一种高Cr含量粗晶硬质合金及其制备方法和应用与流程
一种高cr含量粗晶硬质合金及其制备方法和应用
技术领域
1.本发明属于粉末冶金技术领域,具体涉及一种高cr含量粗晶硬质合金及其制备方法和应用。
背景技术:
2.硬质合金由于其高强度、高硬度、高耐磨性和高红硬性,被广泛地用作切削刀具、矿山工具和耐磨零件等。现有的硬质合金材料主要是由硬质相wc和粘结相co金属组成。由于co对wc的润湿性好使其室温综合力学性能好,但其在高温条件下容易出现软化、氧化、高温腐蚀等情况使得普通硬质合金材料在高温条件下易磨损从而出现失效的情况,因而,在一定程度上限制了以co作为粘结相的硬质合金的应用。
3.硬质合金轧辊作为钢铁行业棒线材轧制所需的关键耐磨零件,在轧制使用过程中受冲击、热疲劳、腐蚀等因素影响,轧辊极易形成热疲劳、磨损、腐蚀等失效情况,其材质目前普遍为wc-co-ni-cr粗晶硬质合金。随着轧制技术的发展,特别是对被轧制优特钢的表面质量要求越来越高,对硬质合金轧辊材料的高耐热性和高耐断裂性提出了更高的要求。
4.为此,现有技术中从粘结相角度去改善硬质合金性能的途径主要是通过添加cr/mo元素来对粘结相性能进行调控。如授权公告号cn105861903b的发明专利公示了一种硬质合金,包括硬质相和co粘结相,其中co粘结相中含有cr或/和mo。优选的,所述co粘结相中不含ni。所述co粘结相中不含有ni会降低hcp转化为fcc相变点;co粘结相中含有cr或/和mo,可以提高该相变点,保证粘结相在高温下仍然为hcp结构,提高硬质合金的切削性能与力学性能。
5.授权公告号cn111386355 b的发明专利公示了提供了一种硬质合金,该硬质合金包含第一硬质相和结合相,第一硬质相由wc组成,结合相由co、ni和cr这三种元素构成,或co、ni、cr和mo这四种元素构成,当将硬质合金的co含量表示为m1,将硬质合金中cr和mo的总含量表示为m2,将硬质合金中ni、cr和mo的总含量表示为m3,并且将硬质合金中co、ni、cr和mo的总含量表示为m4时,比率m1/m4为15%至50%,比率m2/m3为15%至40%,富含cr/mo的颗粒的面积比率低于1%,其中富含cr/mo的颗粒为构成这样的区域的颗粒,在该区域中,在硬质合金的截面元素映射中,cr和mo中的至少一者的浓度高于m1与m4的比率。
6.以上的方法都是添加高含量的cr/mo含量,从而达到提高粘结相的性能,但普遍存在以下几个方面的问题,(1)cr和mo添加量高,制备过程控制难度大。如专利cn105861903b中提到,co粘结相中cr的质量含量为15%,mo的质量含量为5%,其余为co。主要是由于当cr和mo的总含量(质量%)不足时,对合金的性能改善作用不大;而当cr和mo添加量高,大于粘结相含量的10wt%时,cr和mo中的难以完全固溶在粘结相ni和co中,而是以碳化物和/或金属间化合物的形式析出,从而导致耐热性降低以及耐断裂性降低。
7.(2)采用nicr粉末和nicrmo预合金粉末添加方式,造成烧结性差的问题。为了解决(1)中的析出问题,专利cn111386355 b给出了cr和mo采用nicr粉末和nicrmo粉末形式添加,避免了以cr粉末或mo粉末的形式,或者以碳化物形式cr3c2粉末或mo2c粉末的形式添加
