多工位水平旋转离心铸造磨球生产装置及其工作方法与流程
1.本发明涉及一种装置及其工作方法,尤其是涉及一种多工位水平旋转离心铸造磨球生产装置及其工作方法,它用于铸造磨球生产的装备,它属于机械类领域。
背景技术:
2.铸造磨球广泛用于建材、发电、矿山等行业,属于耗材,每年的用量巨大。磨球通用的铸造生产工艺为重力铸造,一般采用金属型、壳型、铁型覆砂、消失模、树脂砂等工艺。这类生产工艺因铸造工艺的原因,铁水收得较低,且铸球的的内在往往还会存在一定缺陷,或球体外部与内部球心的硬度会有较大的差异。
3.水平旋转离心铸造磨球是一种金属型铸造的方式,与重力铸造不同,它采用水平旋转产生的离心力,它对铁水充型能力、对浇注进入铸球型腔的铁水进行液态补缩能力,均远远超过重力铸造通过重力所带来的充型、补缩能力。水平旋转离心铸造磨球生产随着其工装模具形式的突破,已逐渐开始进入工业化生产应用阶段。开发水平旋转离心铸造磨球生产装备的机械化、自动化水平,提高其铸造磨球的生产效率,已成为将水平旋转离心铸造磨球技术应用于生产的关键之一。
4.水平旋转离心金属型铸造属于特种铸造,其工艺特征就是水平分型的金属型通过水平旋转离心铸造的方式,将浇入该金属型浇注系统的铁水在水平旋转离心力的作用下,注入铸型型腔,在随后的冷却、凝固过程中对注入的铁水进行液态的补缩,最终获得组织致密的铸件。
5.水平旋转离心铸造磨球的概念由来已久,但因其铸造工装模具结构、铸造浇注形式或浇注系统的结构、以及生产装备等问题没有得到很好的解决,其工业化应用一直处于停滞状态。
6.公开日为2022年04月12日,公开号为cn216263388u的中国专利中,公开了一种名称为“一种水平旋转离心铸造磨球的模具装置”的发明专利。该专利解决磨球与模具的分离问题,与本技术模具完全不同,无法对比,且在生产中根本不可能采用,主要是因为模具制作成本太大,且寿命很低。
7.因此,提供一种能够解决水平旋转离心铸造磨球的工艺性问题、以及工装模具问题,显得尤为必要。
技术实现要素:
8.本发明的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理,安全可靠,生产效率高,自动化程度高,可实现离心铸造磨球的节能化生产,生产的离心铸造磨球内在组织致密、性能一致性好,操作方便的多工位水平旋转离心铸造磨球生产装置及其工作方法。
9.本发明解决上述问题所采用的技术方案是:该多工位水平旋转离心铸造磨球生产装置,包括多工位圆盘装置,其特征在于:还包括多套水平旋转离心铸造磨球单元装置和多
套磨球工装模具,所述水平旋转离心铸造磨球单元装置包括多套水平旋转离心铸造装置工位,多工位圆盘装置上设置多套水平旋转离心铸造磨球单元,每套水平旋转离心铸造磨球单元上设置了与其相互配套的生产不同大小尺寸磨球的磨球工装模具;多工位圆盘装置包括多工位转盘、多工位转盘支撑座、底座、转轴、转盘转动伞形齿组和旋转电机及减速机构,多工位转盘用于安装水平旋转离心铸造磨球单元,多工位转盘可随多工位转盘支撑座作顺时针或逆时针旋转,电机及减速机构固定安装在底座上,转盘转动伞形齿组与安装在多工位转盘支撑座上转轴相连,随着电机及减速机构的转动或停止,带动多工位转盘作圆周转动或停止;多套水平旋转离心铸造磨球单元装置均包括升降锁紧液压缸、工作台、导套、水平离心旋转动力机构、离心旋转盘、离心转盘旋转凸块、上梁和立柱,立柱、升降锁紧液压缸和导套均安装在多工位圆盘装置的多工位转盘上,升降锁紧液压缸的活塞杆头部与工作台连接;工作台上安装有水平离心旋转动力机构、离心旋转盘和离心转盘旋转凸块,离心旋转盘、离心旋转凸块用于承接上金属型、下金属型,并使上金属型、下金属型模具随着离心旋转盘的旋转而同步旋转,从而产生离心力;多套磨球工装模具均包括上金属型和下金属型,该下金属型包括下金属型旋转凹槽和下金属型倾转铰链,下金属型底面一侧通过下金属型倾转铰链与离心旋转盘铰接,该下金属型下平面以下金属型倾转铰链为圆心与离心旋转盘上平面倾转角度为30
