法,在对所述基材进行熔覆前,先在所述基材的表面熔覆一层网纹层结构,在网纹层形成后熔覆时可以增加异质形核质点的数量,细化晶粒,避免粗大晶粒生成,增加涂层的塑韧性,进一步降低涂层开裂倾向;在对所述基材表面打磨时,转动所述螺杆,所述螺杆在所述主体的内部运动,且所述螺杆带动所述第一六棱柱、所述第一砂轮和所述第二砂轮上下运动,改变所述第一砂轮和所述第二砂轮的高度,便于所述第一砂轮和所述第二砂轮转动打磨表面凹凸的所述基材;当所述基材打磨后,所述第二固定轴底端的所述毛刷将所述基材表面的灰尘打扫干净,且所述储存箱内部的丙酮通过所述下料管进入所述第三固定轴的内部,在通过所述中空的所述第二六棱柱喷出到所述基材的表面,此时所述第二六棱柱表面的所述毛刷转动使丙酮对所述基材表面进行清洗,且此时所述第二六棱柱带动所述毛刷不断的上下运动,从
而使所述毛刷不断的收缩和撑开,不断改变所述毛刷的清洗面积和力度,且当一列所述毛刷向下运动时,另一列所述毛刷向上运动,随着所述毛刷上下运动,使所述毛刷与所述基材表面都接触,从而有效清理所述基材表面。
附图说明
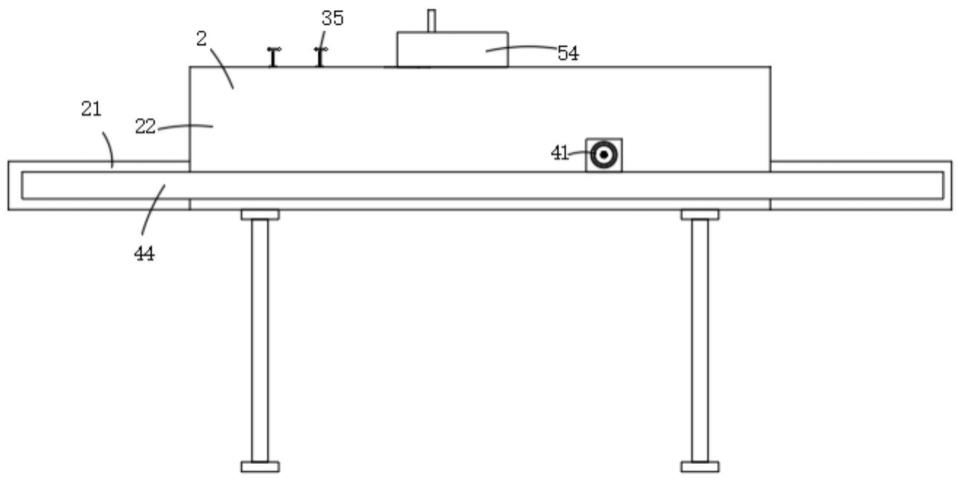
20.图1为本发明提供的防开裂复合材料耐磨耐蚀涂层的制备装置及其方法的一种较佳实施例的结构示意图;
21.图2为图1所示的主体内部结构示意图;
22.图3为图1所示的驱动机构内部结构示意图;
23.图4为图1所示的箱体内部结构俯视图;
24.图5为图2所示的a处结构放大示意图;
25.图6为图2所示的b处结构放大示意图;
26.图7为图6所示的固定套内部结构示意图;
27.图8为图2所示的c处结构放大示意图;
28.图9为图1所示的基材结构示意图。
29.图中标号:1、基材,11、网络层,12、熔覆层,2、主体,21、护板,22、箱体,23、收集箱,24、传送杆,3、打磨机构,31、第一砂轮,32、第二砂轮,33、第一固定轴,34、第一六棱柱,35、螺杆,4、驱动机构,41、变频电机,42、皮圈,43、套轴,44、安装板,45、齿轮,5、清洗机构,51、毛刷,52、第二固定轴,53、第二六棱柱,54、储存箱,55、活塞,56、第三固定轴,57、下料管,6、风干机构,61、总管,62、喷头,63、进风管,7、调节机构,71、滑杆,72、固定套,73、滑槽,74、凸块,8、擦拭机构,81、海绵垫,82、滚筒,83、压板,84、连接板。
具体实施方式
30.下面结合附图和实施方式对本发明作进一步说明。
31.请结合参阅图1、图2、图3、图4、图5、图6、图7、图8和图9其中,图1为本发明提供的防开裂复合材料耐磨耐蚀涂层的制备装置及其方法的一种较佳实施例的结构示意图;图2为图1所示的主体内部结构示意图;图3为图1所示的驱动机构内部结构示意图;图4为图1所示的箱体内部结构俯视图;图5为图2所示的a处结构放大示意图;图6为图2所示的b处结构放大示意图;图7为图6所示的固定套内部结构示意图;图8为图2所示的c处结构放大示意图;图9为图1所示的基材结构示意图。防开裂复合材料耐磨耐蚀涂层的制备装置及其方法包括:所述打磨机构3包括第一砂轮31、第二砂轮32、第一固定轴33、第一六棱柱34和螺杆35,所述主体2的内部转动连接多根所述第一固定轴33,所述第一固定轴33的内部滑动连接所述第一六棱柱34,多根所述第一六棱柱34的底端固定连接所述第一砂轮31和所述第二砂轮32;所述主体2与所述螺杆35之间螺纹连接,且所述螺杆35与所述第一六棱柱34之间转动连接;所述清洗机构5包括毛刷51、第二固定轴52、第二六棱柱53、储存箱54、活塞55、第三固定轴56和进料管57,所述主体2的内部转动连接所述第二固定轴52和所述第三固定轴56,所述第三固定轴56的内部滑动连接所述第二六棱柱53,所述第二固定轴52和所述第二六棱柱53的底端安装所述毛刷51;所述第三固定轴56的内部滑动连接所述活塞55和所述第二六棱柱53,所述第二六棱柱53的顶端固定连接所述活塞55;所述主体2的顶端安装所述储存箱
