一种连杆颈轮廓误差直接分离方法与流程
本发明涉及连杆颈轮廓误差分析领域,更具体的说是涉及一种连杆颈轮廓误差直接分离方法。
背景技术:
1、为了便于误差源的定性描述,将传统外圆磨床引起工件表面轮廓误差的影响因素,如砂轮主轴的回转精度、头架主轴的跳动、尾架顶紧力的大小与稳定性、尾架顶尖的磨损程度等,定义为非随动误差源;将因采用随动磨削方式带来连杆颈轮廓误差的c轴位置控制误差和x轴位置控制误差,定义为随动误差源。曲轴连杆颈轮廓误差受随动误差源与非随动误差源共同影响。
2、将随动误差源和非随动误差源引起的曲轴连杆颈轮廓误差定义为随动误差和非随动误差。从磨削后的曲轴轮廓误差即总误差中有效的分离出随动误差和非随动误差,可以有效判断影响轮廓误差的主要误差源类型。对指导高端数控随动曲轴磨床开发过程中的调试和再设计具有重要意义。
3、存在两种将连杆颈轮廓误差分离为随动误差和非随动误差的方法。一种是间接方法,是通过相邻档位的主轴颈的轮廓误差计算得到非随动误差,然后从总误差中分离得到随动误差,在无法或者不便获得c轴、x轴位置控制误差时使用该方法。另一种是直接分离方法,通过c轴、x轴的位置控制误差计算产生随动误差,然后从总误差中分离得到非随动误差,因为c轴、x轴的位置控制误差在连杆颈随动磨削的同时采集,数据信息准确,据此计算得到的随动误差准确。
技术实现思路
1、有鉴于此,本发明提供了一种连杆颈轮廓误差直接分离方法。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种连杆颈轮廓误差直接分离方法,包括以下步骤:
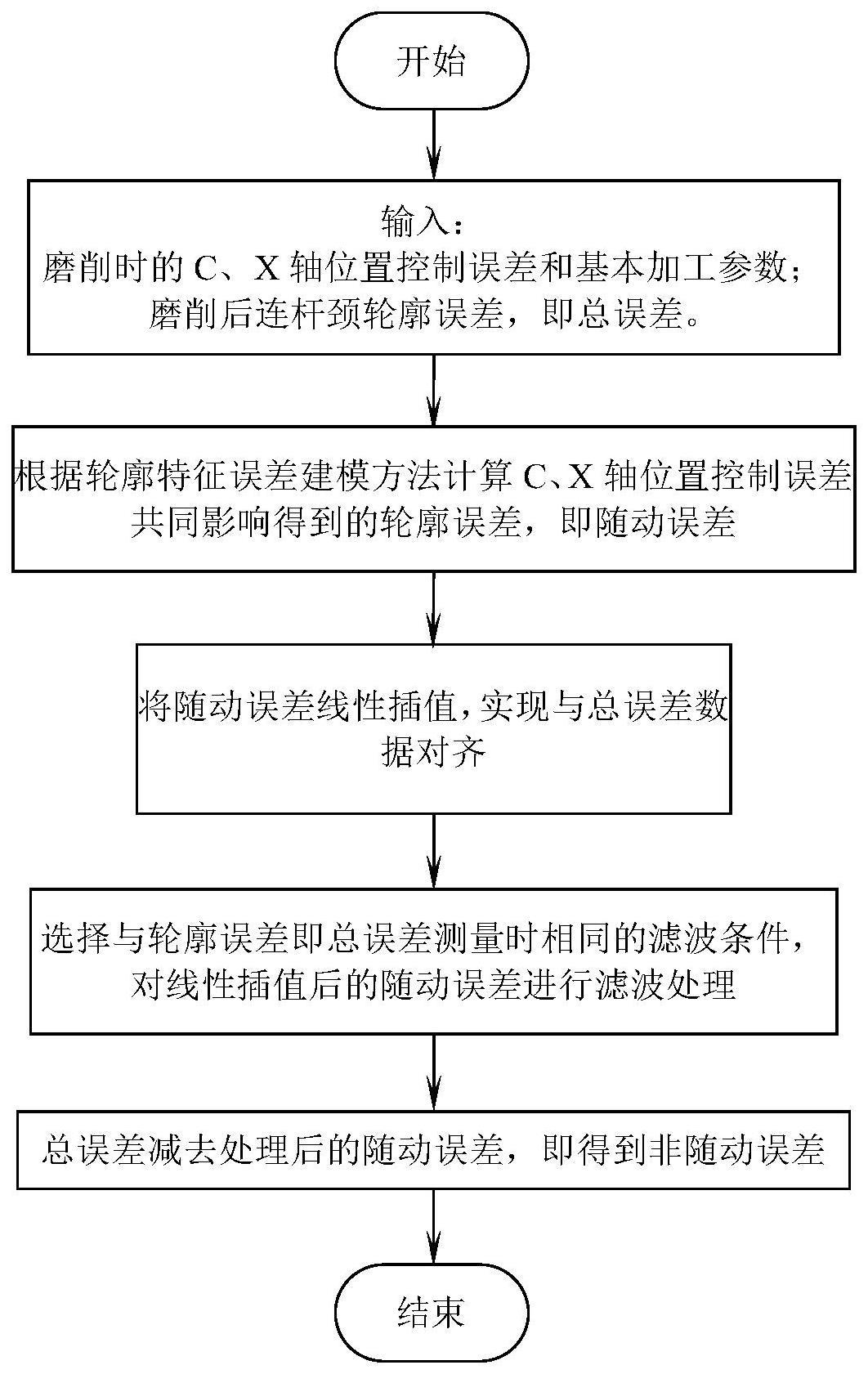
4、获取随动磨削连杆颈轮廓时的机床c轴、x轴的位置控制误差和基本加工参数连杆颈半径、连杆颈偏心距、砂轮半径;
5、测量磨削后的曲轴连杆颈轮廓误差,该测量得到的轮廓误差即为总误差;
6、根据轮廓特征误差建模方法,由c轴、x轴的位置控制误差和基本加工参数计算得到轮廓误差,该计算得到的轮廓误差即为随动误差;
7、利用总误差和随动误差求解非随动误差,完成误差分离。
8、可选的,所述随动误差的求解过程如下:
9、输入轴控制误差及基本加工参数,所述基本加工参数包括连杆颈半径r0,连杆颈偏心距r,砂轮半径rgw;
10、根据所述基本加工参数计算轮廓控制方程;
11、利用轮廓控制方程计算理论的磨削运动控制方程
12、根据理论的磨削运动控制方程建立轮廓模型;
13、由轮廓模型数据用最小二乘法拟合得到基准圆;
14、根据基本加工参数和计算得到轮廓模型数据和基准圆信息,根据几何关系计算得到连杆颈轮廓误差,即为随动误差。