°
—45
°
;离心旋转盘上安装了离心转盘旋转凸块,下金属型底部配有与之耦合的下金属型旋转凹槽;当升降锁紧液压缸升起,就使两者耦合在一起,金属型模具就可随离心旋转盘一起旋转,实现水平旋转离心铸造磨球生产。
10.作为优选,本发明所述水平旋转离心铸造磨球单元装置还包括万向压轮,所述上梁下平面上装有四个万向压轮。
11.作为优选,本发明所述立柱为四根,该四根立柱上端与上梁固定在一起,形成框架结构。
12.作为优选,本发明所述水平旋转离心铸造磨球单元装置还包括工作台导向杆,工作台上安装了四根工作台导向杆,工作台导向杆可在多工位转盘上的导套中作上下移动。
13.作为优选,本发明所述水平旋转离心铸造磨球单元装置还包括上金属型分型支撑挡块,所述四根立柱侧面的同一高度位置各自固定安装了一块上金属型分型支撑挡块;上金属型分型支撑挡块用于上金属与下金属开箱分型之用。
14.作为优选,本发明所述水平旋转离心铸造磨球单元装置还包括下金属型倾转挡块,所述多工位转盘内侧的两根立柱侧面的一定高度位置各自固定安装了一块下金属型倾转挡块;下金属型倾转挡块用于下金属型的倾转,以便于凝固后的磨球与下金属型分离。
15.作为优选,本发明所述水平旋转离心铸造磨球单元装置、磨球工装模具和水平旋转离心铸造装置工位均为六套;可根据生产流程和运行节拍设置工位数。
16.作为优选,本发明所述多工位圆盘装置采用自带动力旋转的多工位圆盘装置。
17.本发明还提供一种多工位水平旋转离心铸造磨球生产装置的工作方法,其特征在于: 工位一为铁水浇注工位,工位二为铁水离心继续离心充型工位,工位三为铁水冷却凝固工位,工位四为冷却凝固工位,工位五为金属上、下型开型出磨球工位,工位六为金属上、下型吹气清理、合型、锁紧工位;旋转运行为节拍式旋转运行,采用逆时针;磨球的水平旋转离心铸造生产过程的具体步骤如下:多工位转盘停止旋转运行,
对在工位一的已合模并达到水平旋转离心铸造转速的水平旋转离心铸造磨球单元进行铁水的浇注,在此工位很快地浇入整型金属型所需的铁水,铁水在离心力等的作用下,开始逐步充型进入金属型的磨球型腔,然后多工位转盘开始进行逆时针旋转一个工位角度,将该单元转动移至工位二后停止,在此工位金属型中的铁水继续在离心力的作用下对金属型磨球型腔进行充型,铁水与金属型无缝接触不断地降温,当铁水与磨球型腔面接触处的铁水温度下降到凝固温度时,此处的铁水开始凝固并逐渐向圆盘中心球腔扩展;多工位转盘继续转动一个工位角度后停止,该单元进入工位三,在此工位,铁水已完全将该单元金属型中磨球型腔充满,磨球型腔中的铁水也在不断地进行冷却及凝固,而环形浇注容器中的剩余铁水在离心力的作用下继续对磨球型腔的液态补缩;然后多工位转盘继续旋转一个工位角度,后停止,该单元进入工位四,在此工位,磨球型腔中的铁水继续冷却,完成液态向固态的转变,完全凝固,环形浇注容器中的剩余铁水也完成了对磨球型腔的液态补缩,金属型腔中的磨球继续冷却,在此工位对该单元的水平旋转电机停电,在惯性的作用下,该单元多