一种金属双极板镀层智能加工方法和系统与流程
本说明书涉及金属镀层,特别涉及一种金属双极板镀层智能加工方法和系统。
背景技术:
1、双极板是质子交换膜氢燃料电池的关键构件。双极板的主要功能是支撑膜电极组件、分配反应气体、收集电流、传导热量和排出产物水等。因此,理想的双极板材料应具有高的电导率、良好的耐腐蚀性、高机械强度、高气密性、化学稳定性好及易加工成型等特点。目前主流双极板有石墨(碳)双极板、金属双极板和复合材料双极板。金属双极板具有高机械强度和高导电率、导热性能,可以采用金属薄板冲压、滚压等大批量生产方式生产,是公认的燃料电池商业化的首选。
2、金属双极板耐腐蚀性较差,目前制造金属双极板的难点就在于如何提高镀层质量和耐腐蚀性,从而提升金属双极板的耐腐蚀性。针对金属双极板如何镀层以提高金属双极板的耐腐蚀性的问题,cn110880608b提出一种金属双极板复合膜层及制备方法,该申请重点针对的是金属双极板基体依次经抽真空、加热、通入氩气、离子源清洗处理后,首先采用磁控溅射法依次沉积crnipd层、crsic层,之后采用等离子体喷涂法在crsic层表面喷涂石墨c层。由于镀层与金属双极板基层的结合力的大小能够影响镀层质量及金属双极板的耐腐蚀性,依然需要综合考虑成本及智能调整各镀层的厚度。
3、因此,需要提供一种金属双极板镀层加工方法,用于提升金属双极板的镀层质量。
技术实现思路
1、本说明书一个或多个实施例提供一种金属双极板镀层智能加工方法。所述金属双极板镀层智能加工方法包括:所述处理器发送生产指令至真空加工装置、预处理装置、镀铬装置、渗氮装置、渗碳装置中的至少一个;其中,所述真空加工装置、所述预处理装置、所述镀铬装置、所述渗氮装置、所述渗碳装置之间通过传送通道传送中间产物;控制所述预处理装置基于所述生产指令中的预处理参数对双极板基材进行预处理;其中,所述预处理装置包括基材质量检测部件,所述基材质量检测部件用于检测预处理后的所述双极板基材的表面质量;响应于表面质量不满足要求,通过所述预处理装置发送预警指令给所述处理器,所述处理器基于所述预警指令生成提醒信息发送给终端;控制所述镀铬装置、所述渗氮装置与所述渗碳装置中的一个或多个,基于所述生产指令中各个镀层子指令的先后顺序,对所述预处理后的所述双极板基材镀纯铬层、氮化铬层和铬碳共存层。
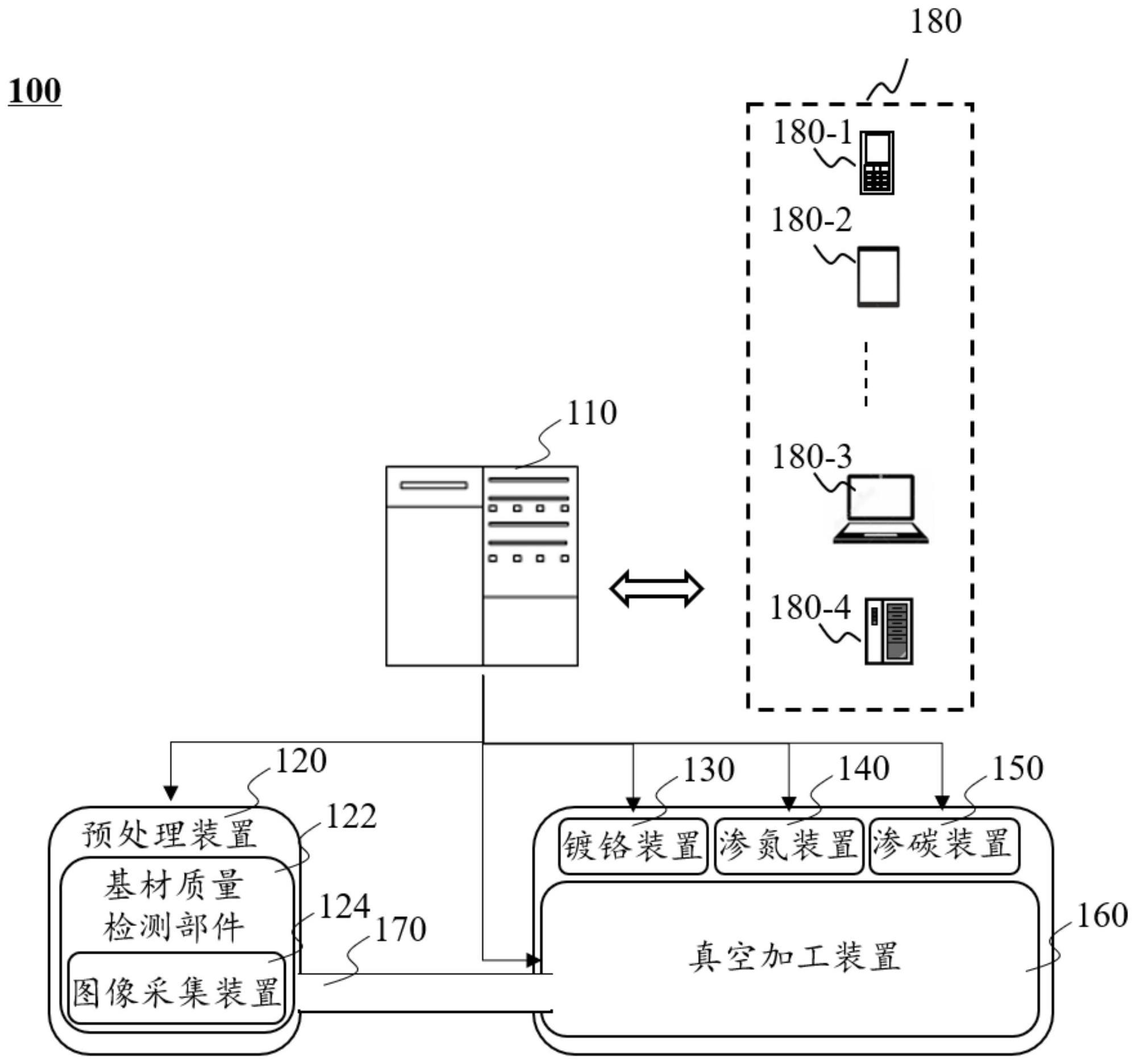
