铸模和铸造件的制造方法与流程
本发明涉及铸模和铸造件的制造方法。
背景技术:
1、在具备型芯的铸模中,已知的是,为了在通过型芯形成的铸造件的表面上形成凹部,使缸体伸长,而使销插入到型芯中。在专利文献1的制造铸造件的方法中,缸体动作的距离是位于型芯外的销贯通型芯而从型芯露出为止的距离。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开第2013-128961号公报
技术实现思路
1、发明要解决的技术问题
2、然而,在上述现有技术中,存在使缸体动作的距离变长的问题。当使缸体动作的距离变长时,铸模的装模高度随之变大,需要增大铸模本身。
3、本发明是为了解决上述问题而完成的,其目的在于,提供能够缩短缸体动作的距离的铸模和铸造件的制造方法。
4、用于解决技术问题的方案
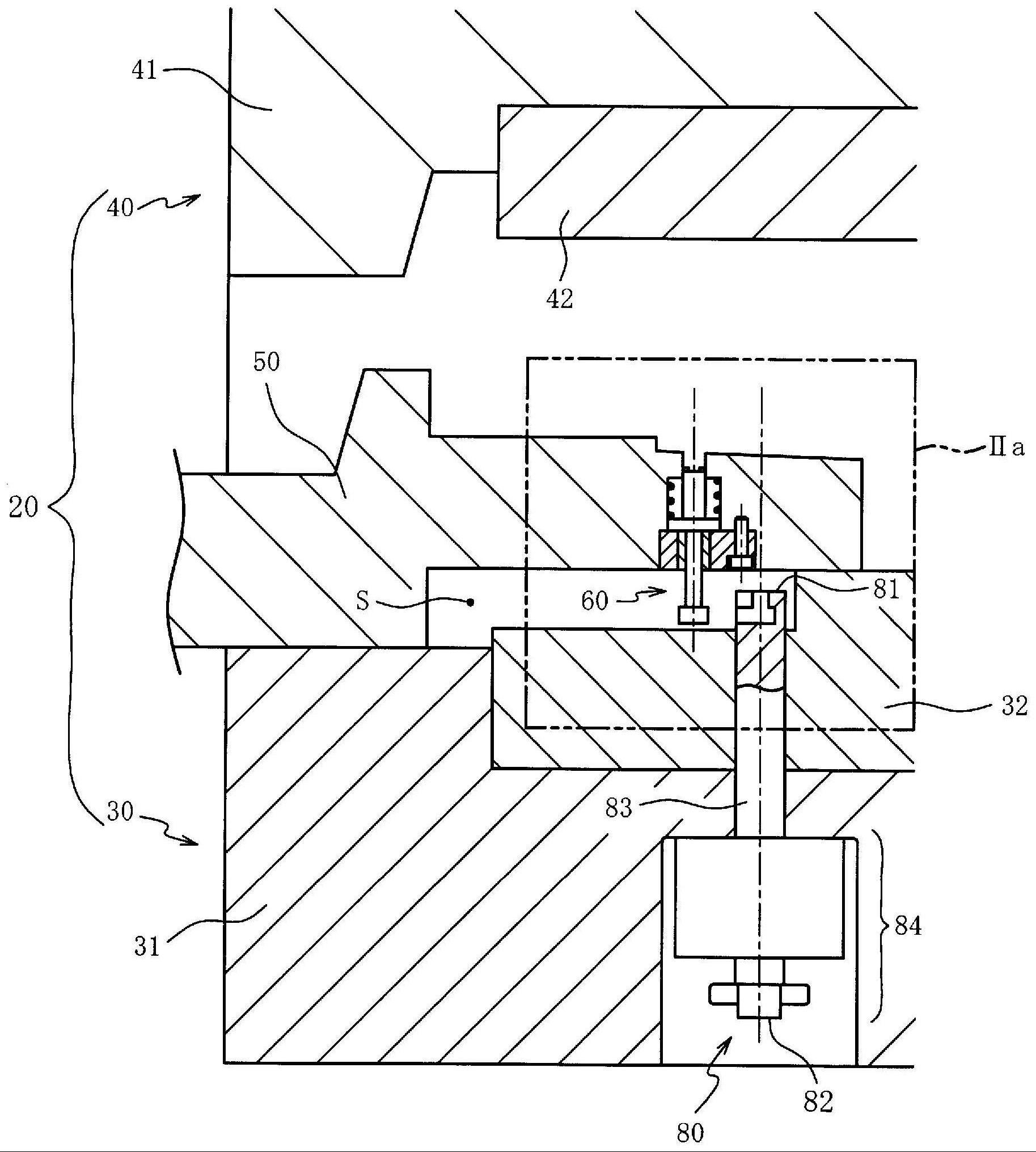
5、为了实现该目的,本发明的铸模具备:模具;第一型芯,配置于模具,向第一方向滑动;第二型芯,配置于第一型芯,向第二方向滑动;以及缸体,配置于模具。第二型芯包括承接部,所述承接部配置于第二型芯的第二方向的相反侧。承接部在第一型芯向第一方向滑动时,位于缸体伸长的轨道上。当缸体伸长时,承接部被缸体推压,第二型芯向第二方向滑动而露出到第一型芯外。
6、在铸造件的制造方法中,向本发明的铸模中倒入熔液来成型。
7、发明效果
8、根据第一方面的铸模,当缸体伸长时,承接部被缸体推压,第二型芯向第二方向滑动而露出到第一型芯外。因此,能够将缸体动作的距离设为第二型芯被缸体推压而露出到第一型芯外为止的距离。因此,能够缩短在第二型芯露出到第一型芯外时的缸体动作的距离。