54,所述储存箱54的内部安装所述进料管57,且所述进料管57与所述第三固定轴56之间转动连接;调节机构7,所述调节机构7安装于所述第三固定轴56的内部;驱动机构4,所述驱动机构4安装于所述主体2的侧壁,且所述驱动机构4连接所述第一固定轴33、所述第二固定轴52和所述第三固定轴56。
32.所述主体2包括护板21、箱体22、收集箱23和传送杆24,所述箱体22的内部转动连接所述第一固定轴33、所述第二固定轴52和所述第三固定轴56,所述箱体22的侧壁对称安装所述护板21;所述箱体22的底端安装所述收集箱23,且所述箱体22和所述护板21的侧壁分别转动连接多根所述传送杆24,为了方便将所述基材1放入所述护板21的内部,所述传送杆24转动推车所述基材1在所述箱体22的内部运动。
33.所述箱体22的内部与多根所述螺杆35之间螺纹连接,所述第一砂轮31的直径大于所述第二砂轮32的直径,且所述第一砂轮31和所述第二砂轮32在所述箱体22的内部错开设置,为了方便所述第一砂轮31和所述第二砂轮32均匀打磨所述基材1表面。
34.所述擦拭机构8包括海绵垫81、滚筒82、压板83和连接板84,所述箱体22的内部转动连接所述滚筒82和所述海绵垫81,且所述滚筒82的侧壁套装所述海绵垫81;所述海绵垫81与所述压板83和所述连接板84之间滑动连接,侧壁为弧形的所述连接板84的顶端安装所述压板83,且所述连接板84与所述箱体22的内侧壁之间固定连接,为了方便所述滚筒82带动所述海绵垫81转动将所述基材1表面擦拭干净,且转动所述海绵垫81与所述压板83接触,将所述海绵垫81内部的液体挤压进入所述连接板84的内部,从而排出所述海绵垫81内部的积液。
35.所述驱动机构4包括变频电机41、皮圈42、套轴43、安装板44和齿轮45,所述主体2的侧壁安装所述安装板44,所述安装板44的侧壁和所述箱体22的内部分别安装所述变频电机41;所述安装板44的内部转动连接两个相互啮合所述齿轮45,且所述安装板44侧壁的所述变频电机41连接其中一个所述齿轮45,其中一根所述传送杆24与另一根所述齿轮45之间固定连接;所述传送杆24、所述第一固定轴33、所述第二固定轴52、所述第三固定轴56和另一个所述变频电机41的侧壁分别安装所述套轴43,且相邻的所述套轴43之间安装所述皮圈42,为了方便所述变频电机41运作带动所述齿轮45、所述套轴43、所述皮圈42、所述第一固定轴33、所述第二固定轴52和所述第三固定轴56转动。
36.所述风干机构6包括总管61、喷头62和进风管63,所述箱体22的内部安装所述总管61和所述进风管63,所述进风管63连接所述总管61,且所述总管61的底端安装多根所述喷头62,所述喷头62在所述总管61的底端倾斜设置,;为了将风机与所述进风管63连接,风通过所述总管61从所述喷头62中喷出喷向所述基材1的表面,且所述喷头62的倾斜角度沿着所述箱体22一端向着所述箱体22另一端的方向逐渐减小,从而使对所述基材1表面的风力逐渐增加,有利于将所述基材1表面快速吹干。