2、本说明书实施例之一提供一种金属双极板镀层智能加工系统,所述系统包括处理器:所述处理器与真空加工装置、预处理装置、镀铬装置、渗氮装置、渗碳装置通信连接,并生成生产指令发送给所述预处理装置、所述真空加工装置、所述镀铬装置、所述渗氮装置、所述渗碳装置中的至少一个;其中,所述真空加工装置、所述预处理装置、所述镀铬装置、所述渗氮装置、所述渗碳装置之间通过传送通道传送中间产物;所述预处理装置,用于:响应于从所述处理器接收到的所述生产指令,基于所述生产指令中的预处理参数对双极板基材进行预处理;其中,所述预处理装置包括基材质量检测部件,所述基材质量检测部件用于检测预处理后的所述双极板基材的表面质量;响应于所述表面质量不满足要求,通过所述预处理装置发送预警指令给所述处理器,所述处理器基于所述预警指令生成提醒信息发送给终端;所述镀铬装置、所述渗氮装置以及所述渗碳装置中的一个或多个,用于:基于所述生产指令中各个镀层子指令的先后顺序,对所述预处理后的所述双极板基材镀纯铬层、氮化铬层和铬碳共存层;其中,所述镀铬装置、所述渗氮装置、所述渗碳装置分别与所述真空加工装置连接,所述真空加工装置用于放置所述中间产物。
技术特征:
1.一种金属双极板镀层智能加工系统,所述系统包括处理器:
2.根据权利要求1所述的金属双极板镀层智能加工系统,所述基材质量检测部件包括图像采集装置,所述图像采集装置用于基于采集的双极板基材图像和从所述处理器获取的标准图像的相似度,确定所述表面质量。
3.根据权利要求1所述的金属双极板镀层智能加工系统,所述镀铬装置包括铬溅射靶;所述镀层子指令包括第一子指令,所述第一子指令包括:所述铬溅射靶工作时,工作气压保持在0.6pa~1.3pa,偏压为-100v,铬靶电流为4~10a;所述第一子指令还包括镀铬沉积时间。
4.根据权利要求1所述的金属双极板镀层智能加工系统,所述镀铬装置包括铬溅射靶;所述镀层子指令包括第二子指令,所述第二子指令包括:所述铬溅射靶工作时,工作气压保持在0.6pa~1.3pa,偏压为-120v,铬靶电流为4~10a;渗氮装置工作时的氮气分压为0.4pa~0.8pa;所述第二子指令还包括氮化铬沉积时间。
5.根据权利要求4所述的金属双极板镀层智能加工系统,所述镀层子指令包括第三子指令;所述第三子指令包括:所述铬溅射靶工作时,所述工作气压保持在0.6pa~1.3pa,所述偏压为-100v,所述铬靶电流为4~10a;碳溅射靶工作时,电流为2-8a,基体压为-100v;所述第三子指令还包括碳铬共存层沉积时间。