工位转盘继续转动并逐渐减速,升降锁紧液压缸下降,带动上金属型、下金属型下降至一定距离,此时上金属型上平面与四个万向压轮逐渐脱离,上金属型、下金属型不再处于锁紧状态,但上金属型、下金属型仍处于合模状态;然后多工位转盘继续转动一个工位角度后停止,该单元进入工位五,多工位转盘逐渐减速到最低速,最终通过传感信号判据作用使下金属型的铰链位置转至与该工位的多工位转盘半径垂直位置处停止,即:磨球模型中心线与圆盘中心线完全重合,电机制动器动作,多工位转盘不再旋转而固定不动,此时金属型型腔中的磨球已冷却至500
°
с以下,该单元的上金属型、下金属型升降锁紧液压缸再次下降,开始进行上金属型、下金属型作业,锁紧液压缸下降,带动上金属型、下金属型下降,当上金属跑边下平面碰到安装在四根立柱上的四块上金属型分型支撑挡块的上平面后,上金属型不再下降,下金属型、以及型腔中的磨球继续随升降锁紧液压缸下降,当下金属型一头的下平面碰到安装在两根立柱上的下金属型倾转挡块,处于该处的下金属型不再下降,而下金属型的另一头在下金属型的下金属型倾转铰链的带动下随着离心旋转盘的下降继续下降,下金属型下平面下金属型旋转凹槽与离心旋转盘上平面上安装的与下金属型下平面下金属型旋转凹槽相耦合的离心转盘旋转凸块逐渐至完全脱离,当升降锁紧液压缸下降到最低位置后,下金属型就呈30
°
—45
°
的倾斜状态,通过人工或机械的方式容易地将磨球从下金属型的型腔中分离下来;然后多工位转盘继续转动一个工位角度后停止,该单元进入工位六,在此工位可对上、下金属进行吹型清理作业,该作业完成后,可进行上金属型、下金属型的锁型作业,这个作业就是工位五松型作业的反向操作,此处不再一一赘述,锁型作业完成后,旋转电机及减速机构开始旋转到离心力所需的旋转速度;然后进入到下一个生产循环过程。
18.本发明与现有技术相比,具有以下优点和效果:1)整体结构设计合理,安全可靠,实现水平旋转离心铸造磨球的批量化生产;2)装置上各工位作业明确,按节拍运行,生产效率高;3)整个生产过程的机械化程度、自动化程度高;4)配以铁水浇注设备,可实现无人化、少人化的离心铸造磨球生产;5)本生产技术的铁水利用率高,可实现离心铸造磨球的节能化生产;6)生产的离心铸造磨球内在组织致密、性能一致性好。
附图说明
19.图1是通用水平旋转离心铸造磨球装置结构示意图。
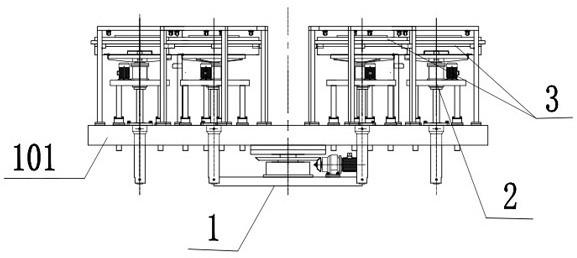
20.图2本发明实施例多工位水平旋转离心铸造磨球装置结构示意图一。
21.图3本发明实施例多工位水平旋转离心铸造磨球装置结构示意图二。
22.图4本发明实施例多工位转动圆盘装置结构示意图。
23.图5本发明实施例多工位水平旋转离心铸造磨球装置的铸球单元结构示意图。
24.图6本发明实施例配套用于多工位水平旋转离心铸造磨球生产的模具结构中上金属型示意图一。
25.图7本发明实施例配套用于多工位水平旋转离心铸造磨球生产的模具结构中上金属型示意图二。
26.图8本发明实施例配套用于多工位水平旋转离心铸造磨球生产的模具结构中下金属型示意图一。
27.图9本发明实施例配套用于多工位水平旋转离心铸造磨球生产的模具结构中下金属型示意图二。
28.图10本发明实施例多工位水平旋转离心铸造磨球生产装置及配套模具的铸磨球生产过程示意图。
29.图11是本发明实施例生产过程中工位一的结构示意图。
30.图12是本发明实施例生产过程中工位二的结构示意图。
31.图13是本发明实施例生产过程中工位三的结构示意图。
