一种应用于钕铁硼表面铜层去除的方法和系统与流程
1.本说明书涉及镀层退镀领域,特别涉及一种应用于钕铁硼表面铜层去除的方法和系统。
背景技术:
2.对于存在铜镀层的钕铁硼报废材料,需要退镀后进行回收,而传统的去除钕铁硼表面镀层的方法,可能需要用到氰化钠、防染盐和硫酸等试剂,导致在退镀作业过程中产生的剧毒有害物质可能对环境造成严重的污染,尤其是对水资源的污染。
3.因此,期望提出一种应用于钕铁硼表面铜层去除的方法,在完成对钕铁硼报废材料退镀作业的同时,避免对环境的污染。
技术实现要素:
4.本说明书一个或多个实施例提供一种应用于钕铁硼表面铜层去除的方法。所述应用于钕铁硼表面铜层去除的方法包括:对待处理钕铁硼材料进行预处理;预处理包括去油处理、超声波洗涤处理和水洗处理中的至少一种;基于镀层厚度分析装置,确定待处理钕铁硼材料的镀层厚度;基于镀层厚度,配置表面处理溶液,并将待处理钕铁硼材料置于表面处理溶液中进行处理;表面处理溶液的成分包括乙二胺四乙酸二钠、酒石酸钾钠、双氧水和氨水中的至少一种;基于自动翻动装置和自动提升装置,对待处理钕铁硼材料进行翻动处理和提升下降处理。
5.本说明书一个或多个实施例提供一种应用于钕铁硼表面铜层去除的系统。所述应用于钕铁硼表面铜层去除的系统包括:预处理模块,用于对待处理钕铁硼材料进行预处理;预处理包括去油处理、超声波洗涤处理和水洗处理中的至少一种;厚度分析模块,用于基于镀层厚度分析装置,确定待处理钕铁硼材料的镀层厚度;处理模块,用于基于镀层厚度,配置表面处理溶液,并将待处理钕铁硼材料置于表面处理溶液中进行处理;表面处理溶液的成分包括乙二胺四乙酸二钠、酒石酸钾钠、双氧水和氨水中的至少一种;自动化模块,用于基于自动翻动装置和自动提升装置,对待处理钕铁硼材料进行翻动处理和提升下降处理。
6.本说明书一个或多个实施例提供一种应用于钕铁硼表面铜层去除的装置,包括处理器,所述处理器用于执行应用于钕铁硼表面铜层去除的方法。
7.本说明书一个或多个实施例提供一种计算机可读存储介质,所述存储介质存储计算机指令,当计算机读取存储介质中的计算机指令后,计算机执行应用于钕铁硼表面铜层去除的方法。
附图说明
8.本说明书将以示例性实施例的方式进一步说明,这些示例性实施例将通过附图进行详细描述。这些实施例并非限制性的,在这些实施例中,相同的编号表示相同的结构,其中:
9.图1是根据本说明书一些实施例所示的应用于钕铁硼表面铜层去除的系统的模块图;
10.图2是根据本说明书一些实施例所示的应用于钕铁硼表面铜层去除的方法的示例性流程图;
11.图3是根据本说明书一些实施例所示的去油处理的示例性流程图;
12.图4是根据本说明书一些实施例所示的洁净程度确定模型的模型结构图;
13.图5是根据本说明书一些实施例所示的配置表面处理溶液的示例性流程图;
14.图6是根据本说明书一些实施例所示的获得第三溶液的示例性流程图;
15.图7是根据本说明书一些实施例所示的浓度确定模型的模型结构图;
16.图8是根据本说明书一些实施例所示的温度确定模型的模型结构图。
具体实施方式
17.为了更清楚地说明本说明书实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本说明书的一些示例或实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图将本说明书应用于其它类似情景。除非从语言环境中显而易见或另做说明,图中相同标号代表相同结构或操作。
18.应当理解,本文使用的“系统”、“装置”、“单元”和/或“模块”是用于区分不同级别的不同组件、元件、部件、部分或装配的一种方法。然而,如果其他词语可实现相同的目的,则可通过其他表达来替换所述词语。
19.如本说明书和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其它的步骤或元素。
20.本说明书中使用了流程图用来说明根据本说明书的实施例的系统所执行的操作。应当理解的是,前面或后面操作不一定按照顺序来精确地执行。相反,可以按照倒序或同时处理各个步骤。同时,也可以将其他操作添加到这些过程中,或从这些过程移除某一步或数步操作。
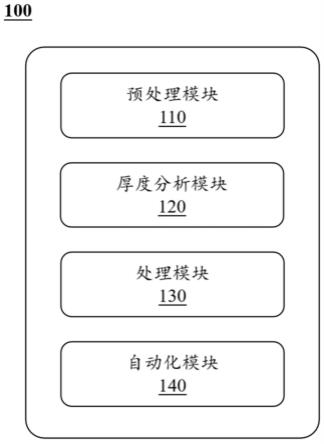
21.图1是根据本说明书一些实施例所示的应用于钕铁硼表面铜层去除的系统的模块图。在一些实施例中,应用于钕铁硼表面铜层去除的系统100可以包括预处理模块110、厚度分析模块120、处理模块130和自动化模块140。
