一种铝基管状靶材的制备方法
1.本发明涉及粉末冶金技术领域,尤其涉及一种铝基管状靶材的制备方法。
背景技术:
2.物理气相沉积技术用于在工件表面制备薄膜和涂层实现力学或光电方面的用途,在半导体、微电子、磁记录、工模具、装饰等领域具有广泛的应用。作为物理气相沉积技术的源材料——靶材,是制备薄膜和涂层的关键材料。目前靶材的形状主要分两种,一种是平面靶材,另一种是管状靶材;平面靶材的利用率只有20%~30%,远远低于管状靶材大约70%的利用率;平面靶材低的利用率,会造成大量的源材料浪费。所以,目前管状靶材是未来靶材的发展趋势。
3.铝基靶材在工具、模具、机械零件上制备一层氮化物涂层,用于达到耐磨防腐的作用,大大提高了产品的服役周期;管状铝基靶材,因其高的利用率,在利用物理气相沉积技术制备薄膜或涂层领域具有广阔的应用前景。
4.现有的制备方法采用内、外两层包套,将背管套在内层包套外,然后将混合均匀的钛铝粉末装入背管外壁与外层包套之间;除气管置于外层包套侧壁,除气完成后进行热等静压制备成管状毛坯;最后机加工制备成管状铬铝靶材,但是该方法存在以下缺陷:(1)因为需要内外两层包套,焊接工作量大;(2)由于在热等静压处理过程中,内层包套会向外扩展,需要内层外壁与背管内壁紧密贴合,否则在热等静压处理过程中内层包套会涨裂。
5.考虑到现有技术中存在的问题,本发明提供一种管状铝基靶材的制备方法。
技术实现要素:
6.为了解决上述现有技术中的不足,本发明提供一种铝基管状靶材的制备方法。
7.本发明的一种铝基管状靶材的制备方法是通过以下技术方案实现的:
8.一种铝基管状靶材的制备方法,包括以下步骤:
9.步骤1,组装包套:在背管外壁设置粘接层后,在所述粘接层外侧形成一个上方具有贯穿孔的腔体的包套结构;
10.其中,所述粘结层为锌或锌铝合金;
11.步骤2,原料混合:分别称取铝基管状靶材的制备原料经球磨处理混合均匀,获得填充材料;
12.步骤3,粉末装填:通过所述贯穿孔,采用所述填充材料将所述腔体完全填充后,获得装粉包套;
13.步骤4,包套除气:将所述装粉包套进行高温除气处理后,获得除气包套;
14.步骤5,热等静压处理:将所述除气包套进行静压处理,获得锭坯;
15.步骤6,成品加工:将所述锭坯进行加工后,获得铝基管状靶材。
16.进一步地,所述制备方法是基于包套组件进行制备的,所述包套组件包括包套外壳、包套上盖、包套下盖、芯棒、背管、上限位环和下限位环;所述上限位环上具有贯穿孔;且
所述制备方法包括以下步骤:
17.步骤1,组装包套
18.将包套下盖设置于包套外壳内侧的底端;在背管外壁制作一层粘接层后,将芯棒插入所述背管中,将其置于所述包套外壳内;且所述背管的上端与下端分别通过上限位环和下限位环进行固定,以使包套外壳、粘接层、下限位环和上限位环之间形成一个上方设置有贯穿孔的腔体;
19.步骤2,原料混合:分别称取铝基管状靶材的制备原料经球磨处理混合均匀,获得填充材料;
20.步骤3,粉末装填:通过所述上限位环的贯穿孔,将所述腔体采用所述填充材料完全填充;随后,将连接有除气管的包套上盖设置于所述包套外壳的上端内侧,并使其外边缘与所述包套外壳上边缘平齐,获得装粉包套;
21.步骤4,包套除气:将所述装粉包套进行高温除气处理后,将所述除气管密封,获得除气包套;
22.步骤5,热等静压处理:将所述除气包套进行静压处理,获得铝基管状靶材锭坯;
23.步骤6,成品加工:将所述铝基管状靶材锭坯中的芯棒,获得铝基管状靶材。
24.进一步地,所述制备原料包括铝以及其他组分;
25.所述其他组分为钛、铬、硅、硼、钼、钨、钒中的一种或多种。
26.进一步地,所述铝与其他组分的原子比为0.1~0.99:1。
27.进一步地,所述铝与其它原料为粉末状,粉末粒度<500μm。
