一种TC4钛合金弯曲变形杆件真空热处理校直方法与流程
本发明涉及钛合金杆热处理,具体涉及一种tc4钛合金弯曲变形杆件真空热处理校直方法。
背景技术:
1、tc4是一种中等强度的α-β型两相钛合金,含有6%左右的α稳定元素al和4%左右的β稳定元素v,具有优异的综合性能,在航空和航天工业中获得了广泛应用。tc4钛合金主要在退火状态下使用,也可采用固溶时效处理进行一定的强化以获得所需性能。
2、tc4钛合金固溶温度910~940℃(0.5~2h,水淬),高于其再结晶温度750℃,即tc4钛合金固溶过程处于可热变形阶段,刚性降至最低,很小的外力及内应力即可造成杆件的较大变形。螺栓类紧固件因其头杆直径尺寸差异,头尾两点支撑时,杆部基本悬空,形成简支梁结构,自身重力充当弯曲应力,造成产品杆部弯曲变形;而且当杆部较长时,弯曲变形尤为明显。
3、采用传统的卧式真空水淬炉(以下简称“真空炉”)进行tc4钛合金固溶处理时,虽然可通过吊装处理减小杆部的弯曲变形程度,但淬火延迟时间(保温结束后转移至淬火过程)较长,一般为15~20s(高于gjb3763规定最大值10s),较长的淬火延迟时间影响杆件的固溶效果,造成剪切、抗拉强度等力学性能指标偏低。
4、采用震底式连续水淬炉(以下简称“连续炉”)进行tc4钛合金的固溶处理时,其淬火转移时间≤1s,可确保产品剪切、抗拉强度等力学性能合格。但因连续炉主要通过震动传送产品,无法对杆部进行吊装处理,导致tc4钛合金杆件固溶后,杆部易发生弯曲变形,直线度较差。
5、为保证tc4钛合金杆件的力学性能符合要求,现采用连续炉对tc4钛合金杆件进行固溶处理。针对杆件固溶后的杆部弯曲问题,通过机械校直方式解决。传统的机械校直一般为钳工锤击或光轮碾压,二者均不易操作且需反复多次操作,劳动强度高,生产效率低,校直效果差;而且杆件表面会存在锤击凹坑或碾压条纹。此外,杆部弯曲过度、强度过高的产品,难以通过锤击或碾压校直。
技术实现思路
1、本发明的目的在于提供一种tc4钛合金弯曲变形杆件真空热处理校直方法,以解决现有技术中利用机械校直方法处理杆件的杆部弯曲问题时校直效果差的技术问题。
2、为实现上述目的,本发明tc4钛合金弯曲变形杆件真空热处理校直方法的技术方案是:tc4钛合金弯曲变形杆件真空热处理校直方法,先将杆件的杆部放入校直工装内进行杆部定型,再将杆件同校直工装一起放入真空退火炉中;之后,将真空退火炉抽真空,加热升温至520~590℃,升温速率≤25℃/min,保温时间240~480min,保温过程中持续抽真空;保温结束时停止抽真空,同时向真空退火炉内充入惰性气体进行冷却,保证真空退火炉内压力在1.5×105~1.9×105pa;当炉温降至≤100℃时,将杆件同校直工装一起出炉空冷至室温。