22.预处理模块110可以用于对待处理钕铁硼材料进行预处理。预处理包括去油处理、超声波洗涤处理和水洗处理中的至少一种。更多关于预处理的相关说明可参见图2相关描述。
23.厚度分析模块120可以用于基于镀层厚度分析装置,确定待处理钕铁硼材料的镀层厚度。更多关于确定待处理钕铁硼材料的镀层厚度的说明可参见图2相关描述。
24.处理模块130可以用于基于镀层厚度,配置表面处理溶液,并将待处理钕铁硼材料置于表面处理溶液中进行处理;表面处理溶液的成分可以包括乙二胺四乙酸二钠、酒石酸钾钠、双氧水和氨水中的至少一种。更多关于配置表面处理溶液的说明可参见图2相关描
述。
25.自动化模块140可以用于基于自动翻动装置和自动提升装置,对待处理钕铁硼材料进行翻动处理和提升下降处理。
26.在一些实施例中,应用于钕铁硼表面铜层去除的系统100还可以包括处理器。处理器可以用于确定第一时间、第二溶液的理想双氧水浓度和表面处理溶液的适宜温度,以及控制自动翻动装置的翻动频率。关于第一时间的相关说明可参见图3相关描述;关于第二溶液的理想双氧水浓度的相关说明可参见图6和图7相关描述;关于表面处理溶液的适宜温度的相关说明可参见图2和图8的相关描述;关于自动翻动装置的相关说明可参见图2相关描述。
27.需要注意的是,以上对于应用于钕铁硼表面铜层去除的系统及其模块的描述,仅为描述方便,并不能把本说明书限制在所举实施例范围之内。可以理解,对于本领域的技术人员来说,在了解该系统的原理后,可能在不背离这一原理的情况下,对各个模块进行任意组合,或者构成子系统与其他模块连接。在一些实施例中,图1中披露的预处理模块、厚度分析模块、处理模块和自动化模块可以是一个系统中的不同模块,也可以是一个模块实现上述的两个或两个以上模块的功能。例如,各个模块可以共用一个存储模块,各个模块也可以分别具有各自的存储模块。诸如此类的变形,均在本说明书的保护范围之内。
28.图2是根据本说明书一些实施例所示的应用于钕铁硼表面铜层去除的方法的示例性流程图。如图2所示,流程200包括下述步骤。在一些实施例中,流程200可以由应用于钕铁硼表面铜层去除的系统100执行。
29.步骤210,对待处理钕铁硼材料进行预处理。预处理包括去油处理、超声波洗涤处理和水洗处理中的至少一种。在一些实施例中,步骤210可以由预处理模块110执行。
30.去油处理可以指将待处理钕铁硼材料置于去油液中去除表面油污的操作。例如,去油液的成分可以为氢氧化钠溶液或去油粉的水溶液。关于去油处理的更多说明可参见图3相关描述。
31.超声波洗涤处理可以指使用超声波将待处理钕铁硼材料表面油污、锈迹和其他粘连的细小杂质进行去除的操作。超声波洗涤处理的时长可以预设,例如,5分钟。
32.水洗处理可以指使用清水对待处理钕铁硼材料进行清洗的操作。水洗处理的时长可以预设,例如,3分钟。
33.步骤220,基于镀层厚度分析装置,确定待处理钕铁硼材料的镀层厚度。在一些实施例中,步骤220可以由厚度分析模块120执行。
34.镀层厚度可以指待处理钕铁硼材料表面的铜镀层的厚度,例如,10μm。
35.镀层厚度分析装置可以指用于测定待处理钕铁硼材料表面镀层厚度的仪器,例如,金属镀层测厚仪等。
36.步骤230,基于镀层厚度,配置表面处理溶液,并将待处理钕铁硼材料置于表面处理溶液中进行处理。在一些实施例中,步骤230可以由处理模块130执行。
37.表面处理溶液可以指能够溶解待处理钕铁硼材料表面镀层的溶液试剂。表面处理溶液的成分可以包括乙二胺四乙酸二钠、酒石酸钾钠、双氧水和氨水中的至少一种。
38.在一些实施例钟,可以将乙二胺四乙酸二钠、酒石酸钾钠、双氧水分别按100g/l、50至80g/l和50至70ml/l的比例溶于水中得到混合溶液,并向混合溶液中加入氨水至混合
溶液的ph值大于12,制得表面处理溶液。
39.更多关于表面处理溶液的配置方法的说明可参见图5相关描述。
40.在一些实施例中,可以基于镀层厚度,确定表面处理溶液的适宜温度,并可以基于温度控制装置,将表面处理溶液升温或降温至适宜温度。
41.适宜温度可以指在尽量减少表面处理溶液中溶质挥发的前提下,可以使待处理钕铁硼材料的镀层在表面处理溶液中获得较快溶解速率的温度。例如,适宜温度可以是60℃。在一些实施例中,适宜温度可以是一个温度范围,例如[50,65],单位℃。
[0042]
