一种激光熔覆不锈钢支座板及其制作工艺的制作方法
本发明涉及不锈钢支座板加工,尤其涉及一种激光熔覆不锈钢支座板及其制作工艺。
背景技术:
1、目前支座板主要采用低碳钢或铸钢与不锈钢焊接覆合的方式制造,具体的是利用冲压方式或裁减将不锈钢板压覆在低碳钢或铸钢表面上,边缘缝隙进行焊接封闭。但是这种方式存在以下问题:
2、(1)覆合后结构为“非一体部件”,易起鼓,特别是对于曲面覆合的情况;
3、(2)焊缝处焊接材料会产生化学和电化学腐蚀,脱焊的风险;
4、(3)易脱空,表面轮廓度无法保证,尤其对于凹曲面不锈钢覆合始终存在脱空问题。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的问题,而提出的一种激光熔覆不锈钢支座板及其制作工艺。
2、为达到上述目的,本发明采用了下列技术方案:
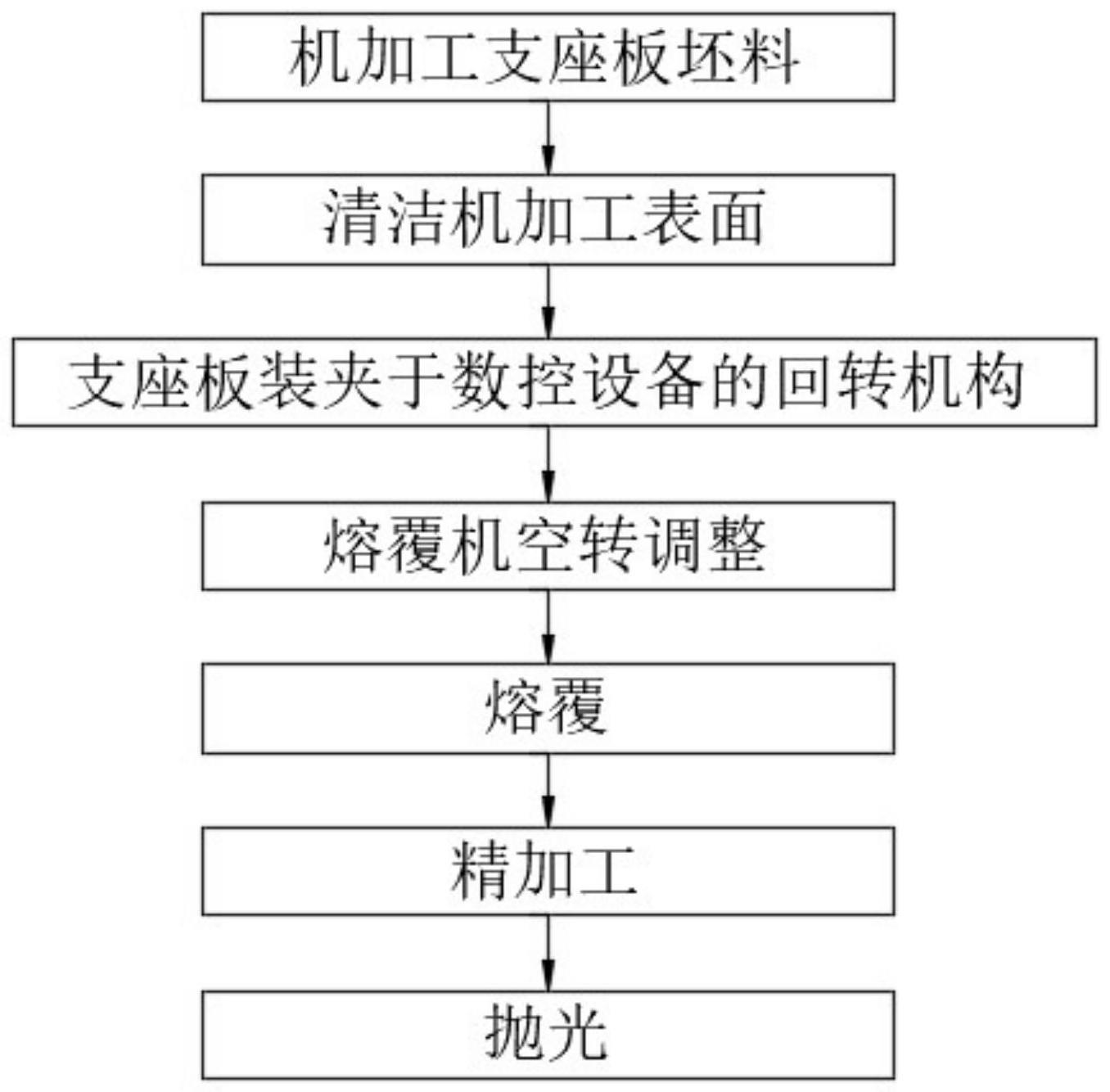
3、一种激光熔覆不锈钢支座板的制作工艺,具体步骤如下:
4、1)机加工支座板坯料至设计尺寸,表面粗糙度不大于6.3μm;
5、2)清洁机加工表面,采用丙酮或酒精擦拭工件表面,除去油脂污渍锈斑点;
6、3)将清洁的支座板装夹于数控设备的回转机构上,调整熔覆机的激光光斑与不锈钢粉末汇聚点相对于支座板基体待熔覆区的位置;
7、4)调整机器手臂数控程序,使得激光光斑覆盖整个熔覆区,首次运行时空转运行一次;
8、5)采用同步送粉激光熔覆方法将不锈钢粉末熔覆到支座板熔覆区基体表面;
9、6)精加工不锈钢熔覆层至设计尺寸,表面粗糙度不大于3.2μm;
10、7)机械抛光不锈钢熔覆层表面,控制粗糙度不大于0.8μm。
11、作为本发明的进一步技术方案,所述不锈钢粉末的粒度为100-300目,球度大于85%。
12、作为本发明的进一步技术方案,所述激光机的激光功率为4000-6000w,光斑直径为1-3mm,线速度5-10m/mi n,进给量为0.5mm-2.0mm/转,搭接率为35%-45%。
13、作为本发明的进一步技术方案,稀释率5%-10%。
14、作为本发明的进一步技术方案,激光头距离工件表面15-50mm,激光与喷射表面法线夹角不大于20度。
15、作为本发明的进一步技术方案,所述不锈钢管粉末在熔覆前进行烘干处理,具体为:
16、将不锈钢管粉末在110~130℃范围内保温1~3h后并随炉冷却至室温,工作环境下湿度不大于40%。
