一种可调整尺寸的加工刀具和装置及窄型槽的加工方法与流程
本发明涉及机械加工装置领域,特别是一种可调整尺寸的加工刀具和装置及窄型槽的加工方法。
背景技术:
1、现有较窄槽通常宽度5mm以下,如图3和4所示的空调压缩机气缸滑片槽500,其加工通过采取锯片铣刀铣、槽拉刀拉削进行粗加工后,再使用槽磨砂轮600磨削获得高精度要求,通常槽磨砂轮600厚度是与加工槽宽度相适应的固定尺寸,随着刀具的磨损,槽宽度尺寸就随着变小,刀具过早报废造成加工成本高。另一种途径为在磨削的宽度方向上增加一套精密复杂的伺服进给机构以弥补因砂轮磨损导致的尺寸变化。
技术实现思路
1、针对现有槽磨刀具的磨损导致加工难度大和成本高的问题,本发明提供一种可调整尺寸的加工刀具和装置及窄型槽的加工方法,以刀本体的自身的尺寸厚度变化及往复抽拉的加工方式替代传统砂轮磨削,减少对设备进给方向的结构复杂程度和提高槽、孔加工工具的寿命,降低对传统尺寸固定刀具的磨损速度依赖性。
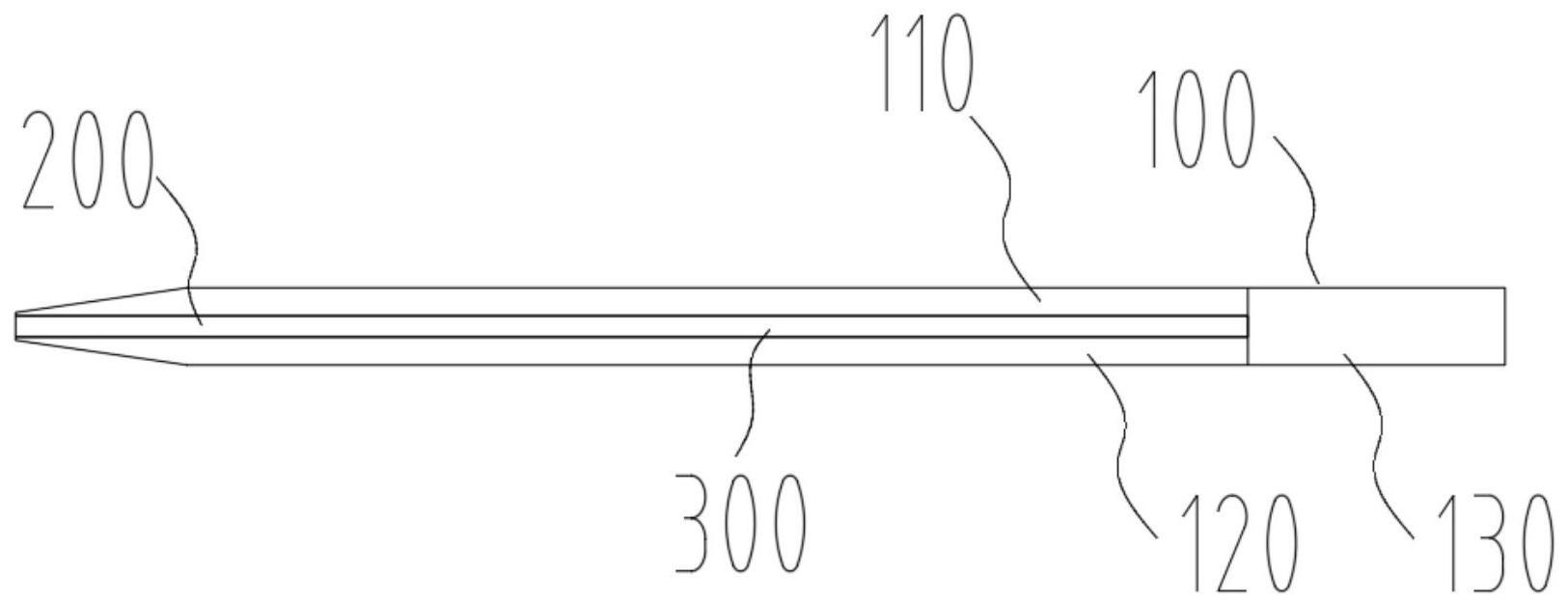
2、为实现上述目的,本发明选用如下技术方案:一种可调整尺寸的加工刀具,包括刀本体,所述刀本体在沿着磨削往复运动方向上的中部位置预留有夹层槽体,所述夹层槽体至少3个侧部为开口部,所述夹层槽体内镶嵌有压电陶瓷片,使得所述压电陶瓷片在压电形变时能够撑开夹层槽体开口部以改变夹层槽体的开口宽度,调整刀本体的尺寸。
3、作为本发明的进一步改进:所述刀本体包括位于所述压电陶瓷片两侧面的第一侧刀体和第二侧刀体以及位于所述压电陶瓷片远离夹层槽体开口的侧部的刀体夹持端部,所述第一侧刀体和第二侧刀体的外侧面分别设有磨料颗粒层,形成第一磨削作用面和第二磨削作用面,所述压电陶瓷片在施加直流电压发生形变时调整第一磨削作用面与第二磨削作用面之间的距离。
4、作为本发明的进一步改进:所述压电陶瓷片具有用于施加直流电压的电极端,所述电极端置于刀体夹持端部并与外部供电部件电性连接,所述压电陶瓷片在通入允许的直流电时发生形变撑开第一侧刀体与第二侧刀体之间间距以使所述刀本体厚度具有um级增量变化。
5、作为本发明的进一步改进:所述夹层槽体处于所述刀本体的中部以得到厚度相同的第一侧刀体和第二侧刀体,所述夹层槽体的厚度大于所述第一侧刀体和/或第二侧刀体的厚度。
6、作为本发明的进一步改进:所述压电陶瓷片的厚度为刀本体总厚度的40%-60%。
7、作为本发明的进一步改进:所述刀本体为片状的长条刀片或圆形刀片或其他异形刀片,所述压电陶瓷片镶嵌在片状刀片中。
8、另一方面,本发明选用如下技术方案:一种窄型槽的加工方法,利用上述的一种可调整尺寸的加工刀具,在磨削槽中以往复抽拉方式通过两侧形成的磨削作用面对磨削槽内两侧进行磨削加工,包括以下步骤:
9、获取工件的磨削槽的当前槽宽尺寸,其中槽宽尺寸是磨削槽内两侧面之间的间距;
10、比较当前槽宽尺寸w和预设槽宽尺寸w`:
11、在当前槽宽尺寸w<预设槽宽尺寸w`时,根据具体尺寸差值w`-w来增加供给压电陶瓷片的电流值,使得压电陶瓷片发生形变增加加工刀具的厚度以增大磨削量,直至磨削槽的槽宽尺寸合格。
12、作为本发明的进一步改进:所述压电陶瓷片在通入陶瓷材料规格所允许的直流电时发生形变,其中形变量随电流电压增大而线性变化以使加工刀具的厚度实现um级的增量变化;
13、在当前槽宽尺寸w<预设槽宽尺寸w`时,控制往压电陶瓷片电极端上通入的直流电,根据w`-w的具体尺寸差值来增加电流值,压电陶瓷片发生形变使得第一侧刀体和第二侧刀体之间夹层槽体变宽,从而影响第一磨削作用面和第二磨削作用面之间的间距,使得加工刀具的厚度增加,在往复抽拉运动过程中作用在磨削槽内两侧的磨削作用面而增大磨削量,直至磨削槽内两侧的槽宽尺寸合格,达到加工效果。
14、作为本发明的进一步改进:还包括以下步骤:
15、工件的磨削槽预先通过锯片铣刀铣、槽拉刀拉削进行粗加工,磨削槽两侧余量保留0.005-0.01mm;
16、加工设备带动加工刀具上下往复抽拉运行,多次往复磨削槽的内两侧面,其中加工设备主要由主轴和伺服导轨机构组成,加工刀具通过夹持端部固定在主轴上,主轴上下移动并控制位置和速度带动加工刀具磨削工件的磨削槽两侧余量。
17、另一方面,本发明选用如下技术方案:一种加工装置,包括如上述的一种可调整尺寸的加工刀具。
18、相较于现有技术,本发明具有以下有益效果:
19、本发明在刀本体两侧电镀磨料,中间镶嵌压电陶瓷,通过往复抽拉方式磨削槽两侧,当刀片磨损时,提高压电陶瓷的电压后刀片的厚度增加,弥补刀片磨损。本发明有效地减少了对传统尺寸固定刀具的磨损速度依赖,实现对槽加工尺寸的调整并延长刀具寿命。
20、相比于现有技术通过槽磨砂轮磨削滑片槽,砂轮磨损后尺寸就会变小,然后通过伺服机构补偿尺寸变化,其必须具备横向移动的伺服机构,并且要非常精密。本发明由加工刀具的自身厚度变化替代了传统机械传动机构的调整,结构和控制方式大大简化,避免加工刀具过早因尺寸减少而无法使用,并且反复抽拉方式使加工窄型槽的设备或机构更加简单。本发明有效地减少对设备进给方向的结构复杂程度和提高槽、孔加工工具的寿命。
技术特征:
1.一种可调整尺寸的加工刀具,包括刀本体,其特征在于:所述刀本体在沿着磨削往复运动方向上的中部位置预留有夹层槽体,所述夹层槽体至少3个侧部为开口部,所述夹层槽体内镶嵌有压电陶瓷片,使得所述压电陶瓷片在压电形变时能够撑开夹层槽体开口部以改变夹层槽体的开口宽度,调整刀本体的尺寸。