3、有益效果是:本发明的校直方法通过调整热处理时效温度和装炉方式,利用定型后的工件在高温真空热处理时,杆部刚性降低,回弹应力消除的现象,使最终校直后的杆部直线度与定型时的杆部直线度一致,且不再回弹;同时产品的各项力学性能均满足要求。该校直方法简单易操作,劳动强度低,校直效果好;而且杆件表面不会留下凹坑和条纹。对于杆部弯曲过度、强度过高的产品同样适用。
4、作为进一步地改进,在杆件的杆部直径<10mm时,加热升温至550-590℃;在杆件的杆部直径≥10mm时,加热升温至520-550℃。
5、作为进一步地改进,真空退火炉的有效工作区内单层平铺有至少两个校直工装,相邻两个校直工装之间的间隔距离≥10mm。
6、有益效果是:这样设计,使得同一层的各校直工装能够充分被加热,避免相互影响。
7、作为进一步地改进,校直工装设置有至少两层,各层校直工装分别摆放在不同料筐内,相邻两层校直工装的间隔距离≥50mm。
8、有益效果是:这样设计,使得各层的校直工装能够充分被加热,避免相互影响。
9、作为进一步地改进,将真空退火炉抽真空至真空度≤6.7×10-2pa。
10、作为进一步地改进,真空退火炉内充入的惰性气体为氩气。
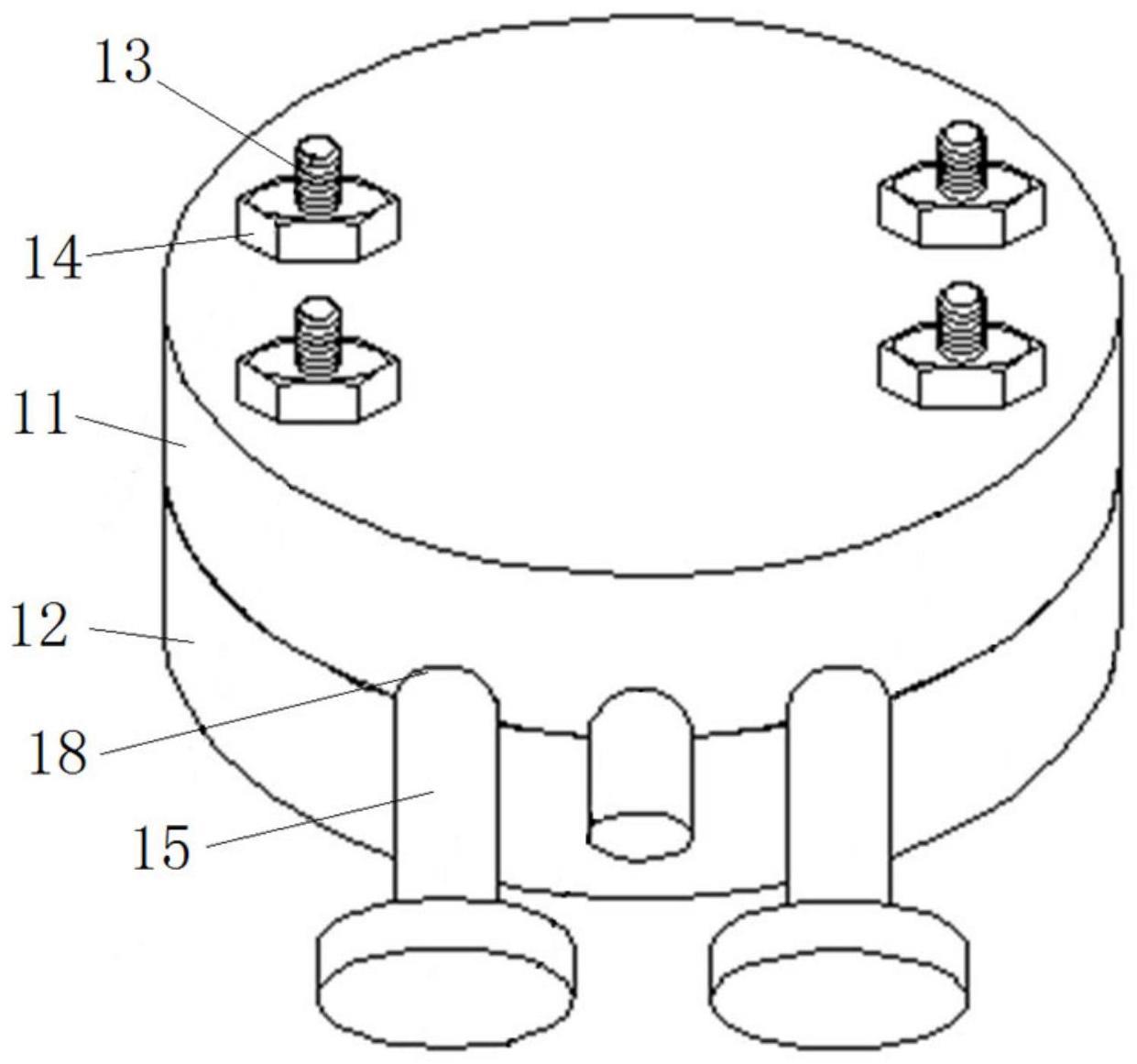
11、作为进一步地改进,校直工装包括两个压块和将两个压块固定在一起的紧固件,两个压块的相对侧分别设有半凹通槽,两个压块的半凹通槽形成对杆件杆部校直的校直通孔。
12、有益效果是:这样设计,使得校直工装的结构较为简单,便于操作。
13、作为进一步地改进,两个压块上分别设有至少两个半凹通槽,两个压块上的半凹通槽一一对应布置以形成至少两个校直通孔。
14、有益效果是:这样设计,使得每个校直工装上可以安装至少两个杆件,提高工作效率。
15、作为进一步地改进,两个压块上均设有螺栓穿孔,紧固件包括穿装在螺栓穿孔内的螺栓和旋拧在螺栓上的紧固螺母。
16、有益效果是:通过螺栓和紧固螺母配合固定两个压块,不仅便于两个压块的拆装,而且成本较低。
17、作为进一步地改进,所述半凹通槽的横截面为半圆形。
18、有益效果是:这样设计,使得校直通孔为圆形孔,以通过校直工装对圆柱形的杆件进行校直。
技术特征:
1.tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,先将杆件的杆部放入校直工装内进行杆部定型,再将杆件同校直工装一起放入真空退火炉中;之后,将真空退火炉抽真空,加热升温至520~590℃,升温速率≤25℃/min,保温时间240~480min,保温过程中持续抽真空;保温结束时停止抽真空,同时向真空退火炉内充入惰性气体进行冷却,保证真空退火炉内压力在1.5×105~1.9×105pa;当炉温降至≤100℃时,将杆件同校直工装一起出炉空冷至室温。
2.根据权利要求1所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,在杆件的杆部直径<10mm时,加热升温至550-590℃;在杆件的杆部直径≥10mm时,加热升温至520-550℃。