9、根据第二方面的铸模,当缸体收缩时,承接部被对置部推压,第二型芯向第二方向的相反侧滑动而进入到第一型芯中。因此,除第一方面的铸模发挥的效果之外,还能够防止第二型芯直接留在第一型芯外。
10、根据第三方面的铸模,缸体的前端位于模具与第一型芯之间的空间。因此,除第一方面或第二方面的铸模发挥的效果之外,还能够进一步缩短在第二型芯露出到第一型芯外时的缸体动作的距离。
11、根据第四方面的铸模,由于弹性体的朝向第二方向的相反侧的复原力施加到第二型芯,因此只要解除缸体推压承接部的力,就能够维持第二型芯进入第一型芯中的状态。因此,除第一方面至第三方面中任一方面的铸模发挥的效果之外,还能够容易地进行在第二型芯进入第一型芯中时的缸体的动作。
12、根据第五方面的铸造件的制造方法,由于向第一方面至第四方面中任一方面的铸模中倒入熔液来成型,因此能够发挥与第一方面至第四方面中任一方面的铸模所发挥的效果相同的效果。
技术特征:
1.一种铸模,具备:
2.根据权利要求1所述的铸模,其中,
3.根据权利要求1或2所述的铸模,其中,
4.根据权利要求1或2所述的铸模,其中,
5.一种铸造件的制造方法,向权利要求1或2所述的所述铸模中倒入熔液来成型。
技术总结
本申请提供铸模和铸造件的制造方法,能够缩短缸体动作的距离。铸模具备:模具;第一型芯,配置于模具,向第一方向滑动;第二型芯,配置于第一型芯,向第二方向滑动;以及缸体,配置于模具。第二型芯包括承接部,所述承接部配置于第二型芯的第二方向的相反侧。承接部在第一型芯向第一方向滑动时,位于缸体伸长的轨道上。当缸体伸长时,承接部被缸体推压,第二型芯向第二方向滑动而露出到第一型芯外。
技术研发人员:和田隆弘
受保护的技术使用者:株式会社阿雷斯提
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!