2.根据权利要求1所述的一种可调整尺寸的加工刀具,其特征在于:所述刀本体包括位于所述压电陶瓷片两侧面的第一侧刀体和第二侧刀体以及位于所述压电陶瓷片远离夹层槽体开口的侧部的刀体夹持端部,所述第一侧刀体和第二侧刀体的外侧面分别设有磨料颗粒层,形成第一磨削作用面和第二磨削作用面,所述压电陶瓷片在施加直流电压发生形变时调整第一磨削作用面与第二磨削作用面之间的距离。
3.根据权利要求2所述的一种可调整尺寸的加工刀具,其特征在于:所述压电陶瓷片具有用于施加直流电压的电极端,所述电极端置于刀体夹持端部并与外部供电部件电性连接,所述压电陶瓷片在通入允许的直流电时发生形变撑开第一侧刀体与第二侧刀体之间间距以使所述刀本体厚度具有um级增量变化。
4.根据权利要求1所述的一种可调整尺寸的加工刀具,其特征在于:所述夹层槽体处于所述刀本体的中部以得到厚度相同的第一侧刀体和第二侧刀体,所述夹层槽体的厚度大于所述第一侧刀体和/或第二侧刀体的厚度。
5.根据权利要求1所述的一种可调整尺寸的加工刀具,其特征在于:所述压电陶瓷片的厚度为刀本体总厚度的40%-60%。
6.根据权利要求1所述的一种可调整尺寸的加工刀具,其特征在于:所述刀本体为片状的长条刀片或圆形刀片或其他异形刀片,所述压电陶瓷片镶嵌在片状刀片中。
7.一种窄型槽的加工方法,其特征在于,利用权利要求1-6任一所述的一种可调整尺寸的加工刀具,在磨削槽中以往复抽拉方式通过两侧形成的磨削作用面对磨削槽内两侧进行磨削加工,包括以下步骤:
8.根据权利要求7所述的一种窄型槽的加工方法,其特征在于:所述压电陶瓷片在通入陶瓷材料规格所允许的直流电时发生形变,其中形变量随电流电压增大而线性变化以使加工刀具的厚度实现um级的增量变化;
9.根据权利要求7所述的一种窄型槽的加工方法,其特征在于:还包括以下步骤:
10.一种加工装置,其特征在于:包括如权利要求1-6任一项所述的一种可调整尺寸的加工刀具。
技术总结
一种可调整尺寸的加工刀具和装置及窄型槽的加工方法,包括刀本体,所述刀本体在沿着磨削往复运动方向上的中部位置预留有夹层槽体,所述夹层槽体至少3个侧部为开口部,所述夹层槽体内镶嵌有压电陶瓷片,使得所述压电陶瓷片在压电形变时能够撑开夹层槽体开口部以改变夹层槽体的开口宽度,调整刀本体的尺寸。本发明由加工刀具的自身厚度变化替代了传统机械传动机构的调整,结构和控制方式大大简化,避免加工刀具过早因尺寸减少而无法使用,并且反复抽拉方式使加工窄型槽的设备或机构更加简单,有效地减少对设备进给方向的结构复杂程度和提高槽、孔加工工具的寿命。
技术研发人员:易宇
受保护的技术使用者:珠海凌达压缩机有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!