在一些实施例中,适宜温度的确定方法可以有多种,例如:基于历史退镀处理时的待处理钕铁硼材料的总质量、总表面积和镀层厚度,构建历史向量(对应有历史适宜温度);基于当前待处理钕铁硼材料的总质量、总表面积和镀层厚度,构建当前向量;确定当前向量与各个历史向量的向量距离;将向量距离小于距离阈值的历史向量确定为参考向量;基于参考向量对应的历史适宜温度,确定当前处理过程的适宜温度。其中,距离阈值可以是系统默认值、经验值、人为预先设定值等或其任意组合,可以根据实际需求设定,本说明书对此不做限制;向量距离的计算方法可以包括但不限于余弦距离、欧式距离、曼哈顿距离和切比雪夫距离。
[0043]
在一些实施例中,可以基于温度确定模型对镀层厚度和待处理钕铁硼材料的温度进行处理,确定表面处理溶液的适宜温度。关于温度确定模型的相关说明可参见图8相关描述。
[0044]
本说明书一些实施例中,通过确定表面处理溶液的适宜温度,可以有效提高退镀过程的效率,同时减缓了表面处理溶液的溶质挥发,节约了成本。
[0045]
在一些实施例中,可以基于镀层厚度,确定将待处理钕铁硼材料置于表面处理溶液中进行处理的处理时间(后文简称退镀处理时间)。
[0046]
在一些实施例中,可以预设镀层厚度与退镀处理时间的对照关系表,并基于对照关系表确定退镀处理时间。例如,可以预设对照关系表中,镀层厚度为5μm,退镀处理时间为10分钟;镀层厚度为10μm,退镀处理时间为15分钟;镀层厚度为15μm,退镀处理时间为20分钟......。
[0047]
在一些实施例中,退镀处理时间还可以相关于表面处理溶液的实际温度和表面处理溶液中双氧水的浓度。例如,退镀处理时间可以与表面处理溶液的实际温度负相关,与表面处理溶液中双氧水的浓度负相关。例如,可设定表面处理溶液的实际温度为65℃,表面处理溶液中双氧水的浓度为70ml/l时,退镀处理时间为10分钟,在此基础上,表面处理溶液的实际温度每降低1℃(但不得低于50℃),退镀处理时间延长0.5分钟;表面处理溶液中双氧水的浓度每降低1ml/l(但不得低于50ml/l),退镀处理时间延长0.5分钟。
[0048]
在一些实施例中,可以基于向量匹配的方法,确定退镀处理时间。向量匹配的方法可以包括如下步骤:
[0049]
构建多个第一待参考向量,且每个第一待参考向量对应有一个参考处理时间。
[0050]
第一待参考向量的构建方法可以是:第一待参考向量中每个维度的元素分别代表镀层厚度、表面处理溶液的实际温度和表面处理溶液中双氧水的浓度。例如,第一待参考向量可以是(10,50,60),代表的含义为:镀层厚度为10μm,表面处理溶液的实际温度为50℃,表面处理溶液中双氧水的浓度为60ml/l。第一待参考向量各个维度的元素的值及其对应的
参考处理时间可以基于经验值和/或历史值进行人工预设。
[0051]
基于当前的镀层厚度、表面处理溶液的实际温度和表面处理溶液中双氧水的浓度,构建第一当前向量。第一当前向量的构建方式可以与第一待参考向量相同。
[0052]
分别计算第一当前向量与各个第一待参考向量的向量距离,并将满足第一预设条件的第一待参考向量确定为第一参考向量。第一预设条件可以是第一待参考向量与第一当前向量的向量距离小于第一距离阈值等。第一距离阈值可以是系统默认值、经验值、人为预先设定值等或其任意组合,可以根据实际需求设定,本说明书对此不做限制。
[0053]
若第一参考向量的数量只有一个,则可以将该第一参考向量对应的参考处理时间作为退镀处理时间;若第一参考向量的数量多于一个,则可以将第一参考向量对应的参考处理时间取平均值,其结果作为退镀处理时间。
[0054]
本说明书一些实施例中,通过确定处理表面镀层的时间,在保证处理成效的基础上,节约了时间成本;通过引入表面处理溶液的实际温度和表面处理溶液中双氧水的浓度,确定处理表面镀层的时间,可以进一步提高确定结果的适应性。
[0055]
在一些实施例中,在退镀处理过程中,可以基于ph监测装置,实时监测表面处理溶液的ph值;响应于ph值不满足预设条件,向表面处理溶液中加入氨水直至表面处理溶液的ph值满足预设条件。其中,所加入的氨水浓度高于配置表面处理溶液时加入的氨水的浓度。关于配置表面处理溶液的相关说明可参见图5相关描述。
[0056]
预设条件可以指表面处理溶液的ph值大于ph值阈值。在一些实施例中,ph值阈值可以预设为12。
[0057]
示例性的表面处理溶液加入氨水的过程可以是:在退镀处理过程中,基于ph监测装置,实时监测表面处理溶液的ph值;当表面处理溶液的ph值低于12时,向表面处理溶液中加入氨水,并持续监测表面处理溶液的ph值;响应于表面处理溶液的ph值超出12一定数值(例如ph值达到13),停止加入氨水,并继续监测表面处理溶液的ph值,重复上述过程。
[0058]