37.所述调节机构7包括滑杆71、固定套72、滑槽73和凸块74,所述进料管57的底端固定连接所述固定套72,所述固定套72的侧壁倾斜设有环形的所述滑槽73;所述滑槽73的内部滑动连接一端为球形的所述凸块74;所述滑杆71的两端分别固定连接所述凸块74和所述活塞55,为了当所述第二六棱柱53转动时,所述第二六棱柱53带动所述活塞55同步转动,所述活塞55带动所述滑杆71和所述凸块74沿着倾斜的所述滑槽73转动,从而使所述滑杆71带动所述活塞55和所述第二六棱柱53在转动的同时不断的上下运动。
38.一种防开裂复合材料耐磨耐蚀涂层的制备装置方法,包括以下步骤:
39.步骤一:在对所述基材1表面处理时,将所述变频电机41外接电源,所述变频电机41运作带动所述齿轮45、所述套轴43、所述皮圈42、所述传送杆24、所述第一固定轴33、所述第二固定轴52和所述第三固定轴56转动。将所述基材1放入所述护板21的内部,所述传送杆24转动推车所述基材1在所述箱体22的内部运动。根据所述基材1表面形状,转动所述螺杆35,所述螺杆35在所述主体2的内部运动,且所述螺杆35带动所述第一六棱柱34、所述第一砂轮31和所述第二砂轮32上下运动,改变所述第一砂轮31和所述第二砂轮32的高度,便于所述第一砂轮31和所述第二砂轮32转动打磨表面凹凸的所述基材1;当所述基材1打磨后,所述第二固定轴52底端的所述毛刷5将所述基材1表面的灰尘打扫干净,且所述储存箱54内部的丙酮通过所述下料管57进入所述第三固定轴56的内部,在通过所述中空的所述第二六棱柱53喷出到所述基材1的表面,此时所述第二六棱柱53表面的所述毛刷51转动使丙酮对所述基材1表面进行清洗;所述第二六棱柱53转动时,所述第二六棱柱53带动所述活塞55同步转动,所述活塞55带动所述滑杆71和所述凸块74沿着倾斜的所述滑槽73转动,从而使所述滑杆71带动所述活塞55和所述第二六棱柱53在转动的同时不断的上下运动,从而使所述毛刷51不断的收缩和撑开,不断改变所述毛刷51的清洗面积和力度,且当一列所述毛刷51向下运动时,另一列所述毛刷52向上运动,随着所述毛刷51上下运动,使所述毛刷51与所述基材1表面都接触,从而有效清理所述基材1表面,且所述基材1表面的积液和灰尘向下掉落进入所述收集箱23的内部。经过清洗的所述基材与所述海绵垫81接触,所述滚筒82带动所述海绵垫81转动将所述基材1表面擦拭干净,且转动所述海绵垫81与所述压板83接触,将所述海绵垫81内部的液体挤压进入所述连接板84的内部,从而排出所述海绵垫81内部的积液。经过擦拭的所述基材1运动到所述喷头1的下方,风通过所述总管61从所述喷头62中喷出喷向所述基材1的表面,且所述喷头62的倾斜角度沿着所述箱体22一端向着所述箱体22另一端的方向逐渐减小,从而使对所述基材1表面的风力逐渐增加,有利于将所述基材1表面快速吹干,便于对所述基材1再次处理加工;
40.步骤二:经过风干的所述基材1经过预热后进入激光熔覆机中,激光熔覆机分两次对所述基材1进行熔覆,第一次在所述基材1的表面熔覆成网纹层结构,网纹层结构形状为蜂窝形或菱形,且大小、形状一致排列,第二次再对所述基材1表面进行熔覆涂层(如附图9所示);
41.步骤三:涂层完成将所述基材1放入加热炉中进行加热去应力退火,然后再进行随炉冷却,从而再次降低熔覆涂层残余应力,减少裂纹开裂倾向
42.以上仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1