32.图14是本发明实施例生产过程中工位四的结构示意图。
33.图15是本发明实施例生产过程中工位五的结构示意图。
34.图16是本发明实施例生产过程中工位六的结构示意图。
35.图1中:离心旋转铸球装置1-1,金属型上1-2,金属型下1-3,锁紧螺栓1-4,固定螺栓1-5。
36.图2-16中:多工位圆盘装置1、水平旋转离心铸造磨球单元装置2,水平旋转离心铸造装置工位2-1,磨球工装模具3;多工位圆盘装置1:多工位转盘101、多工位转盘支撑座102、底座103、转轴104、转盘转动伞形齿组105、旋转电机及减速机构106;水平旋转离心铸造磨球单元装置2:升降锁紧液压缸201、工作台202、工作台导向杆203、导套204、水平离心旋转动力机构205、下金属型倾转挡块206、上金属型分型支撑挡块208、离心旋转盘209、离心转盘旋转凸块210、上梁212、立柱213、万向压轮214;多套磨球工装模具3:上金属型31,下金属型32;上金属型31:上金属型型体310,上金属跑边311,长孔销孔312,铁水注入腔一313,内浇口一314,磨球内腔一315,磨球分型面一316,上金属型分型面317;下金属型32:下金属型型体320,旋转定位转销321,铁水注入腔二322,内浇口一323,磨球内腔二324,磨球分型面二325,下金属型分型面326,下金属型旋转凹槽327,下金属型倾转铰链328;工位一g1,工位二g2,工位三g3,工位四g4,工位五g5,工位六g6。
具体实施方式
37.下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
38.实施例
39.参见图2至图16,本实施例多工位水平旋转离心铸造磨球生产装置包括多工位圆盘装置1、多套水平旋转离心铸造磨球单元装置2和多套磨球工装模具3,多套水平旋转离心铸造磨球单元装置2设置有多套水平旋转离心铸造装置工位2-1,多工位圆盘装置1上设置多套水平旋转离心铸造磨球单元,每套水平旋转离心铸造磨球单元上设置了与其相互配套的生产不同大小尺寸磨球的磨球工装模具3。
40.参见图2-图3,本实施例多工位圆盘装置1上按等分(四、六、八、十等)可固定安装多套水平旋转离心铸造磨球单元,而每套水平旋转离心铸造磨球单元上都安装了与之配套的生产不同大小尺寸磨球的磨球工装模具3。
41.参见图4,本实施例多工位圆盘装置1包括多工位转盘101、多工位转盘支撑座102、底座103、转轴104、转盘转动伞形齿组105、旋转电机及减速机构106,多工位转盘101用于安装水平旋转离心铸造磨球单元,多工位转盘101可随多工位转盘支撑座102作顺时针或逆时针旋转;多工位转盘101的旋转传动装置包括旋转电机及减速机构106、转盘转动伞形齿组105等,旋转电机及减速机构106固定在底座103上,其输出转轴与其中一个伞型齿轮固定连接,该齿轮与安装在多工位转盘支撑座102上转轴104上的伞型齿轮呈啮合状态。随着旋转电机及减速机构106的转动或停止,带动多工位转盘101作圆周转动或停止。
42.参见图6-图9,本实施例多套磨球工装模具3均包括上金属型31和下金属型32,上金属型31包括上金属型型体310、上金属跑边311、长孔销孔312、铁水注入腔一313、内浇口一314、磨球内腔一315、磨球分型面一316、上金属型分型面317,其中,铁水注入腔一313、内浇口一314、磨球内腔一315、磨球分型面一316、上金属型分型面(317)等用于磨球的铸造成形;上金属跑边311、长孔销孔312等用于上金属型31、下金属型32的合型、分型、定位、以及旋转等。