17、一种激光熔覆不锈钢支座板,通过激光熔覆不锈钢支座板的制作工艺制得,所述不锈钢熔覆层厚度为0.2mm-3mm。
18、本发明的有益效果:
19、本发明支座板表面采用激光熔覆技术,通过送粉激光熔覆方法将不锈钢粉末熔覆到支座板熔覆区基体表面,避免不锈钢板压覆在低碳钢或铸钢表面后结构为“非一体部件”,易起鼓的问题;避免采取焊接方式,焊缝处焊接材料会产生化学和电化学腐蚀,脱焊的情况;不易脱空,表面轮廓度得以保证,解决对于凹曲面不锈钢覆合始终存在脱空的问题。
技术特征:
1.一种激光熔覆不锈钢支座板的制作工艺,其特征在于,具体步骤如下:
2.根据权利要求1所述的一种激光熔覆不锈钢支座板的制作工艺,其特征在于,所述不锈钢粉末的粒度为100-300目,球度大于85%。
3.根据权利要求1所述的一种激光熔覆不锈钢支座板的制作工艺,其特征在于,所述激光机的激光功率为4000-6000w,光斑直径为1-3mm,线速度5-10m/min,进给量为0.5mm-2.0mm/转,搭接率为35%-45%。
4.根据权利要求1所述的一种激光熔覆不锈钢支座板的制作工艺,其特征在于,所述步骤5)熔覆过程中,支座板熔覆区稀释率为5%-10%。
5.根据权利要求1所述的一种激光熔覆不锈钢支座板的制作工艺,其特征在于,所述步骤3)中熔覆机的激光头距离支座板表面距离为15-50mm,激光与喷射表面法线夹角不大于20度。
6.根据权利要求1所述的一种激光熔覆不锈钢支座板的制作工艺,其特征在于,所述不锈钢管粉末在熔覆前进行烘干处理,具体为:
7.一种激光熔覆不锈钢支座板,其特征在于,通过权利要求1所述的激光熔覆不锈钢支座板的制作工艺制得,所述不锈钢熔覆层厚度为0.2mm-3mm。
技术总结
本发明公开了一种激光熔覆不锈钢支座板,涉及不锈钢支座板加工技术领域;本发明支座板表面采用激光熔覆技术,通过送粉激光熔覆方法将不锈钢粉末熔覆到支座板熔覆区基体表面,避免不锈钢板压覆在低碳钢或铸钢表面后结构为“非一体部件”,易起鼓的问题;避免采取焊接方式,焊缝处焊接材料会产生化学和电化学腐蚀,脱焊的情况;不易脱空,表面轮廓度得以保证,解决对于凹曲面不锈钢覆合始终存在脱空的问题。
技术研发人员:张春,徐彬,李国明,李磊
受保护的技术使用者:安徽尚德科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!