28.进一步地,所述高温除气处理的温度为300~400℃,保温时间为4~16h,保温时的真空度≤2
×
10-3
pa。
29.进一步地,所述热等静压的温度为400~600℃,压力为60~150mpa,处理时间为2~5h。
30.进一步地,所述球磨处理的的球料比为1:4,球磨转速为30~60r/min,球磨时间为4~10h。
31.进一步地,所述背管的材质为不锈钢、钛、钛合金、铜和铜合金中的任意一种。
32.进一步地,所述粘结层为锌或锌铝合金。
33.进一步地,所述芯棒的材质为石墨、铝和铝合金中的任意一种;
34.所述芯棒的高度大于所述背管的高度。
35.进一步地,所述上限位环的内径大于芯棒直径,且其外径小于包套外壳的内径。
36.进一步地,所述下限位环的内径大于背管外径,且其外径小于包套外壳的内径。
37.进一步地,所述包套外壳的材质为铝或铝合金。
38.进一步地,除气管的材质为铝或铝合金。
39.进一步地,所述上限位环的材质为铝或铝合金。
40.进一步地,所述下限位环的材质为铝或铝合金。
41.本发明与现有技术相比,具有以下有益效果:
42.本发明制备的铝基管状靶材直接将铝粉和钛、铬、硅、硼、钼、钨、钒中等一种或多种粉末通过热等静压的方式粘接在背管上,将靶材成型以及靶材与背管的绑定工序合二为一,省去了绑定工序,显著缩短生产周期并降低生产成本。
43.本发明选用金属锌或锌合金作为靶材与背管之间的粘接层,可将粘接层的熔化温度提高到420℃度以上,避免了选用大功率溅射时,容易出现管靶结合面过热而使粘接层(比如传统的铟粘接层)熔化最终导致靶材脱落、鼓包、粘接层流入溅射腔室等情况的发生,为大功率快速溅射提供了条件。
44.本发明通过球磨将填充材料的制备原料混匀,不但保证了混粉的均匀性,而且增加了粉末之间的咬合,避免了装粉过程中粉末不均匀现象的出现,确保了靶材成分分布均匀。
45.本发明基于热等静压工艺制备的铝基管状靶材制备工艺,由于合理的选择的制备温度,既保证了靶材的致密性、又不含钛铝、铬铝等脆性金属间化合物,不仅可实现传统熔炼工艺无法制备的高铝管状靶材,铝原子的摩尔比例大于10%,小于99%;而且靶材易成型、加工难度低,可实现复杂形状靶材的生产。本发明为铝基管状靶材制备工艺提供了有益参考。
46.本发明采用热等静压的工艺制备的铝基靶材,靶材密度高、无气孔。
47.本发明首先将包套组件组装使包套外壳、粘接层、下限位环和上限位环之间形成一个上方具有贯穿孔的腔体,通过贯穿孔将球磨均匀的填充材料填充其中,随后依次进行高温除气处理、
附图说明
48.图1为实施例1中包套下盖和下限位环设置于包套外壳内的结构示意图;
49.图2为实施例1中背管设置有粘接层后的结构示意图;
50.图3为实施例1中将背管设置于包套外壳内的结构示意图;
51.图4为实施例1中下限位环的结构示意图;
52.图5为实施例1中装填填充材料后的结构示意图;
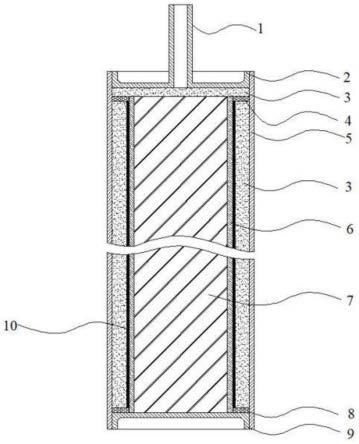
53.图6为实施例1设置连接有除气管的包套上盖后的结构示意图;
54.图7为实施例1中上限位环的结构示意图;
55.图8为实施例1制备的管状钛铝靶材实物图;
56.图9为实施例1制备的钛铝33/67at%管状靶材背散射显微形貌(
×
50倍);
57.图10为实施例1制备的钛铝33/67at%管状靶材背散射显微形貌(
×
200倍);
58.图11为实施例1制备的管状钛铝靶材“背管+粘接层+靶材”显微形貌及成分的线扫描结果。
具体实施方式
59.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
60.实施例1
61.请参阅图1-11,本实施例提供一种铝基管状靶材的制备方法,包括以下步骤:
