一种滑块感应热处理加工工艺的制作方法
1.本发明属于热处理技术领域,具体涉及一种滑块感应热处理加工工艺。
背景技术:
2.直线导轨又称线轨、滑轨、线性导轨、直线导轨及线性滑轨等,用于直线往复运动场合,且可以承担一定的扭矩,可在高负载的情况下实现高精度的直线运动。直线滑轨主要由滑块和导轨组成,滑块主要用于连接导轨和机械设备上需要传动运动的平台,因此,线性滑块作为线性导轨的一项重要组成部分,有着至关重要的作用。随着工业的飞速发展,市场直线导轨产品的需求不断增加。
3.目前,市场上的线性滑块生产过程中的热处理方式大多数都是渗碳淬火,即将待处理工件(例如钢件)置入具有活性渗碳介质中,加热到900℃-950℃的单相奥氏体区,保温足够时间后,使渗碳介质中分解出的活性碳原子渗入钢件表层,从而获得表层高碳,心部仍保持原有成分的产品即线性滑块。
4.然而,上述线性滑块在渗碳淬火加工过程中会产生大量的三废污染物,污染环境。
技术实现要素:
5.本技术实施例提供了一种滑块感应热处理加工工艺,能够将高频感应淬火替代渗碳淬火,来对线性滑块进行加热处理。
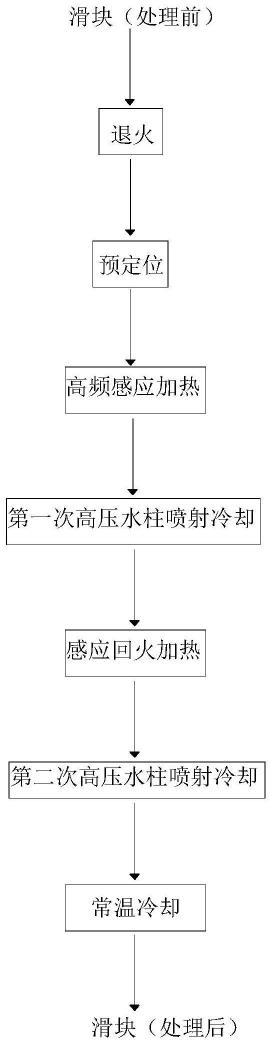
6.本实施例提供一种滑块感应热处理加工工艺,包括以下加工步骤:
7.退火:将待处理的多个滑块放置在退火设备中进行退火,退火完成后转移至预定位工位;
8.预定位:将退火后的所述滑块放置在预定位工位处的循环式输送带上,每个所述滑块之间沿所述循环式输送带的输送方向间隔预设距离,并将所述滑块待处理的区域放置于感应线圈处,然后准备进行感应淬火;
9.高频感应加热:当所述循环式输送带上的所述滑块进入到可连续加热区时,立即向所述感应线圈通入第一高频电流,对所述滑块待处理感应位置加热形成高温区,而加热过程中产生的多余的电磁流,利用根据所述滑块待处理区域的外轮廓形状设计的感应线圈导引流失,所述滑块的待加工区域的外轮廓现状与所述感应线圈的内外轮廓形状相匹配,当所述滑块加热达到第一预设温度和表面厚度后,依次进行后续的冷却区冷却、回火加热及常温冷却,形成处理后的滑块。
10.通过采用上述技术方案,通过将待处理的多个滑块放置在循环式输送带上,能够将多个滑块连续地经过不同的加工工位,形成连续式整体感应热处理技术;且高频感应淬火设备中的感应线圈是根据待处理滑块的轮廓设计的电磁回路路径,能够将加热规程中滑块轮廓凸出处聚集的电磁流导引流失,避免发生形变和溶损;将待处理滑块放入感应线圈内,当感应线圈中通入一定频率的交变电流时,周围即产生交变磁场,交变磁场的电磁感应作用使滑块内产生封闭的涡流,替代了线性滑块整炉渗碳淬火的生产模式,避免了渗碳淬
火生产过程中对环境的破坏。
11.在一种可行的实现方式中,所述依次进行后续的冷却区冷却、回火加热及常温冷却包括:
12.第一次高压水柱喷射冷却:在所述冷却区,通过多点喷射套向所述滑块表面均匀喷射高压水柱及大流量水柱,对所述滑块内外进行强制均匀的冷却,冷却完成后进入回火工位;
13.感应回火加热:当所述滑块接续进入到回火加热区时,立即向所述回火加热区的感应线圈通入第二高频电流,对所述滑块待处理感应位置加热到第二预设温度,完成回火加热作业,然后进入回火冷却区;
14.第二次高压水柱喷射冷却:当滑块进入所述回火冷却区后,通过多点喷射套向所述滑块表面均匀喷射高压水柱及大流量水柱,对所述滑块内外进行强制均匀的冷却;
15.常温冷却:当所述滑块脱离所述回火冷却区后,进行常温冷却。
16.通过采用上述技术方案,对淬火后的滑块进行第一次高压水柱喷射冷却,进行快速降温,滑块降温速率根据滑块的材质、形状和服役要求设定理想的冷却曲线,当滑块温度降到设定的温度后,由循环式输送带输送到回火工位进行回火处理,能够使滑块达到一定的硬度,回火处理能够消除滑块淬火时产生的残留应力,防止变形和开裂,且能够调整滑块的硬度、强度、塑性和韧性,达到使用性能要求。