3.根据权利要求1或2所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,真空退火炉的有效工作区内单层平铺有至少两个校直工装,相邻两个校直工装之间的间隔距离≥10mm。
4.根据权利要求3所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,校直工装设置有至少两层,各层校直工装分别摆放在不同料筐内,相邻两层校直工装的间隔距离≥50mm。
5.根据权利要求1或2所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,将真空退火炉抽真空至真空度≤6.7×10-2pa。
6.根据权利要求1或2所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,真空退火炉内充入的惰性气体为氩气。
7.根据权利要求1或2所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,校直工装包括两个压块和将两个压块固定在一起的紧固件,两个压块的相对侧分别设有半凹通槽,两个压块的半凹通槽形成对杆件杆部校直的校直通孔。
8.根据权利要求7所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,两个压块上分别设有至少两个半凹通槽,两个压块上的半凹通槽一一对应布置以形成至少两个校直通孔。
9.根据权利要求7所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,两个压块上均设有螺栓穿孔,紧固件包括穿装在螺栓穿孔内的螺栓和旋拧在紧固螺栓上的紧固螺母。
10.根据权利要求7所述的tc4钛合金弯曲变形杆件真空热处理校直方法,其特征在于,所述半凹通槽的横截面为半圆形。
技术总结
本发明涉及钛合金杆热处理技术领域,具体涉及一种TC4钛合金弯曲变形杆件真空热处理校直方法。该TC4钛合金弯曲变形杆件真空热处理校直方法,先将杆件的杆部放入校直工装内进行杆部定型,再将杆件同校直工装一起放入真空退火炉中;之后,将真空退火炉抽真空,加热升温至520~590℃,升温速率≤25℃/min,保温时间240~480min,保温过程中持续抽真空;保温结束时停止抽真空,同时向真空退火炉内充入惰性气体进行冷却,保证真空退火炉内压力在1.5×10<supgt;5</supgt;~1.9×10<supgt;5</supgt;Pa;当炉温降至≤100℃时,将杆件同校直工装一起出炉空冷至室温。本发明的校直方法在产品的各项力学性能均满足要求的情况下,使得产品的直线度较好。
技术研发人员:沈亚秋,刘娅婷,李建刚,关海瑛,余磊磊,陈春明
受保护的技术使用者:北京首航科学技术开发有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!