43.本实施例中的下金属型32包括下金属型型体320、旋转定位转销321、铁水注入腔二322、内浇口二323、磨球内腔二324、磨球分型面二325、下金属型分型面326,下金属型旋转凹槽327、下金属型倾转铰链328,其中铁水注入腔二322、内浇口二323、磨球内腔二324、磨球分型面二325、下金属型分型面326等用于铸造磨球的成形;旋转定位转销321、下金属型旋转凹槽327、下金属型倾转铰链328等用于上金属型31、下金属型32的合型、分型、定位、旋转、以及磨球与下金属型32的分离等。
44.参见图5,本实施例水平旋转离心铸造磨球单元装置2包括升降锁紧液压缸201、工作台202、工作台导向杆203、导套204、水平离心旋转动力机构205、下金属型倾转挡块206、上金属型分型支撑挡块208、离心旋转盘209、离心转盘旋转凸块210、上梁212、立柱213、万向压轮214;该立柱213、升降锁紧液压缸201、导套204等安装在多工位圆盘装置1的多工位转盘101上,该多工位转盘101可根据生产效率、节拍等要求安装多套水平旋转离心铸造磨球单元。
45.本实施例中升降锁紧液压缸201的活塞杆头部与工作台202固定连接。工作台202上固定安装有水平离心旋转动力机构205、离心旋转盘209和离心转盘旋转凸块210。
46.本实施例中下金属型倾转铰链328的另一头与下金属型32的底面相连接。离心旋转盘209、离心转盘旋转凸块210用于承接上金属型31、下金属型32,并使上金属型31、下金属型32模具随着离心旋转盘209的旋转而同步旋转,从而产生离心力。
47.本实施例中四根立柱213上端与上梁212固定在一起,形成框架结构。上梁212下平面上装有四个万向压轮214,用于铁水浇注时,将上金属型31、下金属型32模具紧密地合在一起,防止铁水在离心力作用下从上金属型31、下金属型32的合型分型面处泄漏出来。
48.本实施例中四根立柱213侧面的同一高度位置各自固定安装了一块上金属型分型支撑挡块208,用于上金属与下金属开箱分型之用。
49.本实施例中工作台202上固定安装了四根工作台导向杆203,工作台导向杆203可在安装在多工位转盘101上的导套204中作上下移动;工作台导向杆203用于防止工作台工作时发生转动。下金属型32底面一侧通过下金属型倾转铰链328与离心旋转盘209铰接在一起;下金属型32下平面以下金属型倾转铰链328为圆心与离心旋转盘209上平面倾转角度为30
°
—45
°
。
50.本实施例中多工位转盘101内侧的两根立柱213侧面的一定高度位置各自固定安装了一块下金属型倾转挡块206;下金属型倾转挡块206用于下金属型32的倾转,以便于凝固后的磨球与下金属型32分离。
51.本实施例中离心旋转盘209上安装了离心转盘旋转凸块210,而下金属型32底部配有与之耦合的下金属型旋转凹槽327,当升降锁紧液压缸201升起,就使两者耦合在一起,金属型模具就可随离心旋转盘209一起旋转,实现水平旋转离心铸造磨球生产。