在一些实施例中,可以基于氨水自动注入设备,向表面处理溶液中注入氨水直至表面处理溶液的ph值满足预设条件。氨水自动注入设备可以指能够将氨水以小流量连续注入处理槽的设备。
[0059]
处理槽可以指盛有表面处理溶液以对待处理钕铁硼材料进行退镀处理的容器。更多关于处理槽的相关说明可参见图5相关描述。
[0060]
本说明书一些实施例中,通过实时监测表面处理溶液的ph值,可以在ph值不满足要求时,及时对ph进行调整,以保证处理效率一直处于较高水平;通过提高所加入的氨水的浓度,在保证处理效率的同时,避免过度稀释表面处理溶液中其他溶质的浓度。
[0061]
步骤240,基于自动翻动装置和自动提升装置,对待处理钕铁硼材料进行翻动处理和提升下降处理。在一些实施例中,步骤240可以由自动化模块140执行。
[0062]
自动翻动装置可以指自动对处理槽中的待处理钕铁硼材料进行翻动的设备。在一些实施例中,自动翻动装置的翻动频率可以预设,例如,每分钟3次。更多关于自动翻动装置说明可参见后文描述。
[0063]
自动提升装置可以指自动对处理槽中的待处理钕铁硼材料进行提升或下降的设备,例如,自动提升装置可以是可抓取的机器臂。在处理时间结束时,自动提升装置可将待处理钕铁硼材料提升出表面处理溶液。
[0064]
在一些实施例中,可以基于处理器控制自动翻动装置的翻动频率。例如,控制自动翻动装置的翻动频率为每分钟2至4次。
[0065]
在一些实施例中,自动翻动装置可以包括驱动电机、驱动轴和翻转笼,例如,自动翻动装置可以是全自动翻转机。翻转笼可以用于将待处理钕铁硼材料置于其中,以实现对待处理钕铁硼材料的自动翻动。
[0066]
在一些实施例中,自动翻动装置的翻动频率可以与待处理钕铁硼工件的镀层厚度相关,例如,可以是正相关,即镀层厚度越大,翻动频率则越大,但不超过翻动频率上限。翻动频率上限可以人工预设,例如,每分钟4次。
[0067]
本说明书一些实施例中,镀层厚度越大,翻动频率也越大,可以保证镀层与表面处理溶液充分接触并反应,进而保证处理效率处在较高水平。
[0068]
本说明书一些实施例中,通过上述应用于钕铁硼表面铜层去除的方法,可以在保证处理效率的同时,节约时间和物料成本;配置表面处理溶液所使用的试剂包括乙二胺四乙酸二钠、酒石酸钾钠、双氧水和氨水,不会对环境尤其是水资源造成污染。
[0069]
应当注意的是,上述有关流程200的描述仅仅是为了示例和说明,而不限定本说明书的适用范围。对于本领域技术人员来说,在本说明书的指导下可以对流程200进行各种修正和改变。然而,这些修正和改变仍在本说明书的范围之内。例如,使用其他方法确定镀层厚度。
[0070]
图3是根据本说明书一些实施例所示的去油处理的示例性流程图。在一些实施例中,流程300可以由预处理模块110和处理器执行。
[0071]
步骤310,确定第一时间。
[0072]
第一时间可以指对待处理钕铁硼材料进行去油处理的时长。
[0073]
在一些实施例中,第一时间可以人工预设,例如20至25分钟。
[0074]
在一些实施例中,可以基于待处理钕铁硼材料的表面洁净程度,确定第一时间。
[0075]
表面洁净程度可以指反映待处理钕铁硼材料表面油污量的数据,可以与待处理钕铁硼材料表面油污量负相关。
[0076]
在一些实施例中,表面洁净程度可以通过表面洁净程度分值进行表征。例如,表面洁净程度分值可以是[0,100]范围内的值,其值越大代表待处理钕铁硼材料表面油污量越少。在一些实施例中,表面洁净程度可以通过表面洁净程度等级进行表征。例如,表面洁净程度等级可以包括“非常洁净”、“较洁净”、“一般”、“不洁净”和“极度不洁净”等,依次对应的待处理钕铁硼材料表面油污量越来越大。
[0077]
在一些实施例中,表面洁净程度可以人工基于经验判断得出。
[0078]
在一些实施例中,可以基于洁净程度确定模型对待处理钕铁硼材料的图像数据进行处理,确定表面洁净程度。关于待处理钕铁硼材料的图像数据和洁净程度确定模型的相关说明可参见图4相关描述。
[0079]
在一些实施例中,可以基于向量匹配的方法,确定第一时间。向量匹配的方法可以包括如下步骤:
[0080]
构建多个第二待参考向量,且每个第二待参考向量对应有一个参考第一时间。第二待参考向量的构建方法可以是:第二待参考向量中,第一个维度的元素代表批处理的待处理钕铁硼材料的件数,其余每个维度的元素分别代表批处理的待处理钕铁硼材料中,每