造成的cr/mo化合物明显析出的问题。但采用nicr和nicrmo粉末形式添加造成了合金较差的烧结性。因此,仅将这些合金粉末用作原料粉末会导致硬质合金的烧结性降低,从而无法得到足够的耐断裂性。现有技术采用了将这些合金粉末与co粉末一起使用。与合金粉末相比,co粉末在烧结期间的液相出现温度较低。因此可以部分解决烧结性差的问题。
8.(3)采用nicr粉末和nicrmo预合金粉末添加方式,给制备过程带来难度。预合金粉末由于是合金化的,粉末比重大,在湿磨过程中容易造成粉末下降沉底,容易产生粉末混合不均匀,从而造成最终合金成分不均匀。
9.(4)采用nicr粉末和nicrmo预合金粉末硬度低,塑性好,球磨过程中不容易破碎而容易磨成片状,容易在合金中形成粘结相池,以及容易堵塞过滤筛网,给生产带来难度。
10.目前以碳化物形式cr3c2粉末形式添加的报道中,cr3c2添加量均在2.0%以下,主要用于超细晶硬质合金的制备。用于棒线材预精轧轧制用硬质合金轧辊主要采用高粘结相含量的wc-co-ni-cr粗晶硬质合金,但cr3c2添加量在2.0%以上未见报道。添加cr3c2会对co、ni复合粘结相硬质合金两相区宽度范围产生影响,使两相区碳含量上限降低,造成c化合物明显析出等问题。
技术实现要素:
11.为了解决现有技术中的上述问题,本发明提出了一种高cr含量粗晶硬质合金及其制备方法和应用。解决现有技术中采用nicr粉末和nicr预合金粉末添加造成的烧结性差的问题,以及以碳化物形式cr3c2粉末形式添加造成的c化合物明显析出的问题。
12.第一方面,本发明提出了一种高cr含量粗晶硬质合金,以质量百分比计,其组分包括10~15wt%的co、10~15wt%的ni、2.1~4.2wt%的cr3c2和余量的wc,晶粒尺寸为2.2~2.6μm。
13.作为本发明的具体实施方式,以质量百分比计,其组分包括12~15wt%的co、12~15wt%的ni、2.5~3.7wt%的cr3c2和余量的wc。
14.作为本发明的具体实施方式,以质量百分比计,其组分包括12wt%的co、12wt%的ni、2.8wt%的cr3c2和余量的wc组成。
15.第二方面,本发明提供了一种第一方面所述的高cr含量粗晶硬质合金的制备方法,包括以下步骤:
16.s1:将wc粉末、co粉、ni粉和cr3c2粉混合研磨得到混合料;
17.s2:将步骤s1得到的混合料压制成型、烧结得到所述高cr含量粗晶硬质合金。
18.作为本发明的具体实施方式,所述步骤s1中,所述wc粉末的粒径为15~25μm;
19.所述co粉的粒径为1.2~1.7μm;
20.所述ni粉的粒径为2.0~2.5μm;
21.所述cr3c2粉的粒径为1.2~1.7μm。
22.作为本发明的具体实施方式,所述步骤s1中,所述混合研磨为湿法研磨,湿法研磨的条件包括:球料比为(3~5):1,球磨时间为24h-30h,湿磨介质包括酒精、石蜡,石蜡用量为配料总质量的2%~2.2%,酒精用量与配料总量的质量体积比为(0.28~0.3)l:1kg;例如100kg混合料需要酒精28l~30l。
23.作为本发明的具体实施方式,所述步骤s1还包括在湿法研磨之后进行喷雾干燥。
24.作为本发明的具体实施方式,所述步骤s2中,所述压制成型采用单向压制,保压时间5-10min。
25.作为本发明的具体实施方式,所述步骤s2中,所述烧结方法包括分段式烧结,分段式烧结包括脱蜡阶段、预烧阶段和烧结阶段三个阶段:脱蜡阶段设定脱蜡温度为370℃~450℃,脱蜡保温时间5~8h;预烧阶段设定预烧温度为550℃~720℃,预烧保温时间3~5h;烧结阶段设定烧结温度为1350℃~1450℃,烧结保温时间1~2h。