52.本实施例多工位水平旋转离心铸造磨球生产装置的工作过程,参见图10-图16所示,多工位水平旋转离心铸造磨球装置及配套模具为六个工位,可根据生产流程和运行节拍设置工位数。工位一g1为铁水浇注工位,工位二g2为铁水离心继续离心充型工位,工位三g3为铁水冷却凝固工位,工位四g4为冷却凝固工位,工位五g5为金属上、下型开型出磨球工位,工位六g6为金属上、下型吹气清理、合型、锁紧工位;旋转运行为节拍式旋转运行,采用逆时针,即:多工位转盘101每转动一个工位角度后,停止旋转运行一定时间,然后再旋转运行一个工位角度,依次循环运行;磨球的水平旋转离心铸造生产过程如下:多工位转盘101停止旋转运行,对在工位一g1的已合模并达到水平旋转离心铸造转速的水平旋转离心铸造磨球单元进行铁水的浇注,在此工位很快地浇入整型金属型所需的铁水,铁水在离心力等的作用下,开始逐步充型进入金属型的磨球型腔,然后多工位转盘101开始进行逆时针旋转一个工位角度,将该单元转动移至工位二g2后停止,在此工位金属型中的铁水继续在离心力的作用下对金属型磨球型腔进行充型,铁水与金属型无缝接触不断地降温,当铁水与磨球型腔面接触处的铁水温度下降到凝固温度时(此时在磨球最外端表面),此处的铁水开始凝固并逐渐向圆盘中心球腔扩展;多工位转盘101继续转动一个工位角度后停止,该单元进入工位三g3,在此工位,铁水已完全将该单元金属型中磨球型腔充满,磨球型腔中的铁水也在不断地进行冷却及凝固,而环形浇注容器中的剩余铁水在离心力的作用下继续对磨球型腔的液态补缩;然后多工位转盘101继续旋转一个工位角度,后停止,该单元进入工位四g4,在此工位,磨球型腔中的铁水继续冷却,完成液态向固态的转变,完全凝固,环形浇注容器中的剩余铁水也完成了对磨球型腔的液态补缩,金属型腔中的磨球继续冷却,在此工位对该单元的水平旋转电机
停电,在惯性的作用下,该单元多工位转盘101继续转动并逐渐减速,升降锁紧液压缸201下降,带动上金属型31、下金属型32下降至一定距离,此时上金属型上平面与四个万向压轮逐渐脱离,上金属型31、下金属型32不再处于锁紧状态,但上金属型31、下金属型32仍处于合模状态;然后多工位转盘101继续转动一个工位角度后停止,该单元进入工位五g5,多工位转盘101逐渐减速到最低速,最终通过传感信号判据作用使下金属型的铰链位置转至与该工位的多工位转盘101半径垂直位置处停止,即:磨球模型中心线与圆盘中心线完全重合,电机制动器动作,多工位转盘101不再旋转而固定不动,此时金属型型腔中的磨球已冷却至500
°
с以下,该单元的上金属型31、下金属型32升降锁紧液压缸201再次下降,开始进行上金属型31、下金属型32作业,锁紧液压缸201下降,带动上金属型31、下金属型32下降,当上金属跑边311下平面碰到安装在四根立柱上的四块上金属型分型支撑挡块208的上平面后,上金属型31不再下降,下金属型32、以及型腔中的磨球继续随升降锁紧液压缸201下降,当下金属型32一头的下平面碰到安装在图5中两根立柱上的下金属型倾转挡块206,处于该处的下金属型32不再下降,而下金属型32的另一头在下金属型32的下金属型倾转铰链328的带动下随着离心旋转盘209的下降继续下降,下金属型32下平面下金属型旋转凹槽327与离心旋转盘209上平面上安装的与下金属型32下平面下金属型旋转凹槽327相耦合的离心转盘旋转凸块210逐渐至完全脱离,当升降锁紧液压缸201下降到最低位置后,下金属型32就呈30
°
—45
°
的倾斜状态,通过人工或机械的方式容易地将磨球从下金属型32的型腔中分离下来;然后多工位转盘101继续转动一个工位角度后停止,该单元进入工位六g6,在此工位可对上、下金属进行吹型清理作业,该作业完成后,可进行上金属型31、下金属型32的锁型作业,这个作业就是工位五g5松型作业的反向操作,此处不再一一赘述,锁型作业完成后,旋转电机及减速机构106开始旋转到离心力所需的旋转速度;然后进入到下一个生产循环过程。
