一种钝角拼装式高锰钢辙叉铸造工艺的制作方法
本发明涉及高锰钢辙叉铸造领域,具体涉及一种可显著减少辙叉铸件内部缺陷的钝角拼装式高锰钢辙叉铸造工艺。
背景技术:
1、高锰钢辙叉产品是一种铁路道岔配件,一般采用砂型铸造的方法进行生产。其中,用于铸造生产高锰钢辙叉产品的主要工艺装备包括模板和模型,模型一般采用木材加工成型后安装在模板上,模板一般采用钢材制作,用来承载模型,使模型获得必要的刚度并保持模型尺寸稳定性,且模板在铸造生产高锰钢辙叉产品时承载砂箱,与砂箱一起在砂型铸造造型时完成对模型填砂和砂型固化等工序。
2、当前,高锰钢辙叉的工艺主要存在以下问题:砂型在浇注后对铸件凝固收缩的退让性差,使铸件收缩受阻严重,容易产生裂纹缺陷,严重时导致铸件报废:在使用普通砂型生产工艺时,为了使砂型能够适应造型时起模、翻转、合箱等操作要求,需要增加砂型中硅酸钠的加入量,这样可以保证砂型的完整性,
3、使其具有足够的强度,但是,由于硅酸钠含量偏高,铸件浇注后砂型对铸件凝固收缩时的阻力较大,容易引起裂纹缺陷。故以现有铸造方式生产钝角拼装辙叉内部缺陷较多,无法满足2021年行业标准《高锰钢辙叉技术条件》tb/t447更新版本中提出的要求拼装产品顶面向下20mm内,不允许存在铸造缺陷的射线标准要求。
技术实现思路
1、为了解决上述技术存在的缺陷,本发明提供一种可显著减少辙叉铸件内部缺陷的钝角拼装式高锰钢辙叉铸造工艺。
2、本发明实现上述技术效果所采用的技术方案是:
3、一种钝角拼装式高锰钢辙叉铸造工艺,包括步骤:
4、s1、配置辙叉铸型,在靠近浇注系统的一端,于辙叉铸件的趾端设置浇注补缩明冒口,在辙叉铸件的轨背面设置若干发热保温的暗冒口,暗冒口一一对应地设在辙叉铸件的轨背面槽口处,相邻槽口之间的横隔断上成型有在宽度方向上贯通辙叉铸件的铸造螺栓孔,在辙叉铸件的轨顶面设冷铁组合;
5、s2、控制钢液温度在1440~1460℃,将砂箱浇注端垫高,倾斜6°进行浇注,在钢液浇满明冒口之后,视液面下降1/3时补浇两次;
6、s3、浇注后24小时开箱,震动落砂,待放至室温25℃后,去除明冒口和暗冒口。
7、优选地,在上述的钝角拼装式高锰钢辙叉铸造工艺中,所述明冒口和暗冒口均采用纸浆冒口。
8、优选地,在上述的钝角拼装式高锰钢辙叉铸造工艺中,所述明冒口为上大小小的结构,底部直径为150mm,高度为300mm,斜度为1:1.5。
9、优选地,在上述的钝角拼装式高锰钢辙叉铸造工艺中,所述暗冒口的直径为180mm,高度为210mm。
10、优选地,在上述的钝角拼装式高锰钢辙叉铸造工艺中,所述暗冒口的底部设有底部直径为100mm,高度为70mm,斜度为1:10的圆柱形冒口补贴。
11、优选地,在上述的钝角拼装式高锰钢辙叉铸造工艺中,所述冷铁组合包括第一冷铁组件、第二冷铁组件和第三冷铁组件,所述第一冷铁组件设在轨心一侧的钝角台阶区,所述第二冷铁设在轨心一侧的入轨台阶区,所述第三冷铁设在轨心一侧的出轨台阶区。
12、优选地,在上述的钝角拼装式高锰钢辙叉铸造工艺中,所述第一冷铁组件包括沿着钝角台阶区间隔分布的四个第一型冷铁和两个第二型冷铁,四个第一型冷铁间隔排列在钝角台阶区的中部区域,两个第二型冷铁分布在钝角台阶区的两侧翼尖处,所述第二冷铁组件为一个第二型冷铁,设在入轨台阶区的尖端位置,所述第三冷铁为一个第二型冷铁,设在出轨台阶区的尖端位置。