62.步骤1,组装包套:在背管6外壁设置粘接层10后,在粘接层10外侧形成一个上方具有贯穿孔的腔体的包套结构;
63.需要说明的是,本发明不限制具有贯穿孔的腔体的包套结构的具体制备方法,只
要能够根据实际需求制备包套,并在包套上端留有一个便于填充材料填充于上述腔体内的贯穿孔即可。可选的,本实施例采用的包套组件包括包套外壳5、包套上盖2、包套下盖9、芯棒7、背管6、上限位环4和下限位环8;且具体通过以下步骤制备形成:
64.请参阅图1,将包套下盖9设置于包套外壳5内侧的底端,且使其外边缘与包套外壳5下边缘平齐;将下限位环8设置于包套下盖9上且其边缘与包套外壳5内壁抵接;
65.请参阅图2,在背管6外壁制作一层粘接层10;随后,请参阅图3,将其置于包套外壳5内且使其底部穿设下限位环8内;以具有贯穿孔的环体作为上限位环4,将其套设于背管上端,以使包套外壳5、粘接层10、下限位环8和上限位环4之间形成一个上方设置有贯穿孔的腔体。
66.需要说明的是,本实施例不限制各部件之间的具体连接顺序,只要能够使包套外壳5、粘接层10、下限位环8和上限位环4之间形成一个上方设置有敞口的腔体,便于将待制备的铝基管状靶材的制备原料填充于该腔体内即可。
67.为了避免填充的待制备的铝基管状靶材的制备原料(即填充材料)由包壳外壳下端意外掉落,不利于管状靶材的制备的情况发生,本实施例优选的,采用如图4所示的圆环状平板作为下限位环8,其厚度为3毫米,且下限位环8为圆环状平板,圆环内径大于背管6外径,圆环外径小于包套内径,以保证腔体底部的密闭性。并且采用氩弧焊接的方式将包套下盖9固定连接于包套外壳5内侧的底端。
68.为了避免后续热处理过程中,靶材与背管6之间的结合效果下降,造成靶材脱落、鼓包、粘接层流入溅射腔室等情况,本实施例优选的,选用锌箔作为粘接层10的材质。
69.且为了避免套管组件的材质在制备过程中对靶材的成分造成影响,本实施例中,可选的,包套外壳5、包套上盖2、包套下盖9、除气管1、上限位环4、下限位环8均选用纯铝材质;芯棒7选用石墨,背管6选用304不锈钢;
70.步骤2,原料混合:分别称取铝基管状靶材的制备原料经球磨处理混合均匀,获得填充材料3;
71.需要说明的是,可根据实际需要称取铝基管状靶材的制备原料,可选的,本发明分别称取46.65份钛粉和53.35份铝粉,将钛粉和铝粉放入经球磨处理混合均匀,获得填充材料3。且本实施例中,钛粉的粒度为-300目,纯度99.6%;铝粉的粒度为200目,纯度99.6%;
72.且本实施例为了提高靶材成分分布的均匀性,采用机械球磨处理的方式进行混合,不仅能够提高粉末成分分布的均一性,还能够增加粉末之间的咬合,避免了装粉过程中粉末不均匀现象的出现,确保了靶材成分分布均匀。且球磨处理的球料比1:4,球磨转速为30~60r/min,球磨时间为4~10h。
73.步骤3,粉末装填:通过贯穿孔,采用填充材料3将腔体完全填充后,获得装粉包套;
74.需要说明的是,本实施例通过上述上限位环4的贯穿孔,将腔体采用填充材料3完全填充;并在限位环4上部装填大约10毫米厚度的粉末,请参阅图5;随后,将连接有除气管1的包套上盖2设置于包套外壳5的上端内侧,并使其外边缘与包套外壳5上边缘平齐,获得装粉包套,请参阅图6。
75.为了便于填充待制备的铝基管状靶材的制备原料(即填充材料),本实施例中,优选如图7所示的圆环状平板作为上限位环4,其厚度为3毫米,且其内径大于背管6外径,便于上限位环4可套进背管6、并放置在背管6顶部;圆环外径小于包套内径;内环与外环的中间
部分设置有4个圆环形贯穿孔,从而使粉末通过这些贯穿孔装填入包套与背管之间的腔体中。
76.步骤4,包套除气:将装粉包套进行高温除气处理后,获得除气包套;