17.在一种可行的实现方式中,所述预定位步骤中的所述预设距离为50mm-100mm。
18.在一种可行的实现方式中,所述预定位步骤中的所述循环式输送带的传输速度为3mm/s-10mm/s。
19.在一种可行的实现方式中,所述高频感应加热步骤中的所述第一预设温度为700℃-800℃,表面厚度为5mm-15mm。
20.在一种可行的实现方式中,所述退火步骤中的所述退火的温度为450℃-550℃,退火时间为3h-4h。
21.在一种可行的实现方式中,所述高频感应加热步骤中的所述第一高频电流为55khz-65khz。
22.在一种可行的实现方式中,所述感应回火加热步骤中的所述第二高频电流为5khz-15khz。
23.在一种可行的实现方式中,所述感应回火加热步骤中的所述第二预设温度为150℃-250℃。
24.在一种可行的实现方式中,所述滑块表面上设置有红外温度传感器,所述红外温度传感器用于检测所述滑块表面的温度。
25.本技术实施例提供一种滑块感应热处理加工工艺,通过将待处理的多个滑块放置在循环式输送带上,能够将多个滑块连续地经过不同的加工工位,形成连续式整体感应热处理技术;且高频感应淬火设备中的感应线圈的内轮廓形状是根据滑块待处理区域的外轮廓形状设计的,能够将加热过程中滑块外轮廓凸出处聚集的电磁流导引流失,避免发生形变和溶损;将待处理滑块放入感应线圈内,当感应线圈中通入一定频率的交变电流时,周围即产生交变磁场,交变磁场的电磁感应作用使滑块内产生封闭的涡流,替代了线性滑块整炉渗碳淬火的生产模式,避免了渗碳淬火生产过程中对环境的破坏。
附图说明
26.图1是本技术一实施例提供的一种滑块感应热处理加工工艺的工艺流程图。
具体实施方式
27.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
28.在本技术实施例的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
29.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
30.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
31.相关技术中,市场上的线性滑块生产过程中的热处理方式大多数都是渗碳淬火,即将待处理工件(例如钢件)置入具有活性渗碳介质中,加热到900℃-950℃的单相奥氏体区,保温足够时间后,使渗碳介质中分解出的活性碳原子渗入钢件表层,从而获得表层高碳,心部仍保持原有成分的产品即线性滑块。
32.然而,上述线性滑块在渗碳淬火加工过程中会产生大量的三废污染物,污染环境。
33.因此,需要一种滑块感应热处理加工工艺,能够将待处理滑块放入感应线圈内,当感应线圈中通入一定频率的交变电流时,周围即产生交变磁场,交变磁场的电磁感应作用使滑块内产生封闭的涡流,且高频感应淬火设备中的感应线圈是根据待处理滑块的轮廓设计的电磁回路路径,能够将加热规程中滑块轮廓凸出处聚集的电磁流导引流失,避免发生形变和溶损,替代了线性滑块整炉渗碳淬火的生产模式,来解决上述提出的渗碳淬火加工过程中会产生大量的三废污染物,污染环境的问题。
34.图1是本技术一实施例提供的一种滑块感应热处理加工工艺的工艺流程图。
35.参加图1所示,一种滑块感应热处理加工工艺,包括以下加工步骤:
36.s100、退火:将待处理的多个滑块放置在退火设备中进行退火,退火完成后转移至预定位工位。
37.在一些示例中,退火步骤中的退火的温度可以为450℃-550℃,退火时间为3h-4h,
例如,在具体设置时,退火的温度可以为450℃、470℃、500℃、530℃、或550℃等合适的温度,退火时间可以为3h、3.5h或4h等合适的时间,具体可根据待处理滑块的实际需要进行确定,以使生产的滑块的耐磨、疲劳强度以及硬度的性能满足需要。本技术实施例中,首先对待处理的滑块进行退火处理,通过退火处理降低滑块的应力,稳定尺寸,减少变形与裂纹倾向;细化晶粒,调整组织,消除组织缺陷;均匀材料组织和成分,改善材料性能或为后面的高频感应热处理做组织准备。
