一种浇注铸铅模铸造工艺提升方法与流程
本发明属于铸铅模,具体涉及一种浇注铸铅模铸造工艺提升方法。
背景技术:
1、铸铅模是制作铅锭的模具,材质为zg230-450,铸铅模的尺寸为上口直径φ1400mm,下底直径φ800mm,包体高700mm,铸铅模使用后出现铸铅模壁严重变形,主要是包体高700mm的侧边中段位置向中心收缩,形成“收腰”现象,冷却成锭后铅锭不能顺利脱模;浇注时高温铅液浇入铸铅模有渗液现象。原因分析:铸铅模浇注完成后侧边内部的气孔砂眼图“a”比较多,高温铅液频繁浇入铸铅模出现渗液、产生应力,造成中部变形内缩。
技术实现思路
1、本发明的目的在于提供一种浇注铸铅模铸造工艺提升方法,以解决上述背景技术中提出的问题。
2、为了实现上述目的,本发明采用的技术方案是:
3、一种浇注铸铅模铸造工艺提升方法,包括以下步骤:
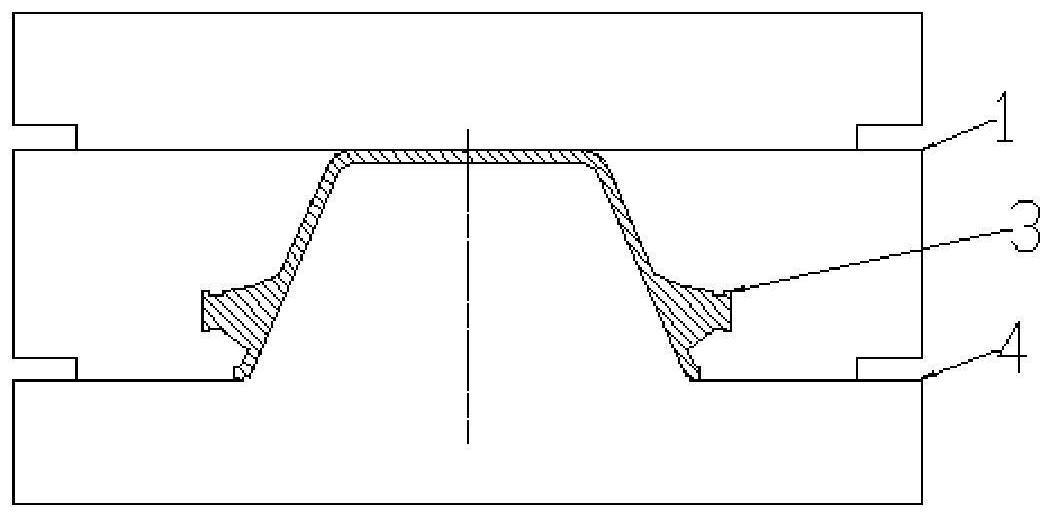
4、s1:增加铸铅模木样“r”处的倒角,打磨平整;
5、s2:将铸铅模木样埋入砂型,进行铸件的造型;
6、s3:造型完成后,在砂箱型腔内壁上刷涂料;
7、s4:待砂箱型腔制作完毕后,按二分型砂箱的结构进行合模,然后完成浇注。
8、所述二分型砂箱包括上部分型面和底部分型面。
9、综上所述,由于采用了上述技术方案,本发明的有益效果是:
10、本发明通过增大铸铅模的“r”处的倒角,有效改善了“r”处补缩效果;同时将三分型砂箱更改为两分型砂型,减少铸铅模侧边中段产生气孔,防止渗漏、变形,有效解决了铸件中段的气孔产生,防止了铸件渗漏、变形情况的发生几率,提升了产品质量。
技术特征:
1.一种浇注铸铅模铸造工艺提升方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种浇注铸铅模铸造工艺提升方法,其特征在于:所述二分型砂箱包括上部分型面和底部分型面。
技术总结
本发明涉及铸铅模技术领域,其目的在于提供了一种浇注铸铅模铸造工艺提升方法,包括以下步骤:增加铸铅模木样“R”处的倒角,打磨平整;将铸铅模木样埋入砂型,进行铸件的造型;造型完成后,在砂箱型腔内壁上刷涂料;待砂箱型腔制作完毕后,按二分型砂箱的结构进行合模,然后完成浇注。本发明通过增大铸铅模的“R”处的倒角,有效改善了“R”处补缩效果;同时将三分型砂箱更改为两分型砂型,减少铸铅模侧边中段产生气孔,防止渗漏、变形,有效解决了铸件中段的气孔产生,防止了铸件渗漏、变形情况的发生几率,提升了产品质量。
技术研发人员:王娟宁,刘宜洁,冯永兵,王瑞,张桂卫,李济安,靳虎平
受保护的技术使用者:白银恒诚机械制造有限责任公司
技术研发日:
技术公布日:2024/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1