77.需要说明的是,本实施例将获得的装粉包套进行高温除气,除气工艺为:350℃、真空度≤2
×
10-3
pa,保温10h;高温除气后,将除气管1砸扁约100毫米长度并在远离包套上盖2的砸扁边缘处剪断,快速用氩弧焊封焊进行密封,获得“除气包套”。
78.步骤5,热等静压处理:将除气包套进行静压处理,获得锭坯;
79.需要说明的是,本实施例将除气包套置于热等静压机内,在470℃、120mpa的条件下,保温保压3h,即获得“管状靶材毛坯”;然后,将管状靶材毛坯加工成“管状靶材”,如图8所示。
80.本实施例中,选择扫描电镜观察了靶材的显微形貌,如图9和图10分别为不同倍数的背散射照片,其中白色的为钛颗粒、黑色的为铝颗粒;由上述两图可知,选用本工艺制备的钛铝靶材元素分布均匀、组织结构致密。
81.在本实施例中,选用锌作为粘接层,并对粘接层的显微形貌进行了观察,并进行了线扫描分析,如图11所示。由图11可见,由于锌粘接层的存在,在背管与靶材之间形成一个500微米的冶金过渡层。此过渡层加强了靶材与背管之间的连接强度及溅射过程中热量的传递。
82.实施例2
83.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
84.本实施例中,高温除气处理的温度为300℃,保温时间为16h。
85.实施例3
86.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
87.本实施例中,高温除气处理的温度为400℃,保温时间为4h。
88.实施例4
89.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
90.本实施例中,热等静压的温度为400℃,压力为90mpa,处理时间为5h。
91.实施例5
92.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
93.本实施例中,热等静压的温度为600℃,压力为150mpa,处理时间为5h。
94.实施例6
95.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
96.本实施例中,步骤1中,粘结层为锌铝合金。
97.实施例7
98.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
99.本实施例中,芯棒7的材质为铝。
100.实施例8
101.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
102.本实施例中,芯棒7的材质为铝合金。
103.实施例9
104.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
105.本实施例中,背管6的材质为钛合金。
106.实施例10
107.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
108.本实施例中,背管6的材质为铜合金。
109.实施例11
110.本实施例提供一种铝基管状靶材的制备方法,且其与实施例1的区别仅在于:
111.本实施例中,包套外壳5、包套上盖2、包套下盖9、除气管1、上限位环4、下限位环8均的材质为纯铝。
112.以上实施例仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明保护范围之内;本发明未涉及的技术均可通过现有技术加以实现。
113.显然,上述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1