38.s200、预定位:将退火后的滑块放置在预定位工位处的循环式输送带上,每个滑块之间沿循环式输送带的输送方向间隔预设距离,并将滑块待处理的区域放置于感应线圈处,然后准备进行感应淬火。
39.其中,高频感应淬火设备的具体结构可参照现有技术中的高频感应淬火设备的相关内容,此处不再赘述。
40.其中,当需要对整个滑块进行淬火处理时,将滑块待处理的区域放置于根据滑块的外轮廓设计的感应线圈的内腔中;当需要对滑块的内腔进行淬火处理时,将根据滑块的内腔外轮廓设计的感应线圈放置于滑块的内腔中。
41.在一些示例中,预定位步骤中的预设距离可以为50mm-100mm,例如,在具体设置时,预设距离可以为50mm、60mm、75mm、80mm或100mm等合适的距离值,具体可根据实际循环式输送带的速度来确定。
42.当滑块之间的距离过大时,会造成前一个滑块通过加工工位,而后续的滑块还未到达,影响加工效率;当滑块之间的距离过小时,会使不同滑块之间的加工受到影响,影响产品性能。
43.本技术实施例中,通过在循环式输送带上间隔合适的距离放置滑块,能够将多个滑块连续地经过不同的加工工位,形成连续式整体感应热处理技术,取得快速大量生产的能力,提高工作效率。
44.在一些示例中,预定位步骤中的循环式输送带的传输速度可以为3mm/s-10mm/s,例如,在具体设置时,循环式输送带的传输速度可以为3mm/s、4mm/s、5mm/s、7mm/s、8mm/s或10mm/s等合适的速度,具体可根据待处理滑块的实际加热需要进行确定。
45.当循环式输送带的传输速度过快时,容易使待处理滑块还未加工完成就离开该工位,加工不完全,使滑块的性能不能满足需要;当循环式输送带的传输速度过慢时,容易导致滑块在一个工位停留时间过长,影响工作效率。
46.本技术实施例中,通过对循环式输送带的输送速度进行限定,能够精确地控制待处理滑块的高频感应加热处理的时间,从而使滑块硬化成型效果更好,得到的产品质量更优。
47.s300、高频感应加热:当循环式输送带上的滑块进入到可连续加热区时,立即向感应线圈通入第一高频电流,对滑块待处理感应位置加热形成高温区,高温区的温度足够高使得材料快速形成设定的组织,当滑块加热达到第一预设温度和表面厚度后,依次进行后续的冷却区冷却、回火加热及常温冷却。
48.其中,表面厚度为滑块表面形成的硬化层的厚度。
49.在一些示例中,高频感应加热步骤中的第一预设温度可以为700℃-800℃,表面厚度可以为5mm-15mm,例如,在具体设置时,第一预设温度可以为700℃、750℃、770℃或800℃
等合适的温度,表面厚度可以为5mm、8mm、10mm、13mm或15mm等合适的厚度,具体可根据待处理滑块的实际大小及性能需要进行确定。
50.在一些示例中,高频感应加热步骤中的第一高频电流可以为55khz-65khz,例如,在具体设置时,第一高频电流可以为55khz、57khz、58khz、60khz、63khz或65khz等合适的频率,具体可根据待处理滑块的实际加热需要的温度进行第一高频电流的选择。
51.本技术实施例中,通过调节第一高频电流的频率,能够精密的调控高频感应淬火设备中感应线圈的加热温度,搭配淬火时间的控制,能够准确地对滑块进行热处理,获得更好的表面硬度,从而使滑块能够有更好的耐磨性能,进而获得性能较好的滑块。