26.作为本发明的具体实施方式,所述步骤s2中,所述高cr含量粗晶硬质合金的性能包括:硬度(hra)为80.0~82.0,抗弯强度为2700~2900mpa。
27.本发明中的上述原料均可自制,也可商购获得,本发明对此不作特别限定。
28.第三方面,本发明提供了所述高cr含量粗晶硬质合金在制备优特钢棒材轧制用辊环领域中的应用领域的应用。
29.与现有技术相比,本发明的有益效果在于:
30.1、本发明的硬质合金粘结相重量百分含量在20%~30%,属于高粘结相含量,采用金相图谱对照法得出合金平均晶粒尺寸为2.4μm,属于粗晶硬质合金。其微观组织结构均匀,粗细晶wc晶粒的比例能够稳定在设计的比例,保证合金具有优异的耐磨性和冲击韧性性,最优选合金的弯曲疲劳次数达到500000次,是其对比例的6倍,确保产品能够适应预精轧的大的冲击力作用。
31.2、本发明的硬质合金中含有ni和高含量cr元素,提高了合金的抗腐蚀性能,采用浸泡腐蚀实验测得其腐蚀速率明显降低,降低幅度为50%~70%。能够改善了硬质合金辊环产品的工况适应性。
32.3、本发明采用了一种新的烧结工艺,一般传统烧结工艺在脱蜡过程后直接升温至烧结温度,本发明的烧结工艺区别在于在脱蜡过程后,在550℃~720℃有一个预烧阶段,该阶段的保温温度与cr3c2的含量有关,cr3c2含量越高,该阶段的保温温度越高。预烧阶段的目的一方面是为了排尽在脱蜡阶段后烧结体中的碳,有助于对合金中碳含量的控制。cr3c2含量越高,合金两相区碳含量上限越低,生产中在保证合金相成分处于两相区的前提下,碳量不宜过高,否则极容易出现合金渗碳,同时会显著影响高cr合金的性能;另一方面有助于cr3c2的分解,在液相烧结时cr固溶到粘结相中,起到粘结相强化的作用。由于预烧阶段使得烧结体的碳量控制在极低的范围,液相烧结时cr3c2分解的c能填补烧结体的脱碳情况,而不会出现有害的第三相降低断裂韧性,合金可以在断裂韧性不降低的条件下,提高辊环材料轧制的抗磨损性能。
33.4、本发明提供的硬质合金抗磨损性能好,将其用于优特钢棒材kocks轧机轧制用辊环的制备,可实现棒材轧制吨位30%以上的提升。
附图说明
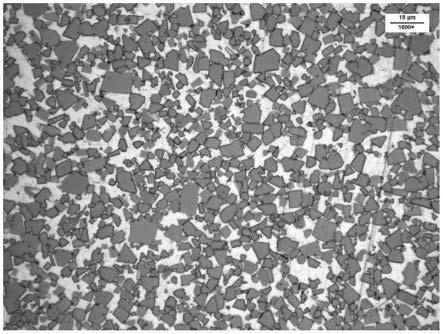
34.图1为本发明实施例1到的硬质合金典型组织结构;
35.图2a为ygr55的硬质合金制备轧制2100吨优特钢棒材(φ16)轧槽表面状态图;
36.图2b为本发明实施例1得到的硬质合金制备轧制2100吨优特钢棒材(φ16)轧槽表面状态图。
具体实施方式
37.下面结合具体实施例对本发明作进一步说明,但并不构成对本发明的任何限制。
38.实施例1
39.本实施例提供了一种高cr含量粗晶硬质合金及其制备方法,具体细节如下:
40.s1:将占总重量的12%co粉、12%ni粉、2.8%的cr3c2粉和余量的wc粉末进行混合,采用球料比为4,研磨溶剂为上述混合粉末重量的0.3倍的酒精,球磨时间为24h对原料粉末进行湿磨后,喷雾干燥后得到混合料。
41.s2:将所述混合料采用单向压制成压坯,保压时间8min。
42.s3:将所述压坯采用分段式烧结,预烧阶段设定预烧温度为600℃,预烧保温时间5h;烧结阶段设定烧结温度为1390℃,烧结保温时间1h。制得所述高cr含量粗晶硬质合金材料。