个待处理钕铁硼材料的表面洁净程度分值。例如,第二待参考向量可以是(20,80,90,25......),代表的含义为:批处理的待处理钕铁硼材料的件数为20件,每个待处理钕铁硼材料的表面洁净程度分值分别为80、90、25......。第二待参考向量中各个维度的元素的值及其对应的参考第一时间可以基于历史去油处理记录获取。其中,批处理可以指将大量件数的待处理钕铁硼材料一起放入处理容器(例如处理槽)中进行处理的操作。关于处理槽的相关说明可参见图2相关描述。
[0081]
基于当前批处理的待处理钕铁硼材料的件数和每个待处理钕铁硼材料的表面洁净程度分值,构建第二当前向量。第二当前向量的构建方式可以与第二待参考向量相同。
[0082]
分别计算第二当前向量与各个第二待参考向量的向量距离,并将满足第二预设条件的第二待参考向量确定为第二参考向量。第二预设条件可以是第二待参考向量与第二当前向量的向量距离小于第二距离阈值等。第二距离阈值可以是系统默认值、经验值、人为预先设定值等或其任意组合,可以根据实际需求设定,本说明书对此不做限制。
[0083]
若第二参考向量的数量只有一个,则可以将该第二参考向量对应的参考第一时间作为第一时间;若第二参考向量的数量多于一个,则可以将多个第二参考向量对应的参考第一时间取平均值,其结果作为第一时间。
[0084]
本说明书一些实施例中,基于待处理钕铁硼材料的表面洁净程度,确定第一时间,提高了所确定的第一时间对于实际情况的适应性;通过向量匹配的方式确定第一时间,进一步提高了所确定的第一时间对于实际情况的适应性。
[0085]
步骤320,将待处理钕铁硼材料置于去油液中浸泡,浸泡持续时间为第一时间。去油液温度范围为45℃至55℃。
[0086]
关于去油液的相关说明可参见图2相关描述。
[0087]
在一些实施例中,优选地,可以将去油液的温度设定为50℃。
[0088]
本说明书一些实施例中,通过确定第一时间,在保证去油成效的基础上,节约了时间成本。
[0089]
应当注意的是,上述有关流程300的描述仅仅是为了示例和说明,而不限定本说明书的适用范围。对于本领域技术人员来说,在本说明书的指导下可以对流程300进行各种修正和改变。然而,这些修正和改变仍在本说明书的范围之内。例如,修改去油液的温度。
[0090]
图4是根据本说明书一些实施例所示的洁净程度确定模型的模型结构图。
[0091]
在一些实施例中,处理器可以基于洁净程度确定模型对待处理钕铁硼材料的图像数据进行处理,确定表面洁净程度。待处理钕铁硼材料的图像数据可以指通过图像拍摄设备(例如摄像机)获取的待处理钕铁硼材料的表面的图像。关于表面洁净程度的相关说明可参见图3相关描述。
[0092]
洁净程度确定模型可以指用于确定表面洁净程度的机器学习模型。在一些实施例中,洁净程度确定模型可以包括循环神经网络(recurrent neural network,rnn)模型、深度神经网络(deep neural network,dnn)模型、卷积神经网络(convolutional neural network,cnn)模型等各种可行的模型中的任意一种或组合。
[0093]
如图4所示,洁净程度确定模型460的输入可以包括待处理钕铁硼材料的图像数据410,输出可以是表面洁净程度450。
[0094]
在一些实施例中,洁净程度确定模型460可以包括多个处理层。如图4所示,洁净程
度确定模型460可以包括特征层420和确定层440。
[0095]
特征层420可以基于对待处理钕铁硼材料的图像数据进行处理,确定油污特征。如图4所示,特征层420的输入可以是待处理钕铁硼材料的图像数据410,输出可以是油污特征430。
[0096]
油污特征可以指能够反映待处理钕铁硼材料表面油污的面积和状态的数据。在一些实施例中,油污特征可以是向量形式的数据。例如,油污特征为(50,1),代表的含义为待处理钕铁硼材料表面油污的面积为50cm2,油污的状态为液态。又例如,油污特征为(60,2),代表的含义为待处理钕铁硼材料表面油污的面积为60cm2,油污的状态为固态。
[0097]
确定层440可以基于对油污特征进行处理,确定表面洁净程度。如图4所示,确定层440的输入可以是油污特征430,输出可以是表面洁净程度450。
[0098]
在一些实施例中,洁净程度确定模型460的特征层420和确定层440可以通过联合训练获得。联合训练的样本数据可以为多个标有第一标签的第一训练样本。第一训练样本可以包括样本待处理钕铁硼材料的图像数据。第一标签可以包括第一训练样本对应的表面洁净程度。样本待处理钕铁硼材料的图像数据可以基于历史处理的钕铁硼材料的图像数据获取。第一标签可以基于人工标注确定。
[0099]