6.一种金属双极板镀层智能加工方法,所述方法由处理器执行,所述方法包括:
7.根据权利要求6所述的金属双极板镀层智能加工方法,所述基材质量检测部件包括图像采集装置,所述图像采集装置用于基于采集的双极板基材图像和从所述处理器获取的标准图像的相似度,确定所述表面质量。
8.根据权利要求6所述的金属双极板镀层智能加工方法,所述镀铬装置包括铬溅射靶;所述镀层子指令包括第一子指令,所述第一子指令包括:所述铬溅射靶工作时,工作气压保持在0.6pa~1.3pa,偏压为-100v,铬靶电流为4~10a;所述第一子指令还包括镀铬沉积时间。
9.根据权利要求6所述的金属双极板镀层智能加工方法,所述镀铬装置包括铬溅射靶;所述镀层子指令包括第二子指令,所述第二子指令包括:所述铬溅射靶工作时,工作气压保持在0.6pa~1.3pa,偏压为-120v,铬靶电流为4~10a;渗氮装置工作时的氮气分压为0.4pa~0.8pa;所述第二子指令还包括氮化铬沉积时间。
10.根据权利要求9所述的金属双极板镀层智能加工方法,所述镀层子指令包括第三子指令;所述第三子指令包括:所述铬溅射靶工作时,所述工作气压保持在0.6pa~1.3pa,所述偏压为-100v,所述铬靶电流为4~10a;碳溅射靶工作时,电流为2-8a,基体压为-100v;所述第三子指令还包括碳铬共存层沉积时间。
技术总结
本说明书实施例提供一种金属双极板镀层智能加工方法和系统,该方法包括所述处理器发送生产指令至真空加工装置、预处理装置、镀铬装置、渗氮装置、渗碳装置中的至少一个;控制所述预处理装置基于所述生产指令中的预处理参数对双极板基材进行预处理;响应于表面质量不满足要求,通过所述预处理装置发送预警指令给所述处理器,所述处理器基于所述预警指令生成提醒信息发送给终端;控制所述镀铬装置、所述渗氮装置与所述渗碳装置中的一个或多个,基于所述生产指令中各个镀层子指令的先后顺序,对所述预处理后的所述双极板基材镀纯铬层、氮化铬层和铬碳共存层。本说明书智能预测镀层与金属双极板基材的结合力,确定镀层厚度,并调整工艺参数。
技术研发人员:杜成东,杜未希
受保护的技术使用者:江苏盆晶科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!