43.实施例1得到的高cr含量粗晶硬质合金的组织结构如图1所示,平均晶粒为2.4μm。在相同轧制吨位2100吨条件下,轧槽表面状态如图2b所示。
44.实施例2~3
45.实施例2-3的制备过程与实施例1基本一致,不同的是其配比如表1所示。仅改变粘结相含量和cr3c2添加量。预烧温度随粘结相含量和cr3c2添加量的增加而升高。
46.对比例1
47.本对比例提供一种硬质合金及其制备方法,具体细节如下:
48.s1:将占总重量的12%co粉、12%ni粉、2.8%的cr3c2粉和余量的wc粉末进行混合,采用球料比为4,研磨溶剂为上述混合粉末重量的0.3倍的酒精,球磨时间为24h对原料粉末进行湿磨后,喷雾干燥后得到混合料。
49.s2:将所述混合料采用单向压制成压坯,保压时间8min。
50.s3:将所述压坯采用传统烧结工艺,烧结阶段设定烧结温度为1390℃,烧结保温时间1h。制得所述硬质合金材料。
51.对比例2-6
52.对比例2-6的制备过程与对比例1基本一致,其成分配比如表1所示。
53.将实施例1-3和对比例1-6得到的硬质合金进行测试,测试数据如表1所示:
54.表1实施例1-3和对比例1-6的硬质合金生产过程的制备参数
[0055][0056][0057]
经表1可以看出,实施例1-3和对比例1-6得到的硬质合金晶粒尺寸都在2.3-2.6μm之间,但其性能却不同。与实施例1~3相比,对比例1-6得到的硬质合金在轧制过程中出现轧制吨位明显下降。
[0058]
综上,本发明的高cr含量粗晶硬质合金中含有ni和高含量cr元素,提高了合金的抗腐蚀性能,采用浸泡腐蚀实验测得其腐蚀速率明显降低,降低幅度为50%~70%,能够改善了硬质合金辊环产品的工况适应性。本发明的烧结工艺增加预烧阶段,一方面是为了排尽在脱蜡阶段后烧结体中的碳,有助于对合金中碳含量的控制,另一方面有助于cr3c2的分解,在液相烧结时cr固溶到粘结相中,起到粘结相强化的作用,因此得到的高cr含量粗晶硬质合金抗磨损性能好,将其用于优特钢棒材kocks轧机轧制用辊环的制备,可实现棒材轧制吨位30%以上的提升。
[0059]
在本发明中的提到的任何数值,如果在任何最低值和任何最高值之间只是有两个单位的间隔,则包括从最低值到最高值的每次增加一个单位的所有值。例如,如果声明一种组分的量,或诸如温度、压力、时间等工艺变量的值为50-90,在本说明书中它的意思是具体列举了51-89、52-88
……
以及69-71以及70-71等数值。对于非整数的值,可以适当考虑以0.1、0.01、0.001或0.0001为一单位。这仅是一些特殊指明的例子。在本技术中,以相似方式,所列举的最低值和最高值之间的数值的所有可能组合都被认为已经公开。
[0060]
应当注意的是,以上所述的实施例仅用于解释本发明,并不构成对本发明的任何限制。通过参照典型实施例对本发明进行了描述,但应当理解为其中所用的词语为描述性和解释性词汇,而不是限定性词汇。可以按规定在本发明权利要求的范围内对本发明作出
修改,以及在不背离本发明的范围和精神内对本发明进行修订。尽管其中描述的本发明涉及特定的方法、材料和实施例,但是并不意味着本发明限于其中公开的特定例,相反,本发明可扩展至其他所有具有相同功能的方法和应用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1