示例性的联合训练过程可以是:将样本待处理钕铁硼材料的图像数据输入初始特征层,得到初始特征层输出的油污特征;将初始特征层输出的油污特征作为训练样本数据,输入初始确定层,得到初始确定层输出的表面洁净程度;基于第一训练样本的标签和初始确定层输出的表面洁净程度构建损失函数,同步更新初始特征层和初始确定层的参数。当损失函数满足训练结束的预设条件时模型训练完成,得到训练好的洁净程度确定模型。其中,训练结束的预设条件可以是损失函数收敛、迭代的次数达到迭代次数阈值等。
[0100]
本说明书一些实施例中,通过洁净程度确定模型确定待处理钕铁硼材料的表面洁净程度,保证了确定的表面洁净程度的准确度,同时提高了确定工作的效率。
[0101]
图5是根据本说明书一些实施例所示的配置表面处理溶液的示例性流程图。在一些实施例中,流程500可以由处理模块130和处理器执行。
[0102]
步骤510,将乙二胺四乙酸二钠溶解于水中,获得第一溶液。乙二胺四乙酸二钠与水的比例可以预设,例如,每升水中加入100克乙二胺四乙酸二钠。
[0103]
步骤520,向第一溶液中加入酒石酸钾钠,获得第二溶液。酒石酸钾钠与第一溶液的比例可以预设,例如,每升第一溶液中加入50至80克酒石酸钾钠。
[0104]
步骤530,向第二溶液中加入双氧水,获得第三溶液。第三溶液中双氧水的浓度可以预设,例如,50ml/l至70ml/l。
[0105]
步骤540,向第三溶液中加入氨水,获得表面处理溶液,并控制表面处理溶液的ph值在12至14之间。
[0106]
在一些实施例中,在向第三溶液中加入氨水的过程中,可以基于ph值监测装置(例如ph值检测仪)实时监测表面处理溶液的ph值,直至表面处理溶液的ph达到12至14之间。
[0107]
在一些实施例中,可以将配置好的表面处理溶液置于处理槽中,用于后续对待处理钕铁硼材料进行处理。
[0108]
在一些实施例中,处理槽可以包括液体循环装置。液体循环装置可以用于使处理槽中的表面处理溶液循环流动。
[0109]
在一些实施例中,液体循环装置可以是基于电力驱动的设备,其功率大小可以与待处理钕铁硼材料的批处理量正相关。
[0110]
本说明书一些实施例中,通过使表面处理溶液保持在较高的ph值,可以使得表面处理溶液的处理效果处在较高水平;通过在处理槽中配置有液体循环装置,可以提高处理效率,节约时间成本。
[0111]
应当注意的是,上述有关流程500的描述仅仅是为了示例和说明,而不限定本说明书的适用范围。对于本领域技术人员来说,在本说明书的指导下可以对流程500进行各种修正和改变。然而,这些修正和改变仍在本说明书的范围之内。例如,改变配置表面处理溶液时各种试剂的加入顺序。
[0112]
图6是根据本说明书一些实施例所示的获得第三溶液的示例性流程图。在一些实施例中,流程600可以由处理模块130和处理器执行。
[0113]
步骤610,基于镀层厚度,确定第三溶液的理想双氧水浓度。
[0114]
理想双氧水浓度可以指在可接受的成本范围内,使基于第三溶液配置的表面处理溶液获得较大处理效率的双氧水浓度。例如,理想双氧水浓度可以是60ml/l。
[0115]
在一些实施例中,可以基于浓度确定模型对镀层厚度和双氧水成本数据进行处理,确定理想双氧水浓度。关于双氧水成本数据和浓度确定模型的相关说明可参见图7相关描述。
[0116]
步骤620,向第二溶液中加入双氧水至第二溶液的双氧水浓度达到理想双氧水浓度,获得第三溶液。
[0117]
在一些实施例中,可以基于处理过程中的待处理钕铁硼材料镀层的分解速率,判断表面处理溶液中的双氧水浓度是否达标。待处理钕铁硼材料镀层的分解速率可以指镀层的重量变化速率,例如,镀层的分解速率可以是0.08g/s,代表待处理钕铁硼材料的镀层每秒钟被溶解0.08克。
[0118]
在一些实施例中,可以在自动翻动装置中配置有重量传感器,可以基于重量传感器实时获取批处理的待处理钕铁硼材料的重量变化量,并基于重量变化量计算待处理钕铁硼材料镀层的分解速率。例如,在处理过程中,10s内批处理的待处理钕铁硼材料的重量减少了1克,则镀层的分解速率为1/10=0.1g/s。
[0119]
达标的标准可以是待处理钕铁硼材料镀层的分解速度达到预期分解速率。预期分解速率可以是系统默认值、经验值、人为预先设定值等或其任意组合,可以根据实际需求设定,本说明书对此不做限制。例如,可以预设预期分解速率为0.05g/s,若镀层的分解速率小于0.05g/s,则表面处理溶液中的双氧水浓度不达标,需向表面处理溶液中继续加入双氧水。
[0120]