53.本实施例多工位水平旋转离心铸造磨球生产装置的工作原理:通用的水平旋转离心铸造磨球装置,参见附图1,包括离心旋转铸球装置1-1、金属型上1-2、金属型下1-3、锁紧螺栓1-4和固定螺栓1-5,其水平旋转离心铸造磨球的铸球生产过程包括:合型、锁紧、浇注、凝固、冷却、松模、开型、出铸件、清理,依次循环。一个循环过程时间长,过程操作多,许多工序还需人工操作,如:上、下型的人工锁紧、分型等等,费时费力。为了提升水平旋转离心铸造磨球的生产效率、提高其生产机械化、自动化水平,本技术提出了基于水平旋转离心铸造磨球生产工艺流程、以及工艺工序要求的多工位水平旋转离心铸造磨球装置及配套模具。参见图2-图3、图10所示:在一个自带旋转动力的多工位圆盘装置1上,设置了多套水平旋转离心铸造磨球单元,在每套水平旋转离心铸造磨球单元上设置了与其相互配套的磨球工装模具3,可在不同的工位上完成水平旋转离心铸造磨球的相应工序。多工位水平旋转离心铸造磨球生产装置根据水平旋转离心铸造磨球的工艺流程,多工位圆盘装置1上布置多套水平旋转离心铸造磨球单元,多工位转盘101按节拍旋转、停顿、旋转,铁水在一定点位置对停顿在该位置的磨球铸造单元的模具进行浇注,在随后多工位转盘101的旋转、停顿、旋转过程中,浇注后铸造磨球单元在随后的不同位置完成铸造磨球的充型、凝固、冷却,然后该单元的铸造磨球停顿在一个工位进行磨球与模具的脱离,然后进行上、下模具的合型,再进入铁水浇注工位,进入下一轮的循环运行,实现磨球的高效、节能、机械化、自动化生产。
54.水平旋转离心铸造磨球的概念及方法已提出很久了,但一直没有得到工业化的应
用和生产,除了铸球工艺工装模具形式等方面没有得到突破之外,很大程度上就是没有设计开发出适用于工业化生产的水平旋转离心铸造磨球的生产装置,仅仅还停留在理论概念阶段。本技术文件就是为了通过水平旋转离心铸造生产磨球,从而获得致密的内在组织、磨球内外硬度一致性好、很好的磨球抗磨性能的磨球,基于水平旋转离心铸造磨球的工艺理念和工艺流程,申请人开发出了多工位水平旋转离心铸造磨球的生产装置。
55.本实施例主要目的是开发一种多工位的水平旋转离心铸造磨球的装置、以及与之配套的工装模具,以实现铸造磨球的生产。
56.本实施例所采用的技术方案是:在一大型多工位转盘101上设置多个水平旋转离心铸造装置工位2-1、以及与之配套的磨球工装模具3,在一固定工位先后对圆盘上各工位的水平旋转离心铸造装置上的模具进行浇注,随后按节拍间隙转动,使浇注后的各工位的水平旋转离心铸造装置上的模具中的铁水依次先后完成凝固、冷却,最终得到磨球铸件,磨球与模具的分离等,即:在多工位转盘101上的各个工位上依次完成铸造磨球的铸造成形过程,最终产出组织致密的离心铸造磨球。
57.通过上述阐述,本领域的技术人员已能实施。
58.此外,需要说明的是,本说明书中所描述的具体实施例,其零件、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本发明结构所作的举例说明。凡依据本发明专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本发明专利的保护范围内。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1