13、优选地,在上述的钝角拼装式高锰钢辙叉铸造工艺中,所述第一型冷铁的长宽高尺寸为160×50×40mm,所述第二型冷铁的长宽高尺寸为160×30×40mm。
14、本发明的有益效果为:本发明的钝角拼装式高锰钢辙叉铸造工艺通过对辙叉铸型的特殊配置,可以实现钝角拼装式高锰钢辙叉的高质量铸造,获得的辙叉铸件内部铸造缺陷能够得到显著地减少,大大提升铸件内部质量。
技术特征:
1.一种钝角拼装式高锰钢辙叉铸造工艺,其特征在于,包括步骤:
2.根据权利要求1所述的钝角拼装式高锰钢辙叉铸造工艺,其特征在于,所述明冒口(2)和暗冒口(3)均采用纸浆冒口。
3.根据权利要求1所述的钝角拼装式高锰钢辙叉铸造工艺,其特征在于,所述明冒口(2)为上大小小的结构,底部直径为150mm,高度为300mm,斜度为1:1.5。
4.根据权利要求1所述的钝角拼装式高锰钢辙叉铸造工艺,其特征在于,所述暗冒口(3)的直径为180mm,高度为210mm。
5.根据权利要求1所述的钝角拼装式高锰钢辙叉铸造工艺,其特征在于,所述暗冒口(3)的底部设有底部直径为100mm,高度为70mm,斜度为1:10的圆柱形冒口补贴。
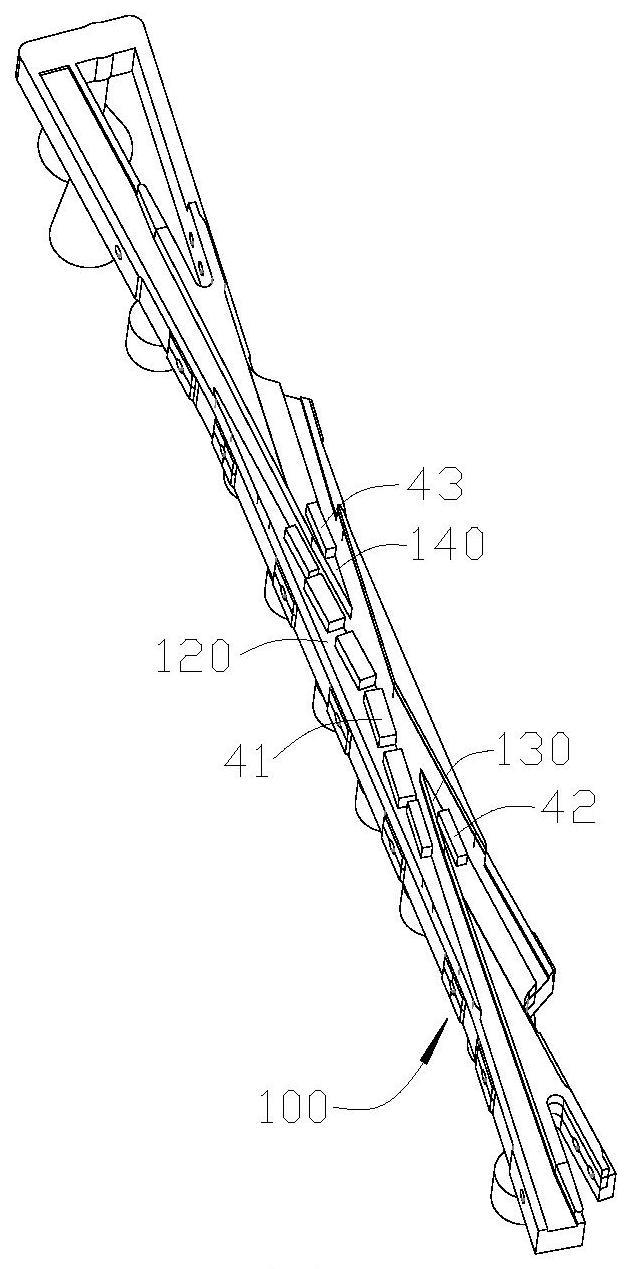
6.根据权利要求1所述的钝角拼装式高锰钢辙叉铸造工艺,其特征在于,所述冷铁组合(4)包括第一冷铁组件(41)、第二冷铁组件(42)和第三冷铁组件(43),所述第一冷铁组件(41)设在轨心一侧的钝角台阶区(120),所述第二冷铁(42)设在轨心一侧的入轨台阶区(130),所述第三冷铁(43)设在轨心一侧的出轨台阶区(140)。
7.根据权利要求1所述的钝角拼装式高锰钢辙叉铸造工艺,其特征在于,所述第一冷铁组件(41)包括沿着钝角台阶区(120)间隔分布的四个第一型冷铁和两个第二型冷铁,四个第一型冷铁间隔排列在钝角台阶区(120)的中部区域,两个第二型冷铁分布在钝角台阶区(120)的两侧翼尖处,所述第二冷铁组件(42)为一个第二型冷铁,设在入轨台阶区(130)的尖端位置,所述第三冷铁(43)为一个第二型冷铁,设在出轨台阶区(140)的尖端位置。
8.根据权利要求7所述的钝角拼装式高锰钢辙叉铸造工艺,其特征在于,所述第一型冷铁的长宽高尺寸为160×50×40mm,所述第二型冷铁的长宽高尺寸为160×30×40mm。
技术总结
本发明公开了一种钝角拼装式高锰钢辙叉铸造工艺,包括步骤:配置辙叉铸型,在靠近浇注系统的一端,于辙叉铸件的趾端设置浇注补缩明冒口,在辙叉铸件的轨背面设置若干发热保温的暗冒口,暗冒口一一对应地设在辙叉铸件的轨背面槽口处,相邻槽口之间的横隔断上成型有在宽度方向上贯通辙叉铸件的铸造螺栓孔,在辙叉铸件的轨顶面设冷铁组合;控制钢液温度在1440~1460℃,将砂箱浇注端垫高,倾斜6°进行浇注,在钢液浇满明冒口之后,视液面下降1/3时补浇两次;浇注后24小时开箱,震动落砂,待放至室温25℃后,去除明冒口和暗冒口。本发明的工艺通过对辙叉铸型的特殊配置,可实现钝角拼装式高锰钢辙叉的高质量铸造,减少铸件内部缺陷,大大提升铸件质量。
技术研发人员:张晓宇,吴明琦,刘崇智,许胜辉
受保护的技术使用者:中铁山桥集团有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!