本说明书一些实施例中,通过模型确定表面处理溶液中的双氧水浓度,可以在可接受的成本范围内,达到较高的处理效率;通过实时监测镀层的处理情况,可以在双氧水浓度不足时,及时添加双氧水,保证处理过程一直处于较高效率。
[0121]
图7是根据本说明书一些实施例所示的浓度确定模型的模型结构图。
[0122]
在一些实施例中,处理器可以基于浓度确定模型对镀层厚度和双氧水成本数据进行处理,确定理想双氧水浓度。双氧水成本数据可以指配置表面处理溶液时添加的双氧水原料的价格,例如,1600元/吨。关于理想双氧水浓度的相关说明可参见图6相关描述。
[0123]
浓度确定模型可以指用于确定理想双氧水浓度的机器学习模型。在一些实施例中,浓度确定模型可以包括循环神经网络(recurrent neural network,rnn)模型、深度神经网络(deep neural network,dnn)模型、卷积神经网络(convolutional neural network,cnn)模型等各种可行的模型中的任意一种或组合。
[0124]
如图7所示,浓度确定模型730的输入可以包括镀层厚度710和双氧水成本数据720,输出可以是理想双氧水浓度740。
[0125]
在一些实施例中,浓度确定模型730可以通过多个标有第二标签的第二训练样本训练得到。例如,可以将多个带有第二标签的第二训练样本输入初始浓度确定模型,通过第二标签和初始浓度确定模型的结果构建损失函数,基于损失函数迭代更新初始浓度确定模型的参数。当初始浓度确定模型的损失函数满足训练结束的预设条件时模型训练完成,得到训练好的浓度确定模型。其中,训练结束的预设条件可以是损失函数收敛、迭代的次数达到阈值等。
[0126]
在一些实施例中,第二训练样本可以包括样本镀层厚度和样本双氧水成本数据。第二标签可以包括第二训练样本对应的理想双氧水浓度。样本镀层厚度和样本双氧水成本数据可以基于历史处理过程的镀层厚度和所使用的双氧水的成本数据获取。第二标签可以基于人工标注确定。
[0127]
在一些实施例中,浓度确定模型730的输入还可以包括待处理钕铁硼材料的批处理量750。待处理钕铁硼材料的批处理量可以指批处理的待处理钕铁硼材料的总质量,例如,5kg。
[0128]
在一些实施例中,若浓度确定模型730的输入包括了待处理钕铁硼材料的批处理量750,则第二训练样本还包括样本待处理钕铁硼材料的批处理量。样本待处理钕铁硼材料的批处理量可以基于历史处理过程的待处理钕铁硼材料的批处理量获取。
[0129]
在一些实施例中,浓度确定模型730的输入还可以包括待处理钕铁硼材料的总表面积760。待处理钕铁硼材料的总表面积可以有多种方式确定,例如,可以基于3d扫描仪等进行确定;又例如,可以基于经验人工估算(重量相同的待处理钕铁硼材料,其尺寸越大,则总表面积越小)。
[0130]
在一些实施例中,若浓度确定模型730的输入包括了待处理钕铁硼材料的总表面积760,则第二训练样本还包括样本待处理钕铁硼材料的总表面积。样本待处理钕铁硼材料的总表面积可以基于历史处理过程的待处理钕铁硼材料的总表面积获取。
[0131]
本说明书一些实施例中,通过浓度确定模型确定理想双氧水浓度,保证了确定的理想双氧水浓度的准确度,同时提高了确定工作的效率;通过在浓度确定模型的输入中引入待处理钕铁硼材料的批处理量和总表面积,可以进一步提高模型输出结果的准确性和适应性。
[0132]
图8是根据本说明书一些实施例所示的温度确定模型的模型结构图。
[0133]
在一些实施例中,处理器可以基于温度确定模型对镀层厚度和待处理钕铁硼材料的温度进行处理,确定表面处理溶液的适宜温度。关于适宜温度的相关说明可参见图2相关描述。
[0134]
温度确定模型可以指用于确定表面处理溶液的适宜温度的机器学习模型。在一些实施例中,温度确定模型可以包括循环神经网络(recurrent neural network,rnn)模型、
深度神经网络(deep neural network,dnn)模型、卷积神经网络(convolutional neural network,cnn)模型等各种可行的模型中的任意一种或组合。
[0135]
如图8所示,温度确定模型830的输入可以包括镀层厚度810和待处理钕铁硼材料的温度820,输出可以是表面处理溶液的适宜温度840。
[0136]
在一些实施例中,温度确定模型830可以通过多个标有第三标签的第三训练样本训练得到。例如,可以将多个带有第三标签的第三训练样本输入初始温度确定模型,通过第三标签和初始温度确定模型的结果构建损失函数,基于损失函数迭代更新初始温度确定模型的参数。当初始温度确定模型的损失函数满足训练结束的预设条件时模型训练完成,得到训练好的温度确定模型。其中,训练结束的预设条件可以是损失函数收敛、迭代的次数达到阈值等。