52.本技术实施例中,通过将待处理的多个滑块放置在循环式输送带上,能够将多个滑块连续地经过不同的加工工位,形成连续式整体感应热处理技术;将待处理滑块放入感应线圈内,当感应线圈中通入一定频率的交变电流时,周围即产生交变磁场,交变磁场的电磁感应作用使滑块内产生封闭的涡流,替代了线性滑块整炉渗碳淬火的生产模式,避免了渗碳淬火生产过程中对环境的破坏;且高频感应淬火设备的价格较渗碳淬火用的多用炉低,而一套高频感应淬火设备的产能至少与三台渗碳淬火用的多用炉相当,采用高频感应淬火技术成本低,效率高;且渗碳淬火设备占地面积大,对厂房的水、电、气要求较高,高频感应淬火设备的占地面积小,安装简便。
53.本技术实施例中,通过根据待处理滑块的轮廓设计的感应线圈,能够将加热过程中,滑块轮廓凸出处聚集的电磁流导引流失,避免发生形变和溶损,实现整体感应淬火可运用在复杂截面形状、硬化区域包含尖角的线性滑块上,让线性滑块的加热处理更容易且环保,能够进行量产制造。
54.在一些示例中,依次进行后续的冷却区冷却、回火加热及常温冷却包括:
55.s400、第一次高压水柱喷射冷却:在冷却区,通过多点喷射套向滑块表面均匀喷射高压水柱(5hp/口径3”/扬程23m)及大流量水柱(600l/min),对滑块内外进行强制均匀的冷却,冷却完成后进入回火工位;待滑块通过冷却区时后,停止高压水柱及大流量水体的冷却;
56.s500、感应回火加热:当滑块接续进入到回火加热区时,立即向回火加热区的感应线圈通入第二高频电流,对滑块待处理感应位置加热到第二预设温度,完成回火加热作业,然后进入回火冷却区。
57.在一些示例中,感应回火加热步骤中的第二高频电流可以为5khz-15khz,例如,在具体设置时,第二高频电流可以为5khz、7khz、10khz、12khz或15khz等合适的频率,具体可根据待处理滑块的实际回火加热需要的温度进行第二高频电流的选择。
58.在一些示例中,感应回火加热步骤中的第二预设温度可以为150℃-250℃,例如,在具体设置时,第二预设温度可以为150℃、160℃、180℃、200℃、230℃或250℃等合适的温度,具体可根据待处理滑块的实际回火需要进行第二预设温度的选择。
59.本技术实施例中,通过将高频感应淬火后的滑块加热到适当温度,然后缓慢冷却,用于减小或消除淬火滑块中的内应力,淬火后的滑块及时回火,通过淬火和回火的相配合,可以获得所需的力学性能。
60.s600、第二次高压水柱喷射冷却:当滑块进入回火冷却区后,通过多点喷射套向滑块表面均匀喷射高压水柱(2hp/口径1”/扬程40m)及大流量水柱(140l/min),对滑块内外进
行强制均匀的冷却;待工件滑块通过回火冷却区后,停止高压水柱或及大流量水体的冷却;
61.s700、常温冷却:当滑块脱离回火冷却区后,进行常温冷却。
62.其中,为了达到预定的滑块的硬度和硬化层,第一次高压水柱喷射冷却是淬火加热后的冷却,需要较回火加热后的第二次高压水柱喷射冷却中更大流量的水,且第一次高压水柱喷射冷却中的水温和第二次高压水柱喷射冷却中的水温均为15℃-35℃,利用设备中的水温冷却机进行控温,因此,当滑块经过冷却区后,表面温度为35℃以下,之后在23℃-27℃的常温下进行自然冷却,例如,在具体设置时,常温可以为23℃、24℃、25℃、26℃或27℃等合适的温度。
63.本技术实施例中,对淬火后的滑块进行第一次高压水柱喷射冷却,进行快速降温,滑块降温速率根据滑块的材质、形状和服役要求设定理想的冷却曲线,当滑块温度降到设定的温度后,由循环式输送带输送到回火工位进行回火处理,能够使滑块达到一定的硬度,回火处理能够消除滑块淬火时产生的残留应力,防止变形和开裂,且能够调整滑块的硬度、强度、塑性和韧性,达到使用性能要求。
64.在一些示例中,滑块表面上设置有红外温度传感器,红外温度传感器用于检测滑块表面的温度。
65.其中,红外温度传感器采用红外测温仪。
66.本技术实施例中,通过红外温度传感器的设置,能够实时了解滑块表面的温度,从而能够及时的对感应线圈的温度进行调控,满足滑块热处理所需要的条件。
67.其中,用于感应线圈高频感应加热的电源有很宽的可调频率和功率范围,滑块加热的速率和加热深度通过调节电源的频率和功率改变。