15、可选的,还包括对随动误差预处理:对随动误差进行线性差值数据对齐,之后进行滤波处理,使随动误差与总误差数据对齐并处于相同的滤波处理条件下。
16、可选的,在xopy坐标系下,砂轮中心对应的极坐标点为(ρ,θ),直角坐标为(dcosα-r,dsinα),ρ(θ)为砂轮中心轨迹上已采集的离散点(ρ,θ)通过样条曲线拟合得到的轨迹函数,得到轮廓模型公式如下:
17、
18、
19、式中,d为砂轮中心到曲轴回转中心的距离,α为连杆颈相对于初始相位转过的角度。
20、经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种连杆颈轮廓误差直接分离方法,通过c轴、x轴的位置控制误差和基本加工参数计算得到随动误差,然后从总误差中分离得到非随动误差,c轴、x轴的位置控制误差在连杆颈随动磨削的同时采集,数据信息准确。从磨削后的曲轴轮廓误差即总误差中有效的分离出随动误差和非随动误差,可以有效判断影响轮廓误差的主要误差源类型。对指导高端数控随动曲轴磨床开发过程中的调试和再设计具有重要意义。
技术特征:
1.一种连杆颈轮廓误差直接分离方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种连杆颈轮廓误差直接分离方法,其特征在于,所述随动误差的求解过程如下:
3.根据权利要求1所述的一种连杆颈轮廓误差直接分离方法,其特征在于,还包括对随动误差预处理:对随动误差进行线性差值数据对齐,之后进行滤波处理,使随动误差与总误差数据对齐并处于相同的滤波处理条件下。
4.根据权利要求2所述的一种连杆颈轮廓误差直接分离方法,其特征在于,在xopy坐标系下,砂轮中心对应的极坐标点为(ρ,θ),直角坐标为(dcosα-r,dsinα),ρ(θ)为砂轮中心轨迹上已采集的离散点(ρ,θ)通过样条曲线拟合得到的轨迹函数,得到轮廓模型公式如下:
技术总结
本发明公开了一种连杆颈轮廓误差直接分离方法,涉及连杆颈轮廓误差分析领域,包括以下步骤:获取随动磨削连杆颈轮廓时的机床C轴、X轴的位置控制误差和基本加工参数连杆颈半径、连杆颈偏心距、砂轮半径;根据C轴、X轴的位置控制误差和基本加工参数计算随动误差;测量磨削后的连杆颈轮廓误差,即为总误差;利用总误差和随动误差求解非随动误差,完成误差分离。本发明通过C轴、X轴的位置控制误差计算得到随动误差,然后从总误差中分离得到非随动误差,C轴、X轴的位置控制误差在连杆颈随动磨削的同时采集,数据信息准确。
技术研发人员:房小艳,顾凯端,杜雄,盛晓伟,孙以泽,汪学栋
受保护的技术使用者:上海机床厂有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!