[0137]
在一些实施例中,第三训练样本可以包括样本镀层厚度和样本待处理钕铁硼材料的温度。第三标签可以包括第三训练样本对应的表面处理溶液的适宜温度。样本镀层厚度和样本待处理钕铁硼材料的温度可以基于历史处理过程的镀层厚度和待处理钕铁硼材料的温度获取。第三标签可以基于人工标注确定。
[0138]
在一些实施例中,温度确定模型830的输入还可以包括理想双氧水浓度850。关于理想双氧水浓度的相关说明可参见图6相关描述。
[0139]
在一些实施例中,若温度确定模型830的输入包括了理想双氧水浓度850,则第三训练样本还包括样本理想双氧水浓度。样本理想双氧水浓度可以基于历史处理过程的理想双氧水浓度获取。
[0140]
本说明书一些实施例中,通过温度确定模型确定适宜温度,保证了确定的适宜温度的准确度,同时提高了确定工作的效率;通过在温度确定模型的输入中引入理想双氧水浓度,可以进一步提高模型输出结果的准确性和适应性。
[0141]
上文已对基本概念做了描述,显然,对于本领域技术人员来说,上述详细披露仅仅作为示例,而并不构成对本说明书的限定。虽然此处并没有明确说明,本领域技术人员可能会对本说明书进行各种修改、改进和修正。该类修改、改进和修正在本说明书中被建议,所以该类修改、改进、修正仍属于本说明书示范实施例的精神和范围。
[0142]
同时,本说明书使用了特定词语来描述本说明书的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本说明书至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一个替代性实施例”并不一定是指同一实施例。此外,本说明书的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
[0143]
此外,除非权利要求中明确说明,本说明书所述处理元素和序列的顺序、数字字母的使用、或其他名称的使用,并非用于限定本说明书流程和方法的顺序。尽管上述披露中通过各种示例讨论了一些目前认为有用的发明实施例,但应当理解的是,该类细节仅起到说明的目的,附加的权利要求并不仅限于披露的实施例,相反,权利要求旨在覆盖所有符合本说明书实施例实质和范围的修正和等价组合。例如,虽然以上所描述的系统组件可以通过硬件设备实现,但是也可以只通过软件的解决方案得以实现,如在现有的服务器或移动设备上安装所描述的系统。
[0144]
同理,应当注意的是,为了简化本说明书披露的表述,从而帮助对一个或多个发明
实施例的理解,前文对本说明书实施例的描述中,有时会将多种特征归并至一个实施例、附图或对其的描述中。但是,这种披露方法并不意味着本说明书对象所需要的特征比权利要求中提及的特征多。实际上,实施例的特征要少于上述披露的单个实施例的全部特征。
[0145]
一些实施例中使用了描述成分、属性数量的数字,应当理解的是,此类用于实施例描述的数字,在一些示例中使用了修饰词“大约”、“近似”或“大体上”来修饰。除非另外说明,“大约”、“近似”或“大体上”表明所述数字允许有
±
20%的变化。相应地,在一些实施例中,说明书和权利要求中使用的数值参数均为近似值,该近似值根据个别实施例所需特点可以发生改变。在一些实施例中,数值参数应考虑规定的有效数位并采用一般位数保留的方法。尽管本说明书一些实施例中用于确认其范围广度的数值域和参数为近似值,在具体实施例中,此类数值的设定在可行范围内尽可能精确。
[0146]
针对本说明书引用的每个专利、专利申请、专利申请公开物和其他材料,如文章、书籍、说明书、出版物、文档等,特此将其全部内容并入本说明书作为参考。与本说明书内容不一致或产生冲突的申请历史文件除外,对本说明书权利要求最广范围有限制的文件(当前或之后附加于本说明书中的)也除外。需要说明的是,如果本说明书附属材料中的描述、定义、和/或术语的使用与本说明书所述内容有不一致或冲突的地方,以本说明书的描述、定义和/或术语的使用为准。
[0147]
最后,应当理解的是,本说明书中所述实施例仅用以说明本说明书实施例的原则。其他的变形也可能属于本说明书的范围。因此,作为示例而非限制,本说明书实施例的替代配置可视为与本说明书的教导一致。相应地,本说明书的实施例不仅限于本说明书明确介绍和描述的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1