68.其中,高频感应淬火设备中的控制器为可以是pid控制器,pid控制器分别与感应线圈、红外温度传感器电连接,以及多点喷射套上的流量传感器等各功能单元电连接。采用高压水柱及大流量水柱对滑块进行淬火时,pid控制器可根据红外温度传感器和流量传感器实时监测的数据,调节温度和压力实现滑块的可控冷却。
69.pid控制器是一种线性控制器,它根据设定值r(t)与实际输出值c(t)的误差e(t)=r(t)-c(t)进行过程控制。本实施例中以滑块表面温度y(t)为控制对象,滑块表面温度由红外温度传感器实时测量,测量值c(t)反馈到pid控制器,控制器根据误差值e(t),经过pid调节运算输出模拟量信号u(t)到pid控制器,pid控制器根据输出模拟量信号u(t)对影响传热系数的流体速度等参数进行调节。
70.以下给出新型直线导轨加工方法的其中一种具体示例:
71.退火:将待处理的多个滑块放置在退火设备中进行退火,退火温度为500℃,退火3h,退火完成后转移至预定位工位;
72.预定位:将退火后的滑块放置在预定位工位处的循环式输送带上,其中,循环式输送带的传输速度为5mm/s,每个滑块之间沿循环式输送带的输送方向间隔50mm,并将滑块的待处理区域对准高频感应淬火设备中的感应线圈中心,然后准备进行感应淬火;
73.高频感应加热:当循环式输送带上的滑块进入到可连续加热区时,立即向感应线圈通入第一高频电流,第一高频电流的频率为60khz,对滑块待处理感应位置加热形成高温区,而加热过程中产生的多余的电磁流,利用根据滑块待处理区域的外轮廓设计的感应线圈导引流失,当滑块加热达到500℃,滑块表面的硬化层的厚度达到10mm,依次进行后续的
冷却区冷却、回火加热及常温冷却。
74.第一次高压水柱喷射冷却:在冷却区,通过多点喷射套向滑块表面均匀喷射高压水柱(5hp/口径3”/扬程23m)及大流量水柱(600l/min),对滑块内外进行强制均匀的冷却,冷却到滑块表面的温度为35℃以下,冷却完成后进入回火工位;
75.感应回火加热:当滑块接续进入到回火加热区时,立即向回火加热区的感应线圈通入第二高频电流,第二高频电流的频率为10khz,对滑块待处理感应位置加热到200℃,完成回火加热作业,然后进入回火冷却区;
76.第二次高压水柱喷射冷却:当滑块进入回火冷却区后,通过多点喷射套向滑块表面均匀喷射高压水柱(2hp/口径1”/扬程40m)及大流量水柱(140l/min),对滑块内外进行强制均匀的冷却,直到滑块表面的温度低于35℃;
77.常温冷却:当滑块脱离回火冷却区后,在25℃进行常温冷却。
78.本技术可以将加热温度和加热时间控制在一定范围内,不需要大量的燃烧加热介质,不产生大量的废气、废水和废渣,达成环保节能的效果,且可达成连续式的流水线生产模式,可提高线性滑块的生产效率,降低生产成本;使用精密的高频感应淬火设备,精准的控制温度范围,能够提升线性滑块的技术指标;通过将感应线圈的外形根据线性滑块的设计,能够将多余的电流进行导除,精准控制施工范围。
79.这里需要说明的是,本技术实施例涉及的数值和数值范围为近似值,受制造工艺的影响,可能会存在一定范围的误差,这部分误差本领域技术人员可以认为忽略不计。
80.容易理解的是,本领域技术人员在本技术提供的几个实施例的基础上,可以对本技术的实施例进行结合、拆分、重组等得到其他实施例,这些实施例均没有超出本技术的保护范围。
81.以上的具体实施方式,对本技术实施例的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上仅为本技术实施例的具体实施方式而已,并不用于限定本技术实施例的保护范围,凡在本技术实施例的技术方案的基础之上,所做的任何修改、等同替换、改进等,均应包括在本技术实施例的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1